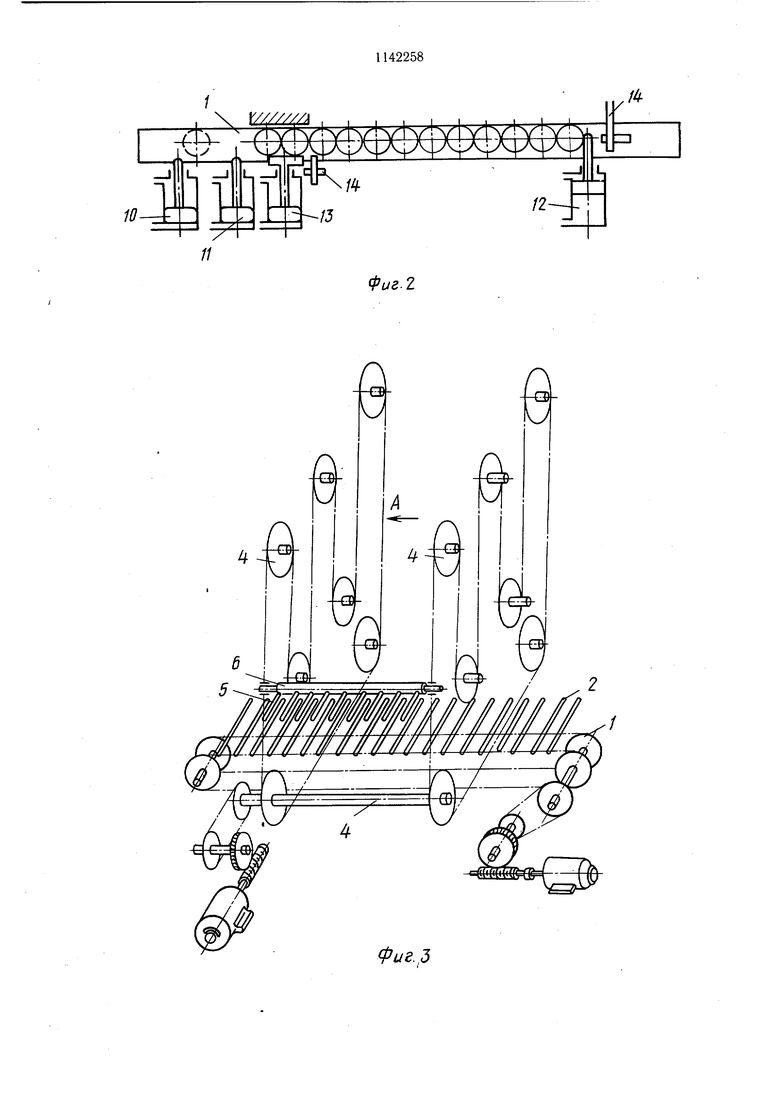
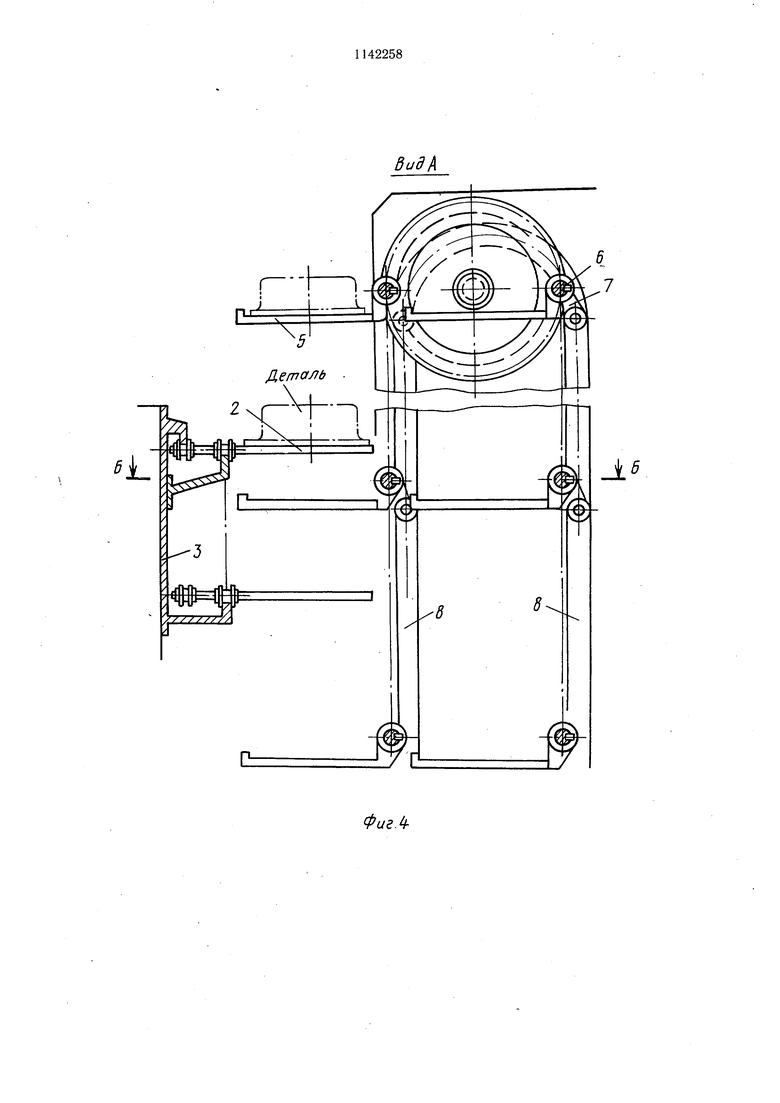
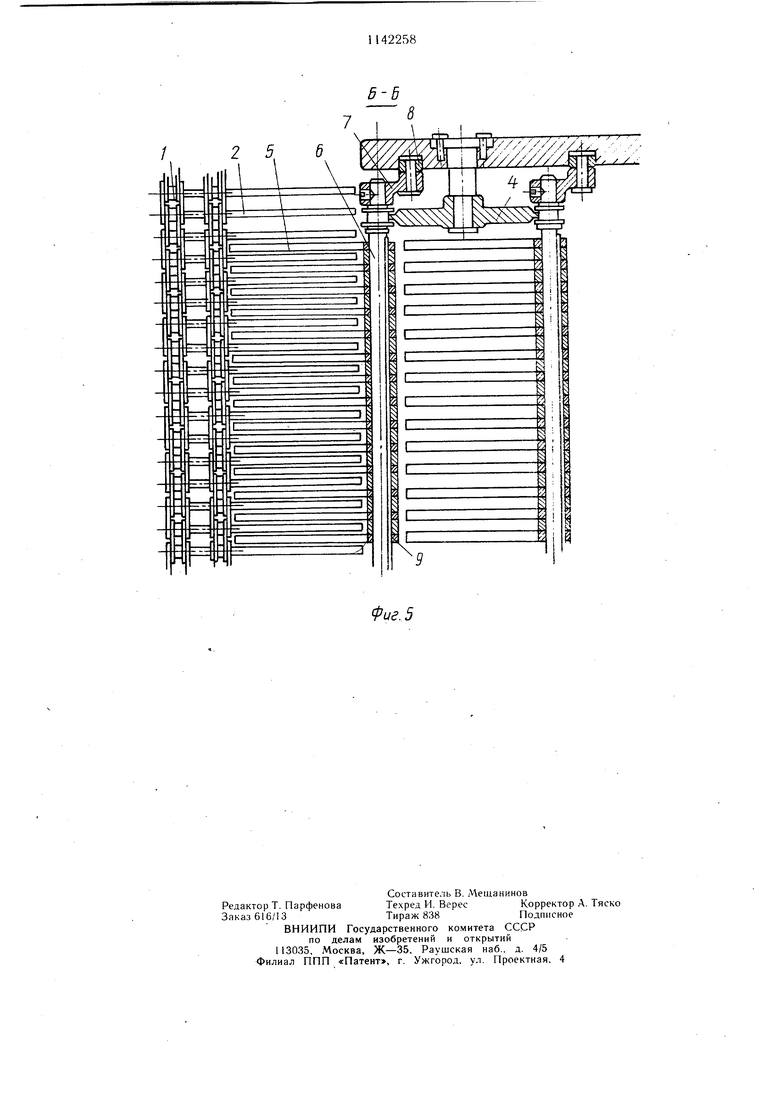
Изобретение относится к станкостроению и может быть использовано для межоперационного накопления и поштучной выдачи деталей в станках, обслуживающих автоматические линии и технологические комплексы. Известен накопитель деталей, содержащий роликовый конвейер, стеллажи и питатель с захватом, установленный на стойках стеллажа с возможностью возвратно-поступательного перемещения 1. Недостатком данного накопителя являются ограниченные технологические возможности применения из-за транспортировки деталей только крупно-габаритных размеров. Известен накопитель деталей, содержащий конвейер с захватным органом на тяговом звене, цепной транспортер с захватами и боковыми направляющими для плоско параллельного перемещения захватов 2. Однако у данной конструкции малая емкость и больщие габариты накопителя. Цель изобретения - сокращение габаритов накопителя. Указанная цель достигается тем, что в межоперационном накопителе деталей, содержащем конвейер с захватным органом на тяговом звене, цепной транспортер с захватами и боковыми направляющими для плоско-параллельного перемещения захватов, боковые направляющие для перемещения захватов эквидистантны траектории перемещения цепного транспортера и смещены относительно нее в вертикальной плоскости, а захватный орган конвейера закреплен на боковой стороне тягового звена. На фиг. 1 изображена компановочная схема накопителя; на фиг. 2 - подающий конвейер, общий вид; на фиг. 3 - устройство, кинематическая схема; на фиг. 4 - вид А на фиг. 3; на фиг. 5 - разрез Б-Б на фиг. 4. Межоперационный накопитель деталей содержит горизонтальный конвейер 1 с захватным органом в виде щтырей 2, закрепленных на боковой стороне тягового звена 3, вертикальный цепной транспортер 4 с захватами в виде вилок 5, закрепленных на валике .6 с щагом, равным щагу размещения щтырей 2 на конвейере 1 и связанных посредством неподвижных рычагов 7 с боковыми направляющими 8. Для плоско-параллельного перемещения захватов конфигурация боковых направляющих 8 выполнена идентичной траектории движения цепи транспортера 4. Шаг вилок 5 на валике 6 может быть изменен путем увеличения (уменьщения) количества щайб 9 между смежными, вилками 5. Конвейер 1 снабжен отсекателями 10-12, прижимом 13, путевыми датчиками 14 и установлен в цепи технологического комплекса 15. Устройство работает следующим образом. Для межоперационного накопления деталей транспортер, связывающий станки технологического комплекса 15, перекрывается и детали при помощи горизонтального конвейера 1 (фиг. 1 и 2) начинают перемещаться до отсекателя 12. После заполнения конвейера 1 группой деталей от путевых датчиков 14 срабатывает прижим 13, отводится отсекатель 12, останавливается конвейер 1 и включается вертикальный цепной транспортер 4 (фиг. 3 и 4). Его захваты в виде вилок 5, проходя в проемах между щтырями 2 конвейера 1, захватывают всю накопленную группу деталей и перемещают ее вверх на щаг. При этом вилки 5 захватов закрепленные на цепи транспортера 4 и связанные при помощи неподвижных рычагов 7 (фиг. 5) с боковыми направляющими 8, осуществляют плоскопараллельное движение. благодаря эквидистантности боковых направляющих 8 траектории движения цепи транспортера 4. По мере накопления детали, не изменяя своего положения, располагаются в объеме накопителя вертикальными рядами с минимальным зазором между собой. Для выдачи деталей из накопителя вертикальный транспортер 4 включается в обратном направлении и группа деталей с вилок 5 захватов поочередно перемещается на щтыри 2 конвейера 1. Одновременная работа горизонтального конвейера 1, отсекателей 10 и 11 и прижима 13 позволяет производить поштучную выдачу деталей на транспортер, связывающий станки технологического комплекса 15. Полное и эффективное использование пространства внутри транспортера позволяет сократить габариты накопителя. Ч
Фиг.г Y///////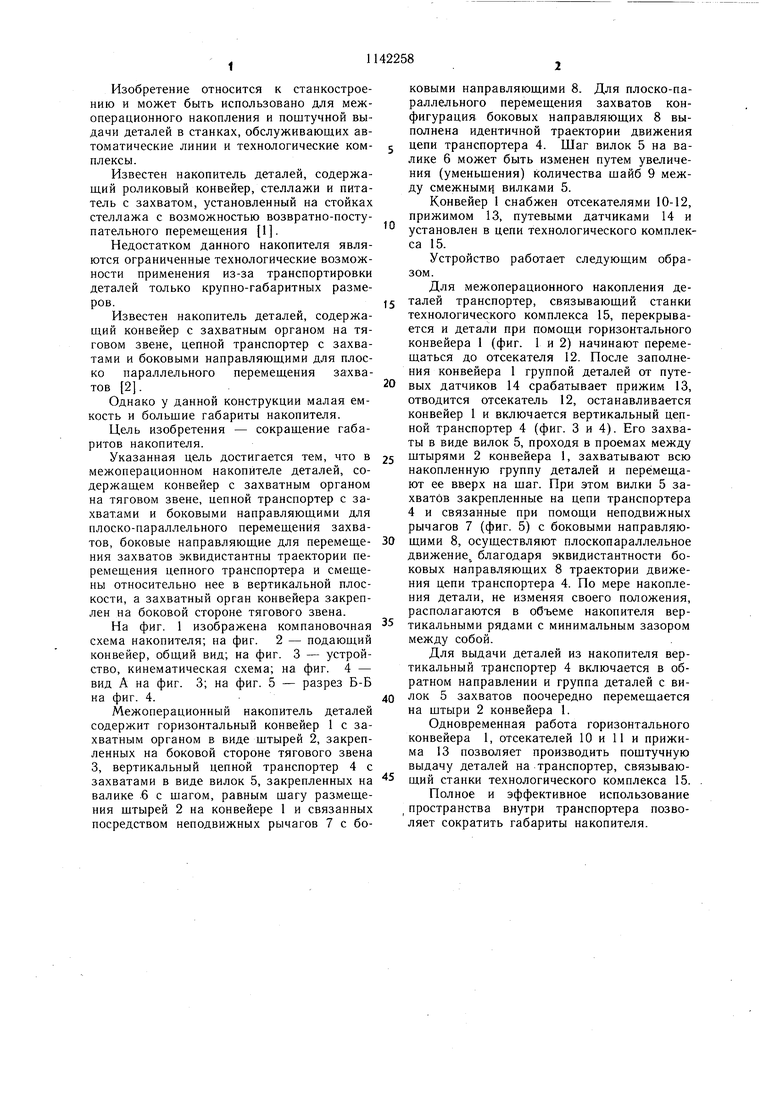
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕЖОПЕРАЦИОННЫЙ НАКОПИТЕЛЬ | 1973 |
|
SU366960A1 |
| Загрузочное устройство | 1987 |
|
SU1433760A1 |
| Автомат для загрузки деталей на каретку автооператорной линии | 1977 |
|
SU708000A1 |
| Межоперационный конвейер для транспортирования изделий между позициями обработки | 1990 |
|
SU1819843A1 |
| Устройство для захвата,ориентации и перемещения деталей типа стаканов | 1985 |
|
SU1294432A1 |
| Вертикальный накопитель | 1974 |
|
SU527351A1 |
| Накопительный конвейер | 1981 |
|
SU1002202A2 |
| Конвейер | 1981 |
|
SU1016235A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВАННАХ | 1991 |
|
RU2022893C1 |
1. МЕЖОПЕРАЦИОННЫИ НАКОПИТЕЛЬ ДЕТАЛЕЙ, содержащий конвейер с захватным органом на тяговом звене, цепной транспортер с захватами и боковыми направляющими для плоскопараллельного перемещения захватов, отличающийся тем, что, с целью сокращения габаритов накопителя, боковые направляющие для перемещения захватов эквидистантны траектории перемещения цепного транспортера и смещены относительно нее в вертикальной плоскости. 2. Накопитель по п. 1, отличающийся тем, что захватный орган конвейера закреплен на боковой стороне тягового звена. i (Л И / 1C k) сд 00 /
Фаг л
Фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МЕЖОПЕРАЦИОННЫЙ НАКОПИТЕЛЬ ЛИСТОВОГО МАТЕРИАЛА | 0 |
|
SU169980A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Иванов А | |||
| А | |||
| Автоматизация сборки миниатюрных и микроминиатюрных изделий | |||
| М., «Машиностроение, 1977, с | |||
| Крутильный аппарат | 1922 |
|
SU233A1 |
| Заслонка для русской печи | 1919 |
|
SU145A1 |
| l rff :} -fl | |||
