Изобретение относится к обработке металлов давлением, а именно к способам протяжки поковок в комбинированных бойках, и может быть использовано при получении осесимметричных поковок.
Известен способ протяжки в комбинированнь1х бойках, при котором поковку между двумя проходами кантуют на 180° 1.
Недостатками данного способа являются наличие смещения центральной дефектной зоны поковки от геометрической оси на каждом проходе и необходимость осуществления дополнительных канавок между проходами. Кроме того, на последующих проходах величина обжатия должна выбираться в зависимости от обжатия на предыдущем проходе, иначе будет существенное смещение осевой зоны.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления поковок круглого сечения, включающий протяжку заготовки за несколько проходов обжатиями в верхнем плоском и нижнем вырезном бойках с кантовками и промежуточной между проходами нодачей заготовки на 0,6-0,9 ширины вырезного бойка 2.
Недостатком известного способа является невысокое качество получаемых поковок изза смещения центральной дефектной зоны поковки от геометрической оси заготовки.
Цель изобретения - повыщение качества получаемых поковок путем уменьшения смещения центральной дефектной зоны поковки от геометрической оси заготовки.
Указанная цель достигается тем, что согласно способу изготовления поковок круглого сечения, включающему протяжку заготовки за несколько проходов обжатиями в верхнем плоском и нижнем вырезном бойках с кантовками и промежуточной между проходами подачей заготовки на 0,6-0,9 щирины вырезного бойка, обжатия осуществляют в бойках с щириной плоского бойка, равной 1,1 -1,3 ширины вырезного.
устанавливаемых с совмещением их боковых сторон, удаленных от недеформированной части заготовки.
На чертеже изображена схема процесса
протяжки заготовки в комбинированных бойках.
Заготовку 1 помещают между нижним вырезным бойком 2 и верхним плоским бойком 3. Обжатия осуществляют в бойках с шириной плоского бойка 3, равной 1,1 -
1,3 ширины в вырезного бойка 2, причем бойки устанавливают с совмещением их боковых сторон, удаленных от недеформированной части 4 заготовки 1. Обжатия в каждом проходе осуществляют с кантовками. Между проходами осуществляют промежуточную подачу заготовки 1 на 0,6- 0,9 ширины вырезного бойка 2.
Пример. Осуществляют протяжку заготовки вала с диаметра 1200 мм на диаметр 1000 мм в плоском бойке с шириной1200 мм
0 и вырезном бойке сшириной 1000 мм, углом выреза 120° и глубиной выреза 580 мм . Согласно предлагаемому способу осуществляют подачу заготовки, зажатой в клещах манипулятора, в направлении к прессу на величину 700 мм, совместив предварительно
боковые стороны бойков, дальние от манипулятора. После подачи заготовки осуществляют обжатие до величины вписанного диаметра 1000 мм, кантовку заготовки на 45°, обжатие (восемь раз). Между прохоQ дами осуществляют подачу заготовки. В результате ковки вала по предлагаемому способу на торцовой стороне заготовки вала смещение осевой дефектной зоны относительно геометрического центра было в пределах допуска.
По сравнению с базовым объектом, в качестве которого принят прототип, использование изобретения позволяет повысить качество получаемых поковок путем уменьшения смещения центральной дефектной зоны поковки от геометрической оси заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВКИ ЗАГОТОВОК | 2007 |
|
RU2370334C2 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| Способ ковки поковок | 1988 |
|
SU1655643A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ изготовления цилиндрических поковок | 1987 |
|
SU1442315A2 |
| Способ ковки слитков в комбинированных бойках | 1979 |
|
SU863115A1 |
| Способ ковки цилиндрических поковок | 1985 |
|
SU1291265A1 |
| Способ изготовления ступенчатой цилиндрической поковки | 1990 |
|
SU1791070A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК КРУГЛОГО СЕЧЕНИЯ, включающий протяжку заготовки за несколько проходов обжатиями в верхнем плоском и нижнем вырезном бойках с кантовками и промежуточной между проходами подачей заготовки на 0,6-0,9 ширины вырезного бойка, отличающийся тем, что, с целью повышения качества получаемых поковок путем уменьшения смещения центральной дефектной зоны поковки от геометрической оси заготовки, обжатия осуществляют в бойках с шириной плоского бойка, равной 1,1.-1,3 ширины вырезного, устанавливаемых с совмешением их боковых сторон, удаленных от недеформированной части заготовки. Ю tc о оо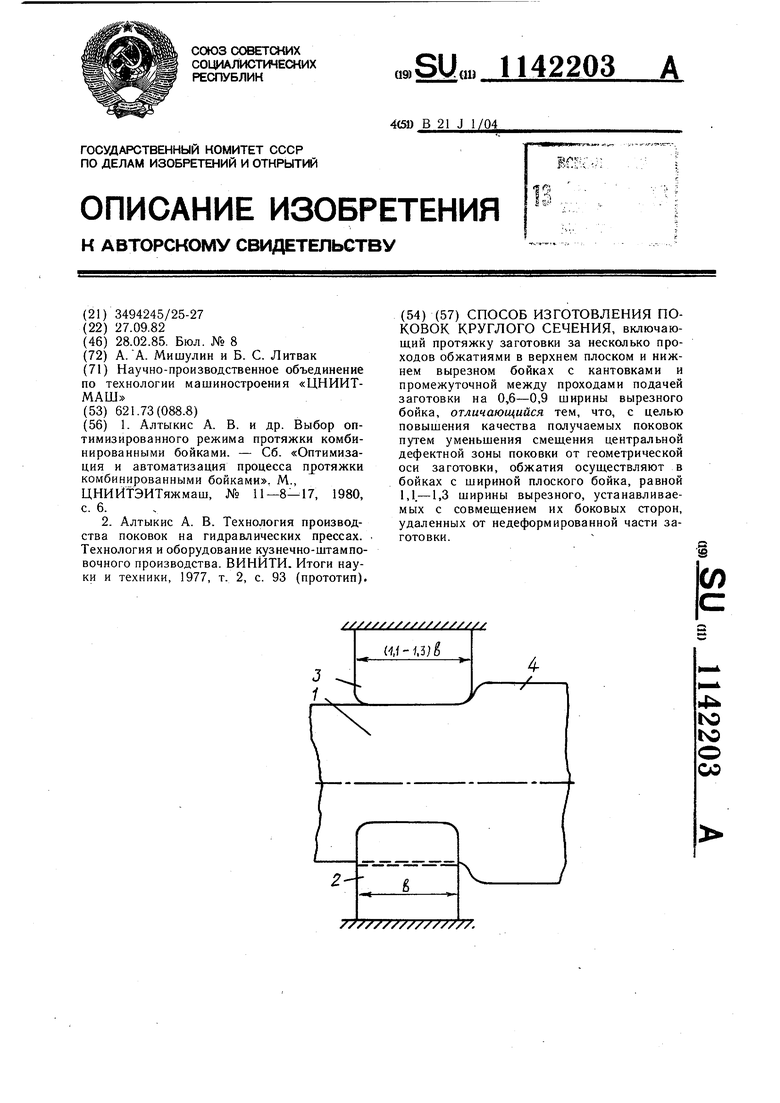
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Алтыкис А | |||
| В | |||
| и др | |||
| Выбор оптимизированного режима протяжки комбинированными бойками | |||
| - Сб | |||
| «Оптимизация и автоматизация процесса п отяжки комбинированными бойками | |||
| М., ЦНИЙТЭИТяжмаш, № 11-8-17, 1980, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Алтыкис А | |||
| В | |||
| Технология производства поковок на гидравлических прессах | |||
| Технология и оборудование кузнечно-штамповочного производства | |||
| ВИНИТИ | |||
| Итоги науки и техники, 1977, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
