Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении древесных плит.
Цель изобретения - повышение качества плит.
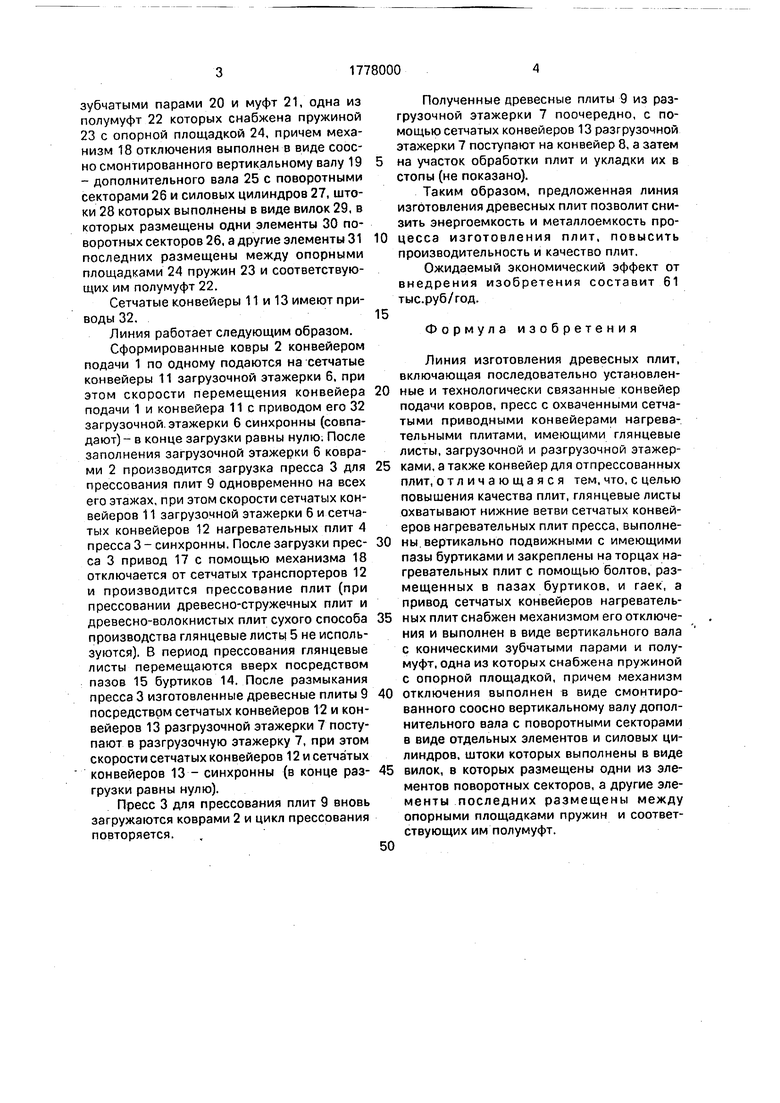
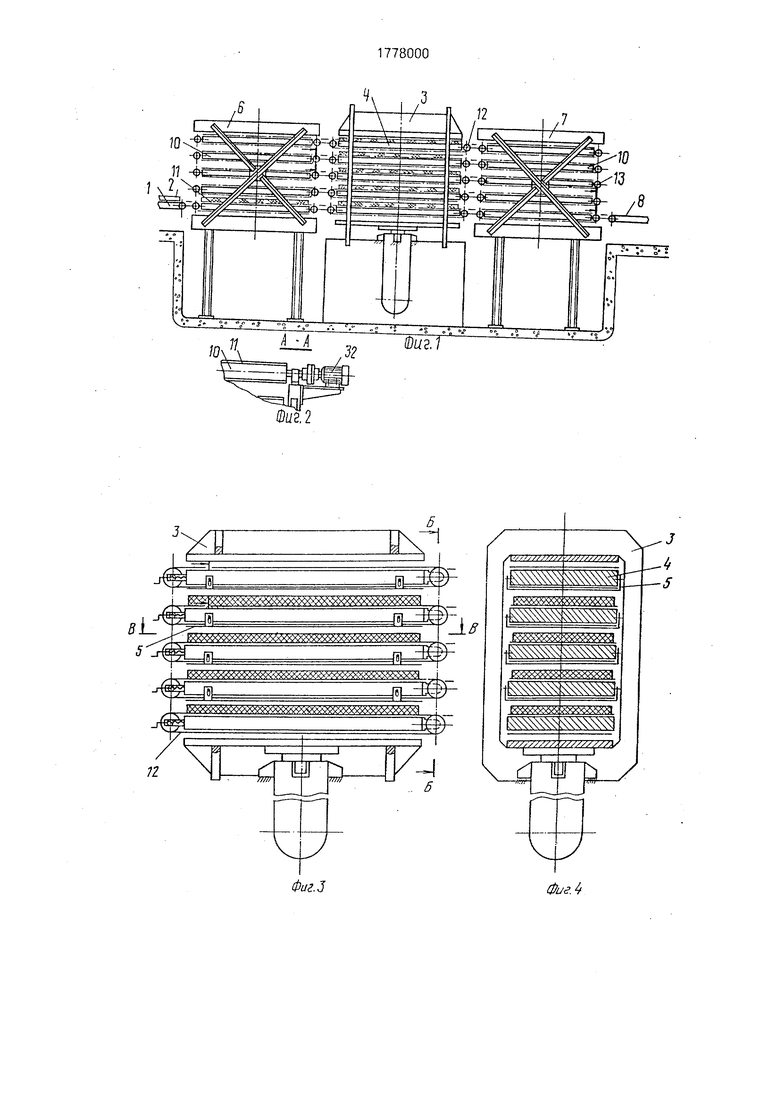
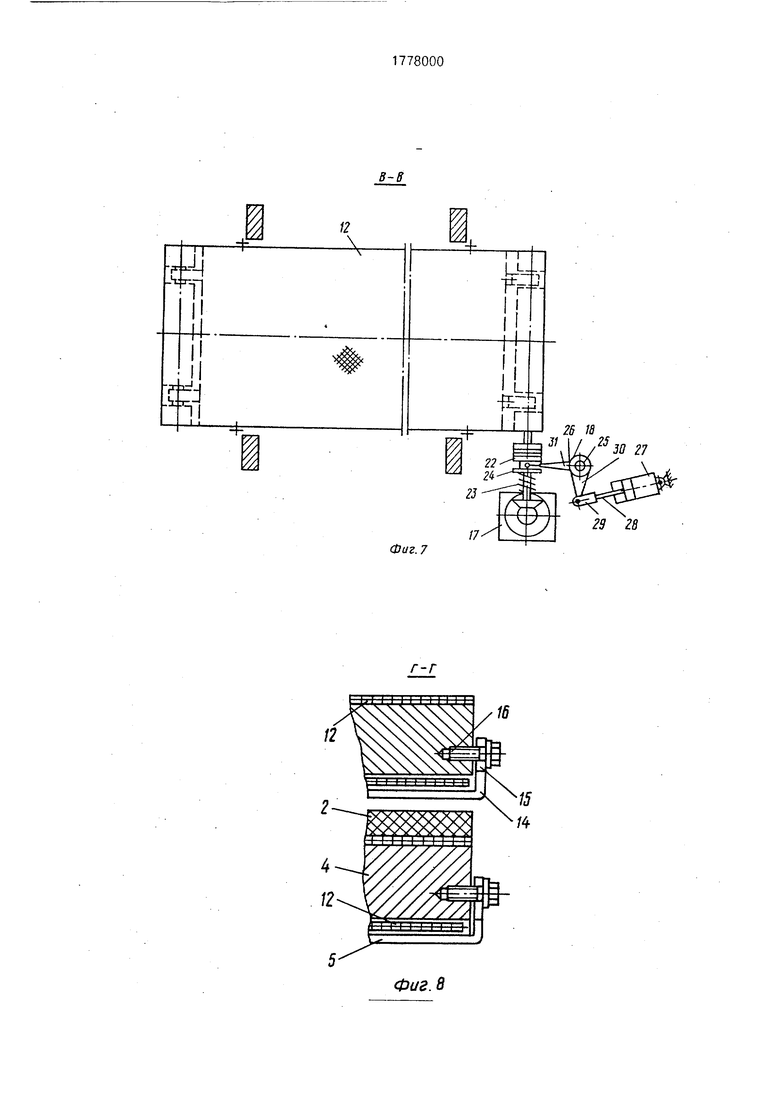
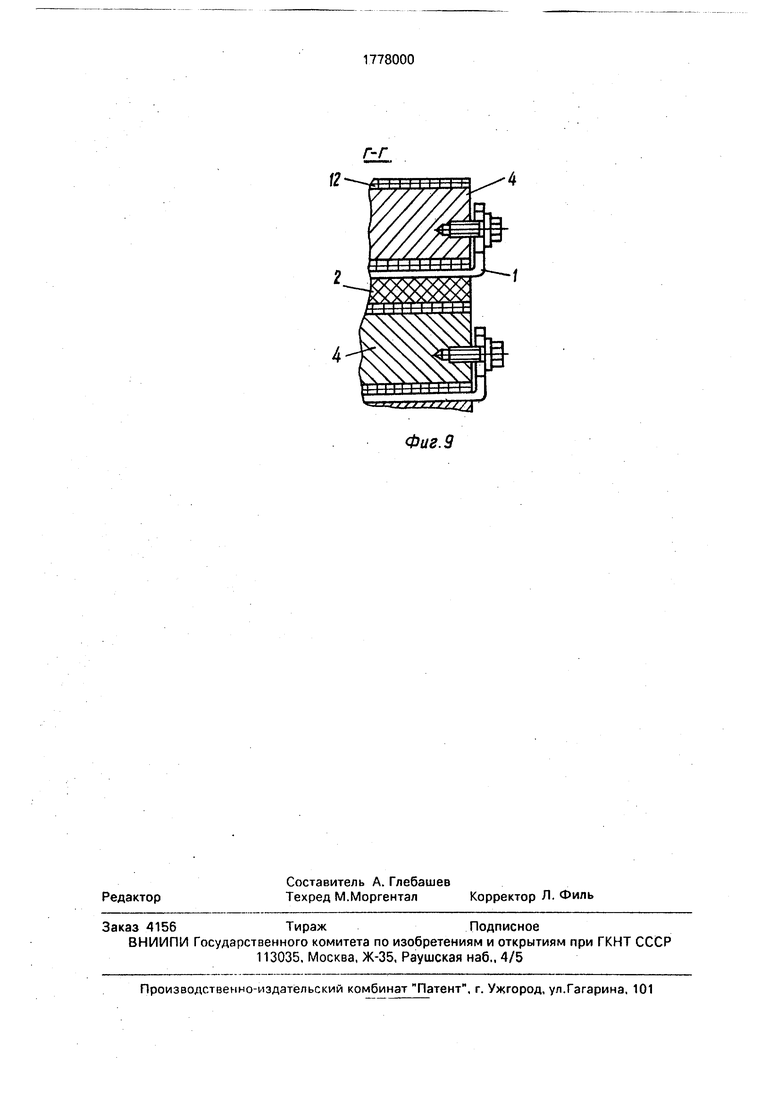
На фиг.1 изображена схема линии изготовления древесных плит; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - пресс, вид спереди; на фиг. 4 - то же, вид сбоку; на фиг. 5 - разрез Б-Б на фиг. 3 (привод сетчатых конвейеров включен); на фиг. б - то же (привод сетчатых конвейеров отключен); на фиг. 7 - то же, разрез В-В на фиг 3; на фиг.8 - фрагмент узла крепления глянцевых листов (нагревательные плиты пресса разомкнуты); на фиг. 9 - то же. нагревательные плиты пресса сомкнуты.
Линия изготовления древесных плит включает последовательноустановленные и
технологически связанные конвейер подачи 1 ковров 2, пресс 3 с нагревательными плитами 4 и глянцевыми листами бис загрузочной 6 и разгрузочной 7 этажерками, а также конвейер 8 для отпрессованных плит 9. Полки 10 загрузочной 6 и разгрузочной 7 этажерок и нагревательные плиты 4 пресса 3 охвачены сетчатыми приводными конвейерами соответственно 11,12, и 13, а глянцевые листы 5 охватывают нижние ветви сетчатых конвейеров 12 нагревательных плит 4 пресса 3 и выполнены вертикально подвижными с буртиками 14, имеющими пазы 15, при этом глянцевые листы 5 закреплены на торцах нагревательных плит 4 с помощью болтов 16. размещенных в пазах 15 буртиков 14, а привод 17 сетчатых конвейеров 12 нагревательных плит 4 снабжен механизмом 18 его отключения и выполнен в виде вертикального вала 19 с коническими
VJ
ч
00 О О О
зубчатыми парами 20 и муфт 21, одна из полумуфт 22 которых снабжена пружиной 23 с опорной площадкой 24, причем механизм 18 отключения выполнен в виде соос- но смонтированного вертикальному валу 19 - дополнительного вала 25 с поворотными секторами 26 и силовых цилиндров 27, штоки 28 которых выполнены в виде вилок 29, в которых размещены одни элементы 30 поворотных секторов 26, а другие элементы 31 последних размещены между опорными площадками 24 пружин 23 и соответствующих им полумуфт 22.
Сетчатые конвейеры 11 и 13 имеют приводы 32,
Линия работает следующим образом.
Сформированные ковры 2 конвейером подачи 1 по одному подаются на сетчатые конвейеры 11 загрузочной этажерки 6, при этом скорости перемещения конвейера подачи 1 и конвейера 11с приводом его 32 загрузочной этажерки 6 синхронны (совпадают) - в конце загрузки равны нулю. После заполнения загрузочной этажерки б коврами 2 производится загрузка пресса 3 для прессования плит 9 одновременно на всех его этажах, при этом скорости сетчатых конвейеров 11 загрузочной этажерки 6 и сетчатых конвейеров 12 нагревательных плит 4 пресса 3 - синхронны. После загрузки пресса 3 привод 17 с помощью механизма 18 отключается от сетчатых транспортеров 12 и производится прессование плит (при прессовании древесно-стружечных плит и древесно-волокнистых плит сухого способа производства глянцевые листы 5 не используются). В период прессования глянцевые листы перемещаются вверх посредством пазов 15 буртиков 14. После размыкания пресса 3 изготовленные древесные плиты 9 посредством сетчатых конвейеров 12 и конвейеров 13 разгрузочной этажерки 7 поступают в разгрузочную этажерку 7, при этом скорости сетчатых конвейеров 12 и сетчатых конвейеров 13 - синхронны (в конце разгрузки равны нулю).
Пресс 3 для прессования плит 9 вновь загружаются коврами 2 и цикл прессования повторяется.
Полученные древесные плиты 9 из разгрузочной этажерки 7 поочередно, с помощью сетчатых конвейеров 13 разгрузочной этажерки 7 поступают на конвейер 8, а затем на участок обработки плит и укладки их в стопы (не показано).
Таким образом, предложенная линия изготовления древесных плит позволит снизить энергоемкость и металлоемкость про- цесса изготовления плит, повысить производительность и качество плит.
Ожидаемый экономический эффект от внедрения изобретения составит 61 тыс.руб/год.
Формула изобретения
Линия изготовления древесных плит, включающая последовательно установленные и технологически связанные конвейер подачи ковров, пресс с охваченными сетчатыми приводными конвейерами нагревательными плитами, имеющими глянцевые листы, загрузочной и разгрузочной этажерками, а также конвейер для отпрессованных плит, отличающаяся тем, что, с целью повышения качества плит, глянцевые листы охватывают нижние ветви сетчатых конвейеров нагревательных плит пресса, выполнены вертикально подвижными с имеющими пазы буртиками и закреплены на торцах нагревательных плит с помощью болтов, размещенных в пазах буртиков, и гаек, а привод сетчатых конвейеров нагревательных плит снабжен механизмом его отключения и выполнен в виде вертикального вала с коническими зубчатыми парами и полумуфт, одна из которых снабжена пружиной с опорной площадкой, причем механизм
отключения выполнен в виде смонтированного соосно вертикальному валу дополнительного вала с поворотными секторами в виде отдельных элементов и силовых цилиндров, штоки которых выполнены в виде
вилок, в которых размещены одни из элементов поворотных секторов, а другие элементы последних размещены между опорными площадками пружин и соответствующих им полумуфт.
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессовая установка для производства древесно-волокнистых плит | 1982 |
|
SU1105535A1 |
| Линия изготовления древесно-волокнистых плит мокрым способом | 1986 |
|
SU1397295A1 |
| Устройство для изготовления древесноволокнистых плит | 1987 |
|
SU1445972A1 |
| Линия изготовления древесно-стружечных плит | 1983 |
|
SU1140957A1 |
| Устройство для изготовления древесно-стружечных плит | 1983 |
|
SU1117224A1 |
| Линия бесподдонного изготовления древесностружечных плит | 1980 |
|
SU897580A1 |
| Способ изготовления древесно-волокнистых плит с рельефным рисунком | 1990 |
|
SU1721162A1 |
| Способ изготовления твердых древесноволокнистых плит | 1986 |
|
SU1409706A1 |
| Линия для изготовления древесных плит | 1977 |
|
SU686898A1 |
| Поточная линия для изготовления волокнистых плит из волокнистой суспензии | 1989 |
|
SU1761480A1 |
Использование: изготовление древесных плит. Линия включает конвейер подачи ковров, пресс с нагревательными плитами и глянцевыми листами. Полки загрузочной и разгрузочной этажерок, нагревательные плиты пресса охвачены сетчатыми приводными конвейерами, а глянцевые листы охватывают нижние ветви сетчатых конвейеров, нагревательных плит пресса и выполкёны вертикально подвижными. 9 ил.
Фаг. 5
шша
3
л
-S
|1
5$%%55Я
}
9$$$$УХ&
&ЙХХХХХХЯ%5&99$Й1
ФОС«чУ9
t
3
fZZZ2ZZZZZ.
vd /////////к/
Г
и
Q-/
Фиг А
-з
в
фиг.5
J2
И
В-Б
ч
В
8
-8
-В-фиг.&
в
а
20
19
ж
17
/
7777
23
пЛ
29 28
Фиг. 7
16
Фиг. 8
- jjf .-( Ј-Јд
Фаг. 9
| Ребрин С.П., Мерсов Е.Д | |||
| и Евдокимов В.Г | |||
| Технология древесно-волокнистых плит.- М.: Лесная промышленность, 1982, с.ЮЗ | |||
| Шварцман Г.М | |||
| и Щедро Д.А | |||
| Производство древесно-стружечных плит.-М.: Лесная промышленность, 1987, с.272-275. |
