Известны полуавтоматы для обработки лыж, выполненные в виде неподвижного стола с пневматическими зажимами для обрабатываемых заготовок и перемещаемой вдоль него каретки с фрезерным шпинделем. На этих полуавтоматах возможно обрабатывать лишь какую-либо однусторону заготовки, что замедляет процесс ее обработки со всех сторон.
Предлагаемый фрезерный полуавтомат дает возможность обрабатывать все стороны лыж, кроме заостренного носка и торца пятки. Для одновременной обработки низа и направляющего желобка у одной заготовки и боковых сторон, верха и галтелей гребня у второй стол станка снабжен двумя парами зажимов для установки двух заготовок, одной низом кверху и другой-верхом кверху, а на каретке установлено одиннадцать фрезерных шпинделей, перемеш,аемых посредством неподвижных копирных линеек в поперечном направлении к заготовкам.
Из общего количества фрезерных шпинделей пять шпинделей установлено горизонтально; три из этих шпинделей осуществляют обработку низа и направляющего желобка лыж, и два - верха лыж. Шесть других шпинделей установлены вертикально, причем четыре из них осуществляют обработку галтелей гребня лыж и два - их боковых сторон.
В пневматических зажимах полуавтомата применены пневматические камеры с эластичными подвижными мембранами, взаимодействующими посредством передаточного рычага с подвижной губкой зажима.
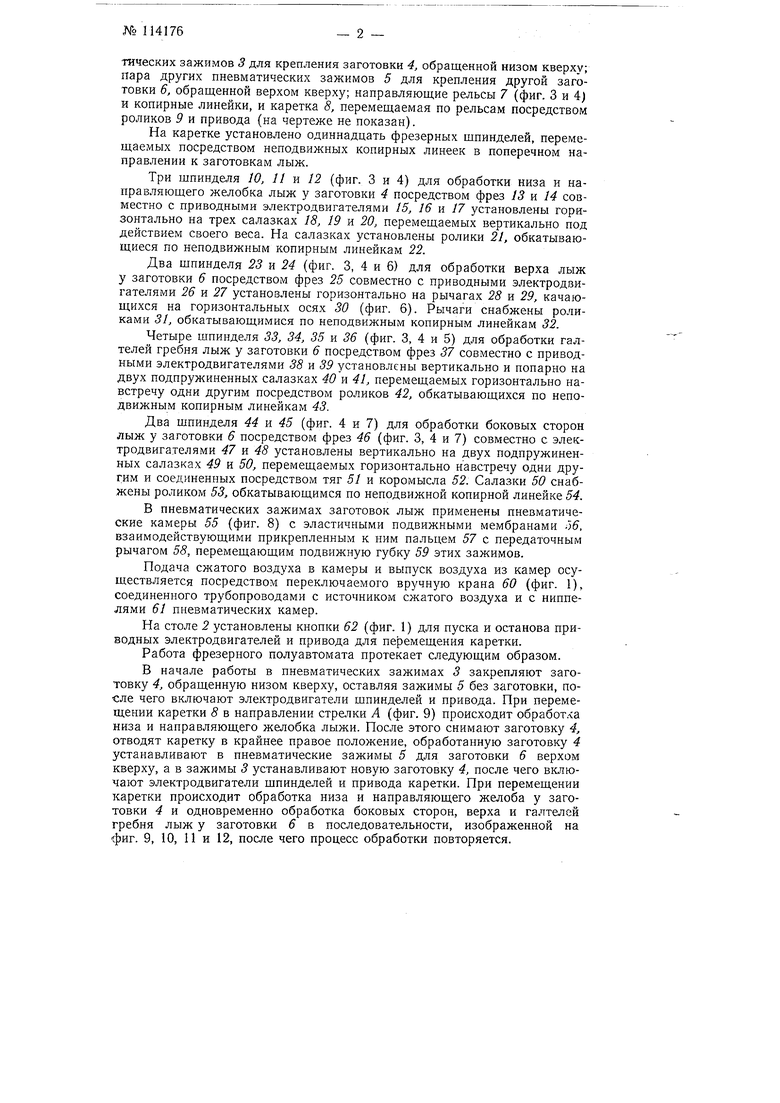
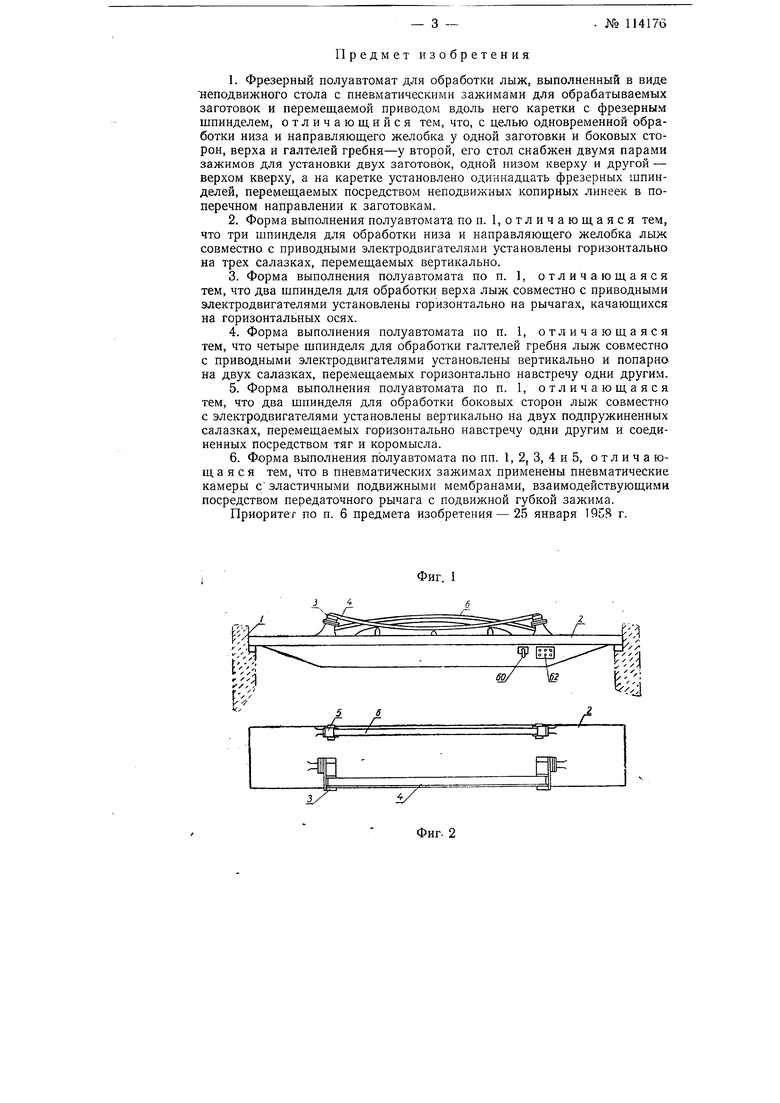
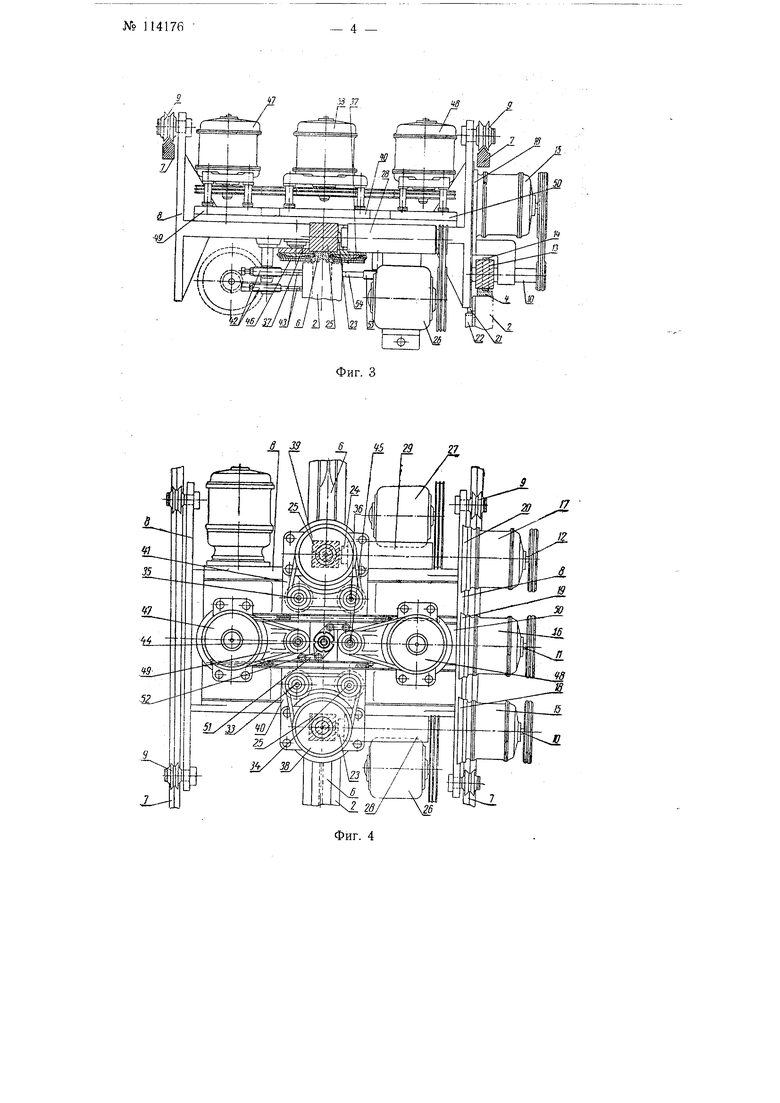
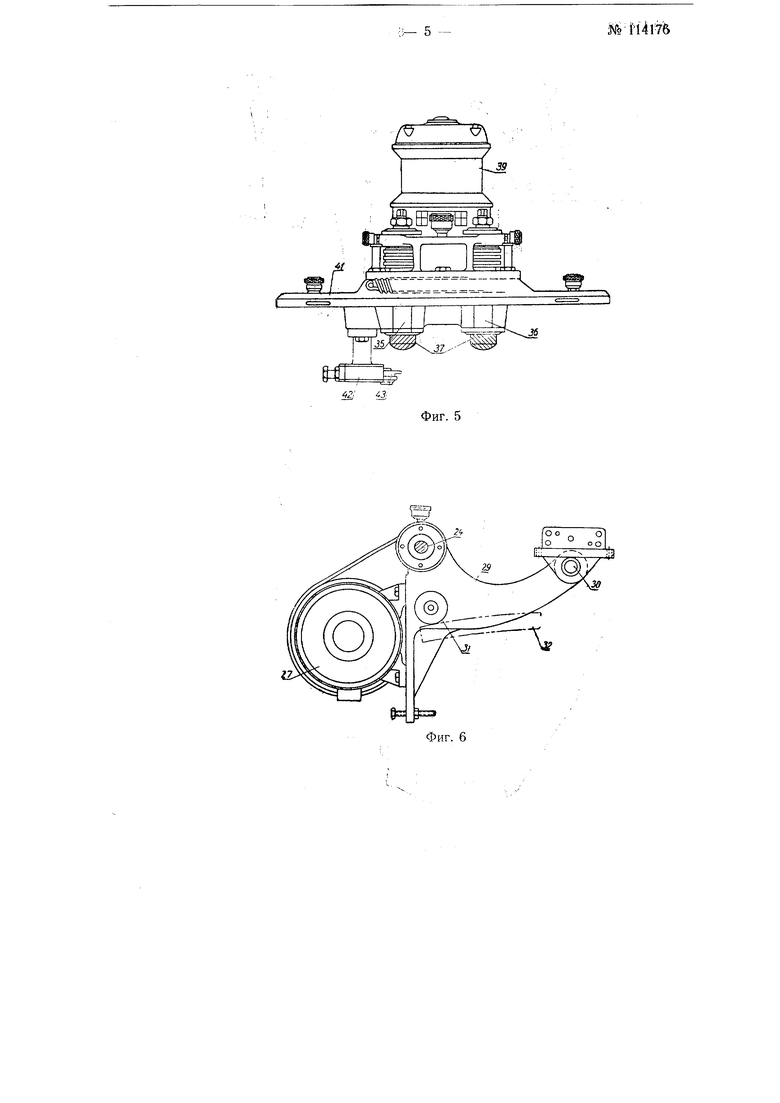
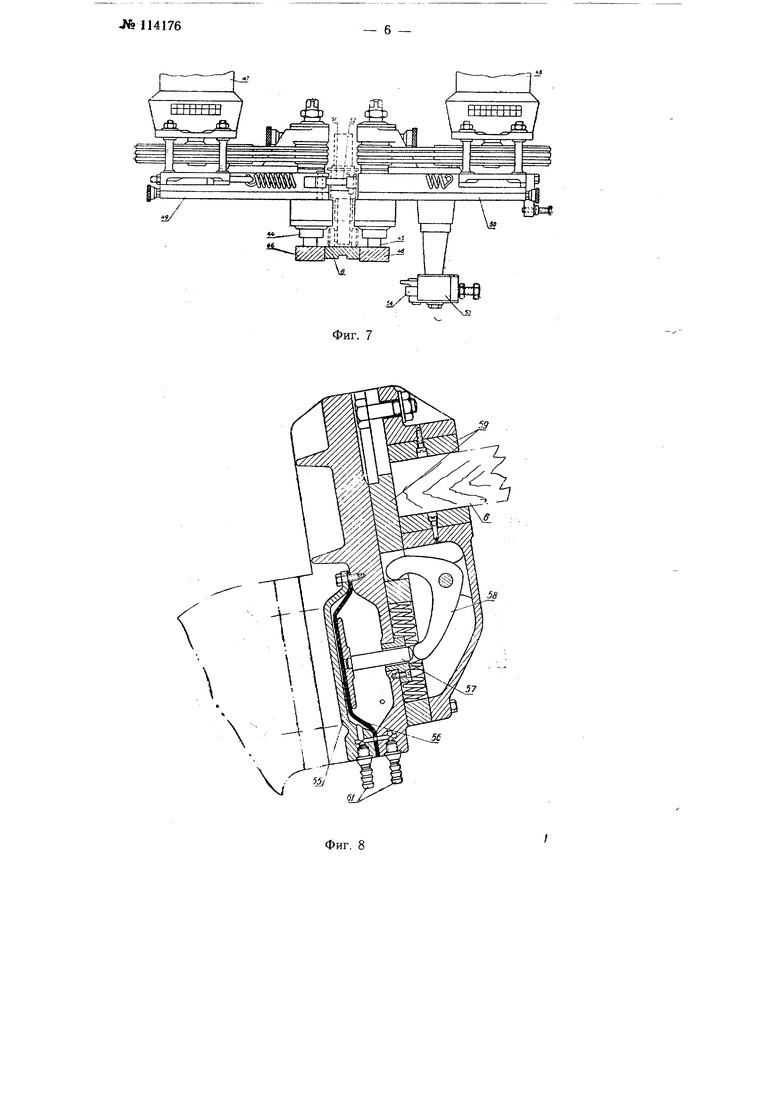
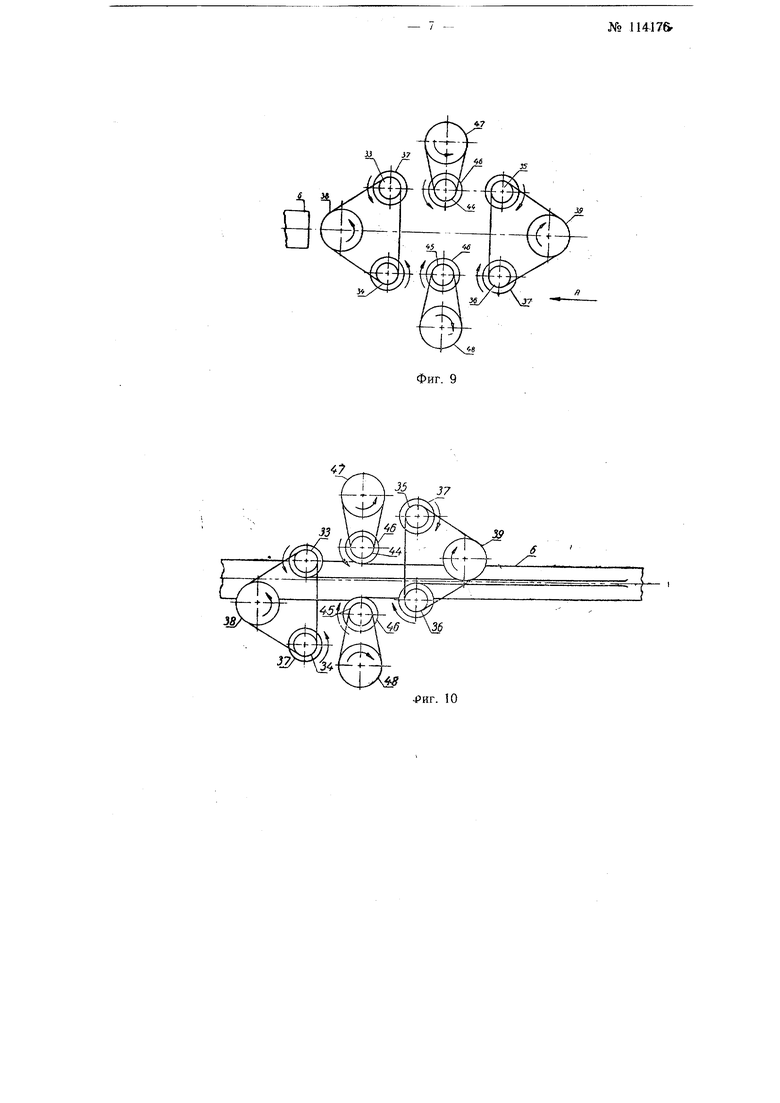
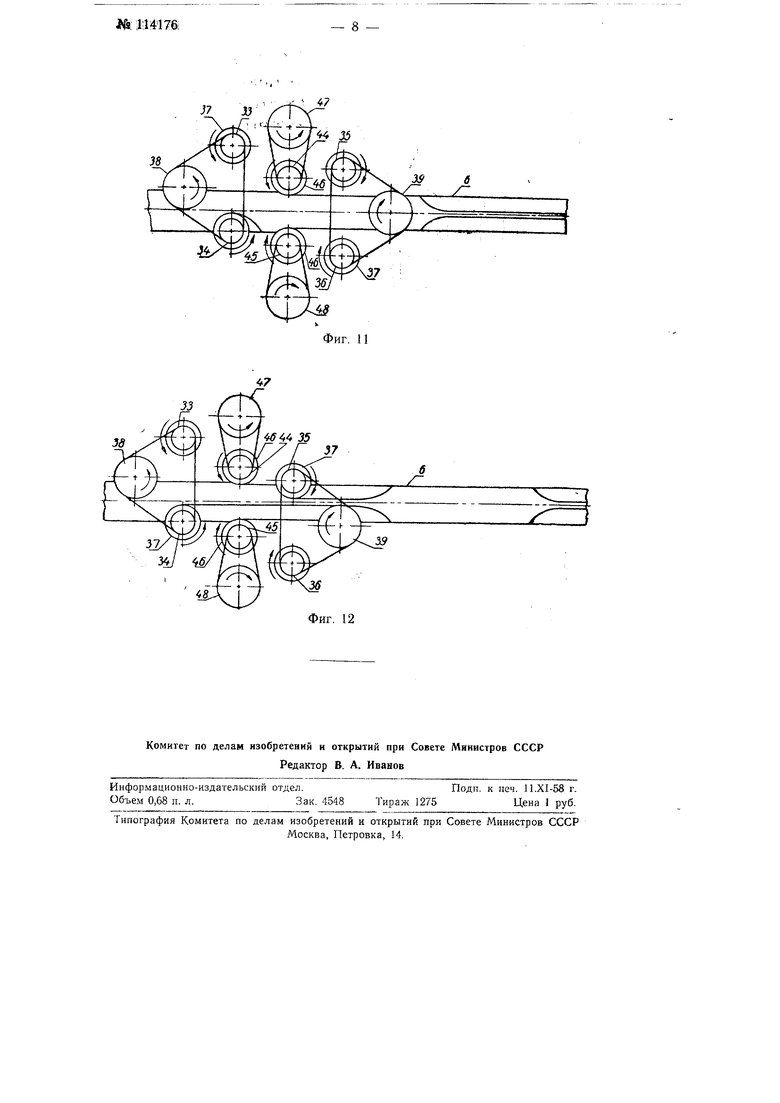
На фиг. изображен неподвижный стол полуавтомата, вид сбоку; па фиг. 2 - вид сверху; на фиг. 3 - каретка, вид с торцовой стороны стола; на фиг. 4 - то же, вид в плане; на фиг. 5 - салазки с двумя вертикальными фрезерными щпинделями для фрезерования галтелей гребня лыж, вид сбоку; на фиг. 6 - один из двух рычагов, несущих горизонтальный фрезерный шпиндель для обработки верха лыж, вид сбоку; на фиг. 7 - двое салазок с вертикальными фрезерными шпинделями для обработки боковых сторон лыж, вид сбоку; на фиг. 8 - вертикальный разрез одного из пневматических зажимов стола; на фиг. 9, 10, 11 и 12 - схема последовательного расположения шести вертикальных фрезерных шпинделей при фрезеровании боковых сторон и галтелей гребня лыж.
Фрезерный полуавтомат состоит из закрепленного на станине / неподвижного стола 2 (фиг. и 2), на котором установлены: пара пневма№ 114176- 2 -
тяческих зажимов 3 для крепления заготовки 4, обращенной низом кверху; пара других пневматических зажимов 5 для крепления другой заготовки 6, обращенной верхом кверху; направляющие рельсы 7 (фиг. 3 и 4) и копирные линейки, и каретка 8, перемещаемая по рельсам посредством роликов 9 и привода (на чертеже не показан).
На каретке установлено одиннадцать фрезерных щпинделей, перемещаемых посредством неподвижных копирных линеек в поперечном направлении к заготовкам лыж.
Три шпинделя 10, 11 и 12 (фиг. 3 и 4) для обработки низа и направляющего желобка лыж у заготовки 4 посредством фрез 13 и 14 совместно с приводными электродвигателями 15, 16 и 17 установлены горизонтально на трех салазках 18, 19 и 20, перемещаемых вертикально под действием своего веса. На салазках установлены ролики 21, обкатывающиеся по неподвижным копирным линейкам 22.
Два щпинделя 23 и 24 (фиг. 3, 4 и 6) для обработки верха лыж у заготовки 6 посредством фрез 25 совместно с приводными электродвигателями 26 и 27 установлены горизонтально на рычагах 28 и 29, качающихся на горизонтальных осях 30 (фиг. 6). Рычаги снабжены роликами 31, обкатывающимися по неподвижным копирным линейкам 32.
Четыре шпинделя 33, 34, 35 и 36 (фиг. 3, 4 и 5) для обработки галтелей гребня лыж у заготовки 6 посредством фрез 37 совместно с приводными электродвигателями 38 и 39 установлены вертикально и попарно на двух подпружиненных салазках 40 и 4, перемещаемых горизонтально навстречу одни другим посредством роликов 42, обкатывающихся по неподвижным копирным линейкам 43.
Два щпипделя 44 и 45 (фиг. 4 и 7) для обработки боковых сторон лыж у заготовки 6 посредством фрез 46 (фиг. 3, 4 и 7) совместно с электродвигателями 47 и 48 установлены вертикально на двух подпружиненных салазках 49 и 50, перемещаемых горизонтально навстречу одни другим и соединенных посредством тяг 51 и коромысла 52. Салазки 50 снабжены роликом 53, обкатывающимся по неподвижной копирной линейке 54.
В пневматических зажимах заготовок лыж применены пневматические камеры 55 (фиг. 8) с эластичными подвижными мембранами .)6, взаимодействующими прикрепленным к ним пальпем 57 с передаточным рычагом 58, перемещающим подвижную губку 59 этих зажимов.
Подача сжатого воздуха в камеры и выпуск воздуха из камер осуществляется посредством переключаемого вручную крана 60 (фиг. 1), соединенного трубопроводами с источником сжатого воздуха и с ниппелями 61 пневматических камер.
На столе 2 установлены кнопки 62 (фиг. 1) для пуска и останова приводных электродвигателей и привода для перемещения каретки.
Работа фрезерпого полуавтомата протекает следующим образом.
В начале работы в пневматических зажимах 3 закрепляют заготовку 4, обращенную низом кверху, оставляя зажимы 5 без заготовки, после чего включают электродвигатели щпинделей и привода. При перемещении каретки 8 в направлении стрелки А (фиг. 9) происходит обработ.а низа и направляющего желобка лыжи. После этого снимают заготовку 4, отводят каретку в крайнее правое положение, обработанную заготовку 4 устанавливают в пневматические зажимы 5 для заготовки 6 верхом кверху, а в зажимы 3 устанавливают новую заготовку 4, после чего включают электродвигатели щпинделей и привода каретки. При перемещении каретки происходит обработка низа и направляющего желоба у заготовки 4 и одновременно обработка боковых сторон, верха и галтелей гребпя лыж у заготовки 6 в последовательности, изображенной на фиг. 9, 10, 11 и 12, после чего процесс обработки повторяется.
Предмет изобретения
1.Фрезерный полуавтомат для обработки лыж, выполненный в виде неподвижного стола с пневматическими зажимами для обрабатываемых заготовок и перемещаемой приводом вдоль него каретки с фрезерным шпинделем, отличающийся тем, что, с целью одновременной обработки низа и направляющего желобка у одной заготовки и боковых сторон, верха и галтелей гребня-у второй, его стол снабжен двумя парами зажимов для установки двух заготовок, одной низом кверху и другой - верхом кверху, а на каретке установлено одиннадцать фрезерных шпинделей, перемещаемых посредством неподвижных копирных линеек в поперечном направлении к заготовкам.
2.Форма выполнения полуавтомата по п. 1,отличающаяся тем, что три шпинделя для обработки низа и направляющего желобка лыж совместно с приводными электродвигателями установлены горизонтально на трех салазках, перемещаемых вертикально.
3.Форма выполнения полуавтомата по п, 1, отличающаяся тем, что два щпинделя для обработки верха лыж совместно с приводными электродвигателями установлены горизонтально на рычагах, качающихся на горизонтальных осях.
4.Форма выполнения полуавтомата по п. 1, отличающаяся тем, что четыре щпинделя для обработки галтелей гребня лыж совместно с приводными электродвигателями установлены вертикально и попарно на двух салазках, перемещаемых горизонтально навстречу одни другим.
5.Форма выполнения полуавтомата по п. 1, отличающаяся тем, что два шпинделя для обработки боковых сторон лыж совместно с электродвигателями установлены вертикально на двух подпружиненных салазках, перемещаемых горизонтально навстречу одни другим и соединенных посредством тяг и коромысла.
6.Форма выполнения полуавтомата по пп. 1, 2, 3, 4 и 5, отличающаяся тем, что в пневматических зажимах применены пневматические камеры с эластичными подвижными мембранами, взаимодействующими посредством передаточного рычага с подвижной губкой зажима.
Приоритет по п. 6 предмета изобретения - 25 января 1958 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки досок и др. пиломатериалов | 1957 |
|
SU113645A1 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| Копировально-фрезерный станок для обработки деталей деревянной вешалки | 1989 |
|
SU1719196A1 |
| ПОЛУАВТОМАТ ДЛЯ ФРЕЗЕРОВКИ СЕКРЕТОВ КЛЮЧЕЙ ДИСКОВОГО ЗАМКА | 2001 |
|
RU2207225C2 |
| Автоматический конвейерный станок для производства лыж | 1949 |
|
SU84051A1 |
| Способ обработки фасонной поверхности камеры сгорания поршня цилиндра и устройство для его осуществления | 1980 |
|
SU975211A1 |
| Полуавтоматический гидрокопировально-фрезерный станок для обработки лопастей воздушных винтов | 1959 |
|
SU133351A1 |
| Многопозиционный станок для обработки тонкостенных корпусов емкостей | 1976 |
|
SU749494A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КОНЦЕВЫХ ЗАГОТОВОК | 1972 |
|
SU331846A1 |
qo/ W
L
fix
8 6 fS 29
....
42 -43
JH
Mill III
55
J№
37
-РИГ. 10
J7 15
38
Фиг. П
6 /
/
