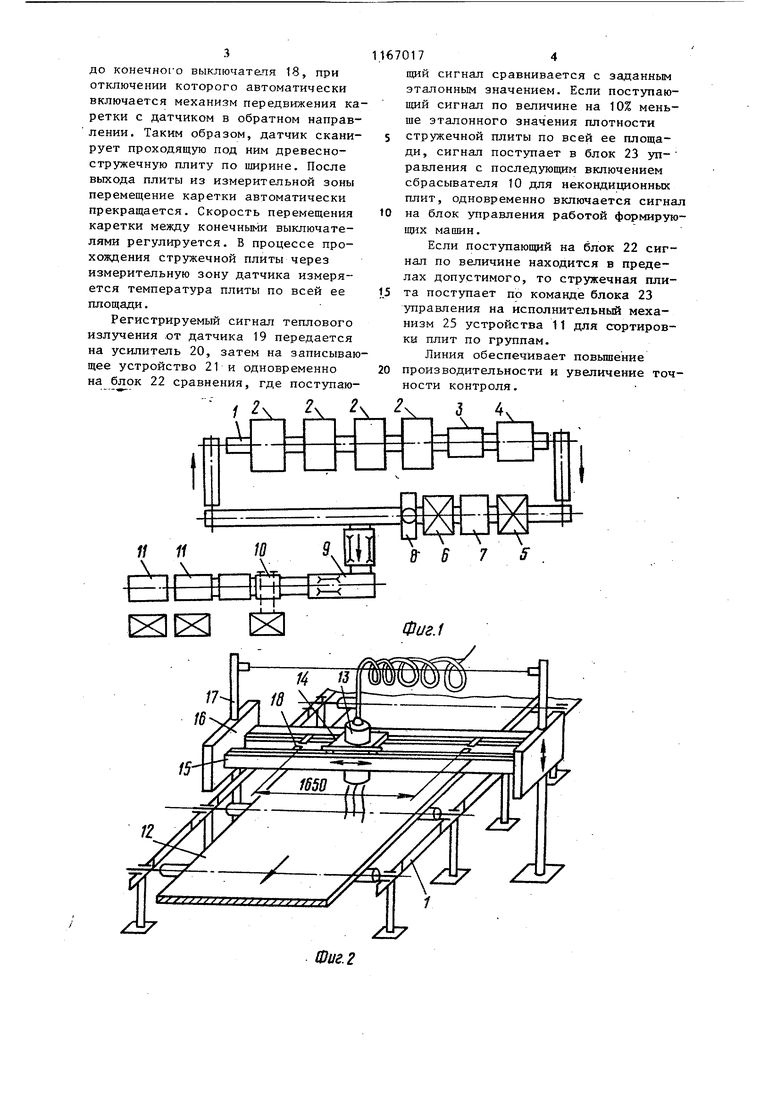
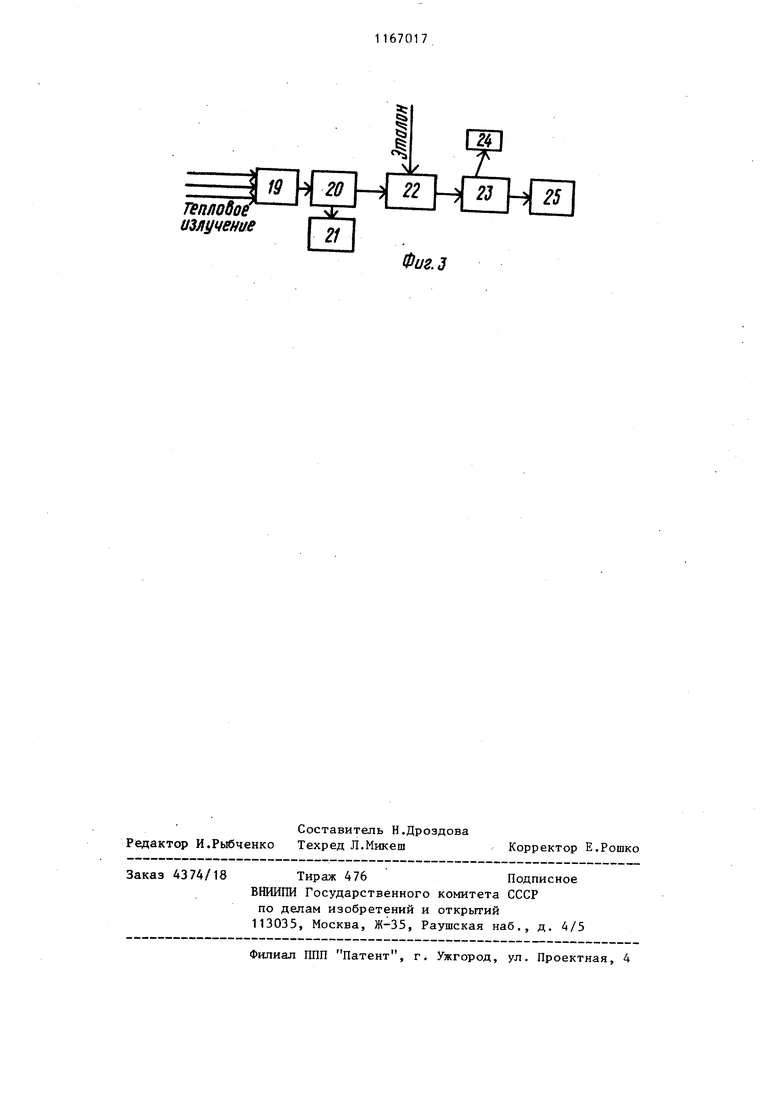
11 Изобретение относится к линиям производства древесных плит и может быть применено в деревообрабатывающей промьшшенности. Известны линии производства древесных плит, содержащие приборы для контроля качества плит,, имеющие измерительные оптико-электронные эл менты ГЛ , Известные линии характеризуются тем, что входящие в них контрольноизмерительные приборы сложны в изготовлении и эксплуатации,что влияет на производительность линии и качество плит. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является линия производства древесных плит, включающая главный конвейер, формирующие машины, пресс для предварительного уплотнения стружечного ковра, горячий пресс, устройство для поштучног контроля качества плит, форматнообрезной станок, блок регулирования работы формирующих машин, устройств разбраковки плит с исполнительным механизмом 2. Однако невысокая производительность и недостаточно высокая точнос поштучного контроля плит линии связаны с .тем, что в качестве устройства для поштучного контроля при няется ультразвуковое устройство, которое сложно в изготовлении и эксплуатации. Цель изобретения - повышение про изводительности линии и увеличение точности контроля. Поставленная цель достигается тем, что в линии производства древесньЬс плит, включающей главньш конвейер, формирующие машины, пресс для предварительного уплотнения стр жечного ковра, горячий пресс, устройство для поштучного контроля качества плит, форматно-обрезной станок, блок регулирования работы формирующих машин, устройство разбраковки плит с исполнительным механизмом, устройство для поштучного контроля качества плит вьтолнено в виде датчика теплового излучения, установленного при помощи каретки в направляющих, при этом каретка смонтирована с возможностью возврат но-поступательного перемещения, а направляющие установлены за разгру2зочиой этажеркой над .главным конвейером и закреплены в вертикальных стойках с возможностью регулирования по высоте при помощи зажимов. На фиг. 1 схематически показана линия; на фиг. 2 - устройство для поштучного контроля качества плит; на фиг. 3 - схема регулирования работы формирующих машин и устройства разбраковки плит. Линия включает главный конвейер 1, формирующие машины 2, пресс 3 для предварительной подпрессовки, контрольные весы 4, загрузочную 5. и разгрузочную 6 этажерки, горячий пресс 7, устройство 8 для поштучного контроля качества плит, форматнообрезной станок 9, сбрасыватель 10, устройство 11 разбраковки плит по группам. Устройство 8 для поштучного контроля качества плит 12 включает датчик 13 теплового излучения, который неподвижно закреплен на каретке 14, которая установлена в направляющих 15. Направляющие 15 могут регулироваться по высоте при помощи . зажимов 16, закрепленных на вертикальных стойках 17. Каретка 14 установлена в направляющих 15 с возможностью возвратно-поступательного перемещения между конечными выключателями 18. Блок регулирования работы формирующих машин обеспечивает также регулирование работы устройства 11. разбраковки плит 12. Блок включает датчик 19, усилитель 20, записывающее устройство 21, блок 22 сравнения, блок 23 управления включением устройства разбраковки плит и блок 24 регулирования работы формируюшлх машин 2. Устройство 11 разбраковки плит имеет исполнительный механизм 25. Устройство работает следующим образом. Древесно-стружечная плита 12 поступает по конвейеру 1 в измерительную зону датчика 13, после чего автоматически включается механизм передвижения каретки между конечными выключателями 18 по направляющим 15. С помощью зажимов 16 регулируется положение по вьюоте направляющих 15. Каретка 14 с датчиком 13 доходит
3
до конечного выключатепя 18, при отключении которого автоматически включается механизм передвижения каретки с датчиком в обратном направлении. Таким образом, датчик сканирует проходящую под ним древесностружечную плиту по ширине. После выхода плиты из измерительной зоны перемещение каретки автоматически прекращается. Скорость перемещения каретки между конечными выключателями регулируется. В процессе прохождения стружечной плиты через измерительную зону датчика измеряется температура плиты по всей ее площади.
Регистрируемый сигнал теплового излучения .от датчика 19 передается на усилитель 20, затем на записывающее устройство 21 и одновременно на блок 22 сравнения, где поступаю0174
щий сигнал сравнивается с заданным эталонным значением. Если поступающий сигнал по величине на 10% меньше эталонного значения плотности стружечной плиты по всей ее площади, сигнал поступает в блок 23 управления с последующим включением сбрасывателя 10 для некондиционных плит, одновременно включается сигнал
на блок управления работой формирующих машин.
Если поступающий на блок 22 сигнал по величине находится в пределах допустимого, то стружечная гшита поступает по команде блока 23 управления на исполнительный механизм 25 устройства 11 для сортировки плит по группам.
Линия обеспечивает повьшение
производительности и увеличение точности контроля.
ч J 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления древесно-стружечных плит | 1990 |
|
SU1722836A1 |
| Линия изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1333580A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1971 |
|
SU311774A1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1320065A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1368174A1 |
| Линия для производства древесностружечных плит | 1983 |
|
SU1135647A1 |
| Линия бесподдонного изготовления древесностружечных плит | 1980 |
|
SU897580A1 |
| Линия изготовления древесно-стружечных плит | 1983 |
|
SU1140957A1 |
| Линия производства плит из древесной массы | 1976 |
|
SU592613A1 |
ЛИНИЯ ПРОИЗВОДСТВА ДРЕВЕСНЫХ ПЛИТ, включающая главный конвейер, формирующие машины, пресс для предварительного уплотнения стружечного ковра, горячий пресс. устройство дпя поштучного контроля качества плит, форматно-обрезной; станок, блок регулирования работы формируюп пс машин, устройство разбраковки штит с исполнительным механизмом, отличающаяся тем, что, с целью повышения производительности линии и увели1ения точности контроля, устройство для поштучного контроля качества плит вьшолнено в виде датчика теплового излучения, установленного при помощи каретки в направляющих, при этом каретка смонтирована с возможнос ;ью возвратно-поступательного перемещения, а направляющие установлены за разгрузочной этажеркой над главным (Л конвейером и закреплены в вертикальс ных стойках при помощи зажимов.
1
Фиг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Производство древесностружечных плит в СССР и за рубежом, М., ВНИИПИЭИлеспрома, 1971, с | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 0 |
|
SU311774A1 |
| Солесос | 1922 |
|
SU29A1 |
