Изобретеи1-1е относится к оборудованию для производства электровакуумных приборов, в частности, для автоматизации операции откачки и заварки сверхминиатюрных ламп накаливания.
Известно оборудоваиие для изготовления сверхминиатюрных ламп, с помощью которого осуществляются следующие операции: герметичное соединение смонтированной ножки с колбой; обезгаживание и откачка воздуха из лампы через штенгель, который одновременно является и колбой лампы; отпайка штенгеля (заварка лампы).
Первую операцию выполняют вручную: бусинковую ножку со смонтированной спиралью заводят в штенгель и устанавливают нижним торцом заподлицо с торцом штенгеля. После этого пламенем газовой горелки производят сплавку торцов, в результате чего бусинка спаивается со гитенгелем.
Вторую и третью операции выполняют на заварочно-откачном посту: штенгель с вваренной бусинкой устанавливают в откачное гнездо поста бусинкой вверх, затем гнездо закрывают, после чего производят откачку с одновременным обезгаживанием и отпайку штенгеля с помощью электронагрева. Отпайку осуществляют с оттяжкой лампы, вследствие чего на куполе лампы образуется «косик.
Предлагаемый полуавтомат позволяет улучшить качество ламп. Для этого откачное гнездо состоит из двух частей: верхней и нижней и шпинделя. Верхняя часть вращается в нижней, которая для обеспечения герметичности при вращении имеет вакуумное уплотнение. Шпиндель, вращающийся синхронно с гнездом, снабжен патроном с разжимной цангой для поддержания колбы лампы во время заварки.
Инерционные нагрузки сведены до минимума за счет непрерывного вращения карусели, что позволяет увеличить скорость движения.
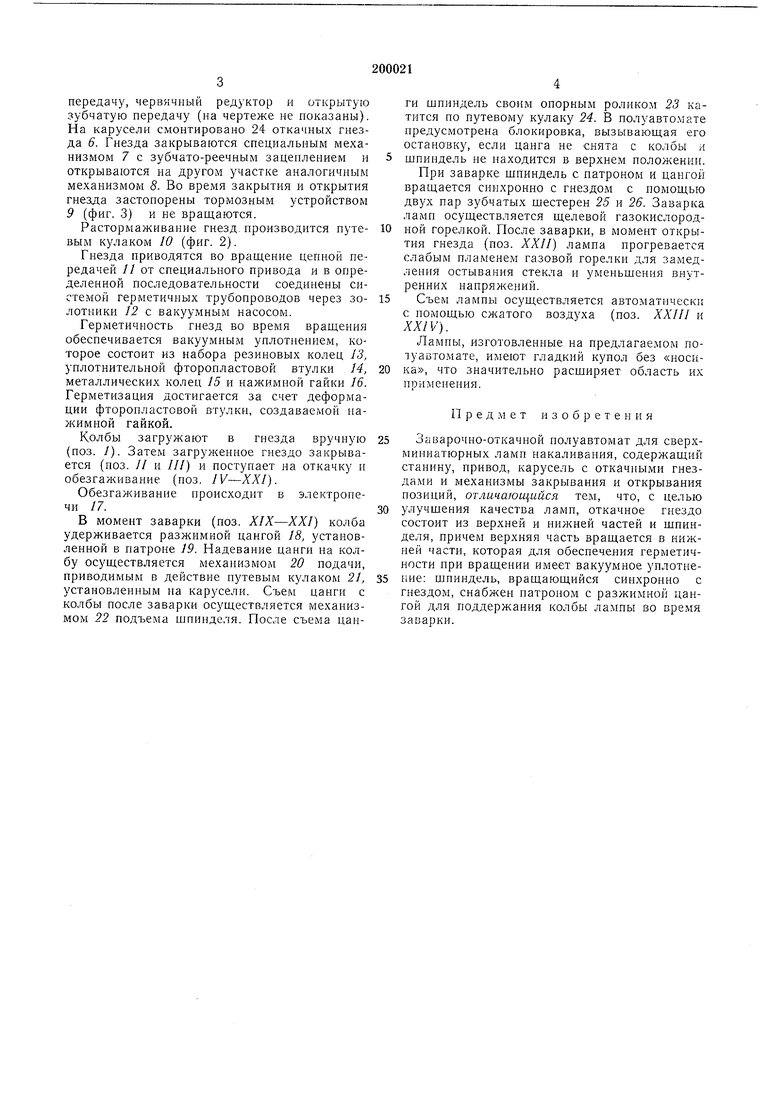
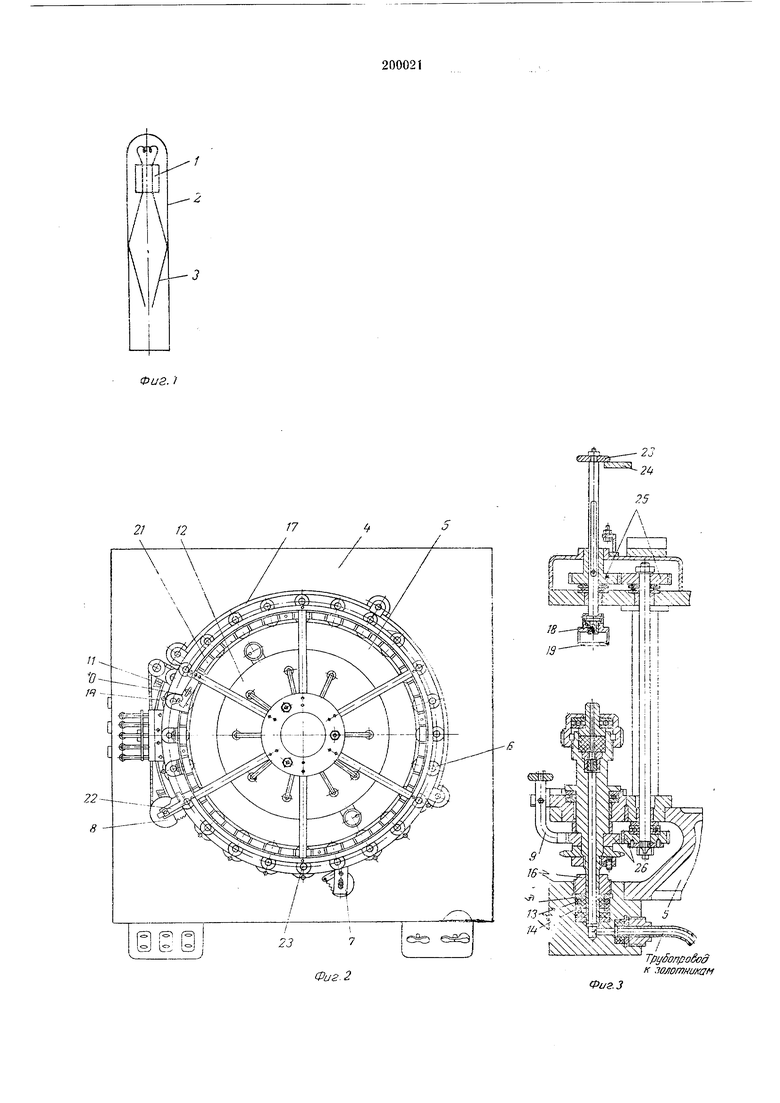
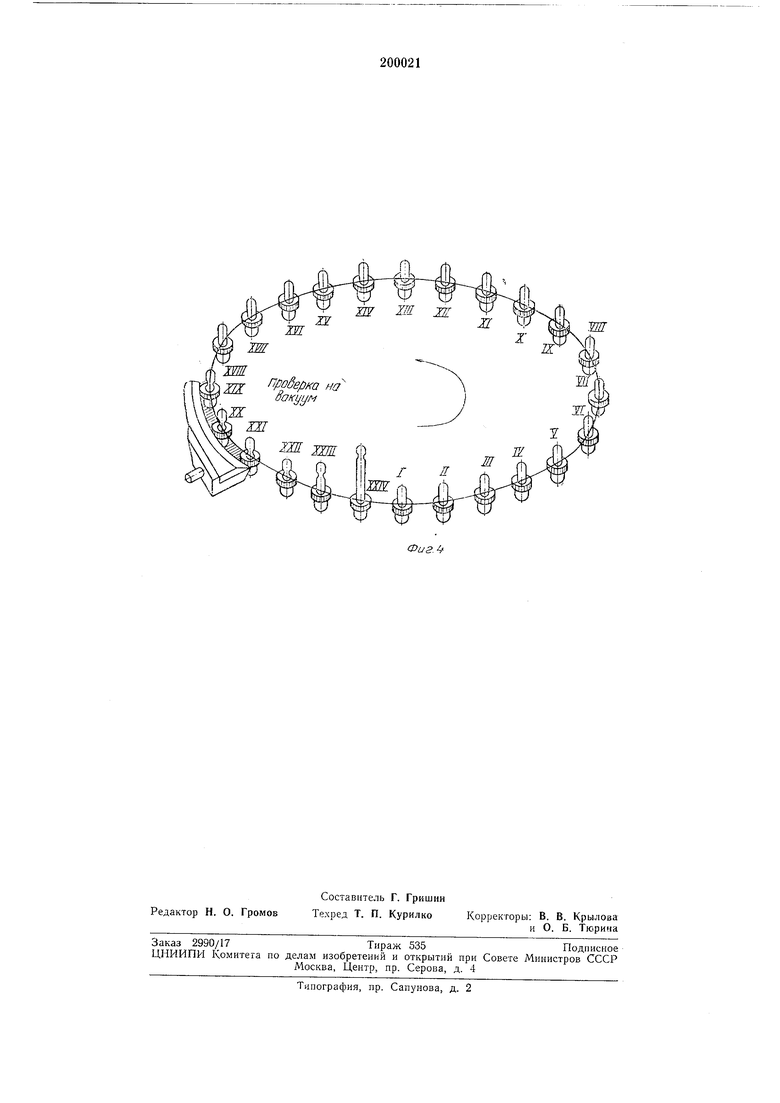
Иа фиг. 1 изображена колба с бусинковой иожкой; на фиг. 2 - предлагаемый автомат, вид сверху; на фиг. 3 - откачное гнездо; па фиг. 4 - технологическая схема процесса изготовления лампы.
Предварительно смонтированная бусинковая ножка /, вкладывается в колбу 2 с гладким куполом, изготовленную из штенгеля. Ножа удерживается в колбе с помощью разведенных под углол в противоположные стороны электродов 3. Колбу с ножкой устанавливают в гнездо полуавтомата куполом вверх.
Все механизмы полуавтомата смонтированы на квадратной плите 4, закрепленной на станине.
передачу, червячный редуктор и открытую зубчатую передачу (на чертеже не показаны). На карусели смонтировано 24 откачных гнезда 6. Гнезда закрываются специальным механизмом 7 с зубчато-реечным зацеплением и открываются на другом участке аналогичным механизмом 8. Во время закрытия и открытия гнезда застопорены тормозным устройством 9 (фиг. 3) и не вращаются.
Растормаживание гнезд, производится путевым кулаком 10 (фиг. 2).
Гнезда приводятся во вращение цепной передачей 11 от специального привода и в определенной последовательности соединены системой герметичных трубопроводов через золотники 12 с вакуумным насосом.
Герметичность гнезд во время вращения обеспечивается вакуумным уплотнением, которое состоит из набора резиновых колец 13, уплотнительной фторопластовой втулки 14, металлических колец 15 и нажимной гайки 16. Герметизация достигается за счет деформации фторопластовой втулки, создаваемой нажимной гайкой.
Колбы загружают в гнезда вручную (поз. /). Затем загруженное гнездо закрывается (поз. // и ///) и поступает на откачку и обезгаживание (поз. IV-XXI).
Обезгаживапие происходит в электропечи 17.
В момент заварки (поз. XIX-XXI) колба удерживается разжимной цангой 18, установленной в патроне 19. Надевание цанги на колбу осуществляется механизмом 20 подачи, приводимым в действие путевым кулаком 21, установленным на карусели. Съем цаиги с колбы после заварки осуществляется механизмом 22 подъема шпинделя. Носле съема цанги шпиндель своим опорным роликом 23 катится по путевому кулаку 24. В полуавтомате предусмотрена блокировка, вызывающая его остановку, если цанга не снята с колбы и шпиндель не находится в верхнем положении. При заварке шпиндель с патроном и цангой вращается синхронно с гнездом с помощью двух пар зубчатых шестерен 25 и 26. Заварка ламп осуществляется щелевой газокислородной горелкой. Носле заварки, в момент открытия гнезда (поз. XXII) лампа прогревается слабым пламенем газовой горелки для замедления остывания стекла и уменьшения внутренних напряжений.
Съем лампы осуществляется автоматически с помощью сжатого воздуха (поз. XXIII и XXIV).
Лампы, изготовленные на предлагаемом потуавтомате, имеют гладкий купол без «носика, что значительно расширяет область их применения.
Н р е д м е т изобретения
Заварочно-откачной полуавтомат для сверхминиатюрных ламп накаливания, содержащий станину, привод, карусель с откачпыми гнездами и механизмы закрывания и открывания позиций, от.шчающийся тем, что, с целью
улучшения качества ламп, откачное гнездо состоит из верхней и нижней частей и шпинделя, причем верхняя часть вращается в нижней части, которая для обеспечения герметичности при вращении имеет вакуумное уплотнение: шпиндель, вращающийся синхронно с гнездом, снабжен патроном с разжимной цангой для поддержания колбы лампы во время заварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сверхминиатюрных ламп из цветного стекла и устройство для его осуществления | 1982 |
|
SU1098051A1 |
| Способ изготовления сверхминиатюрных ламп накаливания | 1973 |
|
SU498664A1 |
| Способ изготовления сверхминиатюрных ламп накаливания | 1981 |
|
SU957320A1 |
| Способ изготовления сверхминиатюрных ламп накаливания с петлеобразным телом накала | 1980 |
|
SU860175A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛАМП НАКАЛИВАНИЯ С ДАВЛЕНИЕМ НАПОЛНИТЕЛЬНОГО ГАЗА ВЫШЕ АТМОСФЕРНОГО | 1970 |
|
SU260741A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| Автомат для откачки и наполнения ламп накаливания с кварцевой оболочкой | 1981 |
|
SU1014070A1 |
| Автомат для откачки и наполнения ламп накаливания | 1987 |
|
SU1504691A1 |
| Полуавтомат для откачки и наполнения электрических ламп | 1987 |
|
SU1529318A1 |
| Головка для станков,изготавливающих электрические источники света | 1978 |
|
SU704484A3 |
ЛИ
