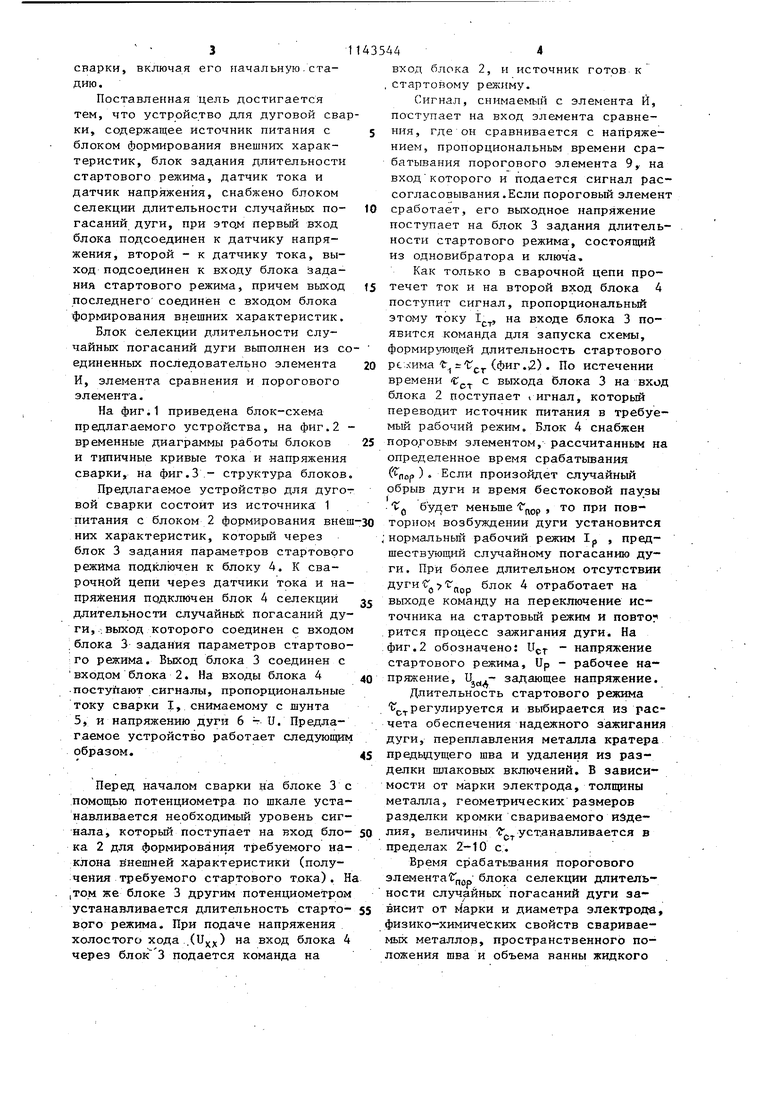
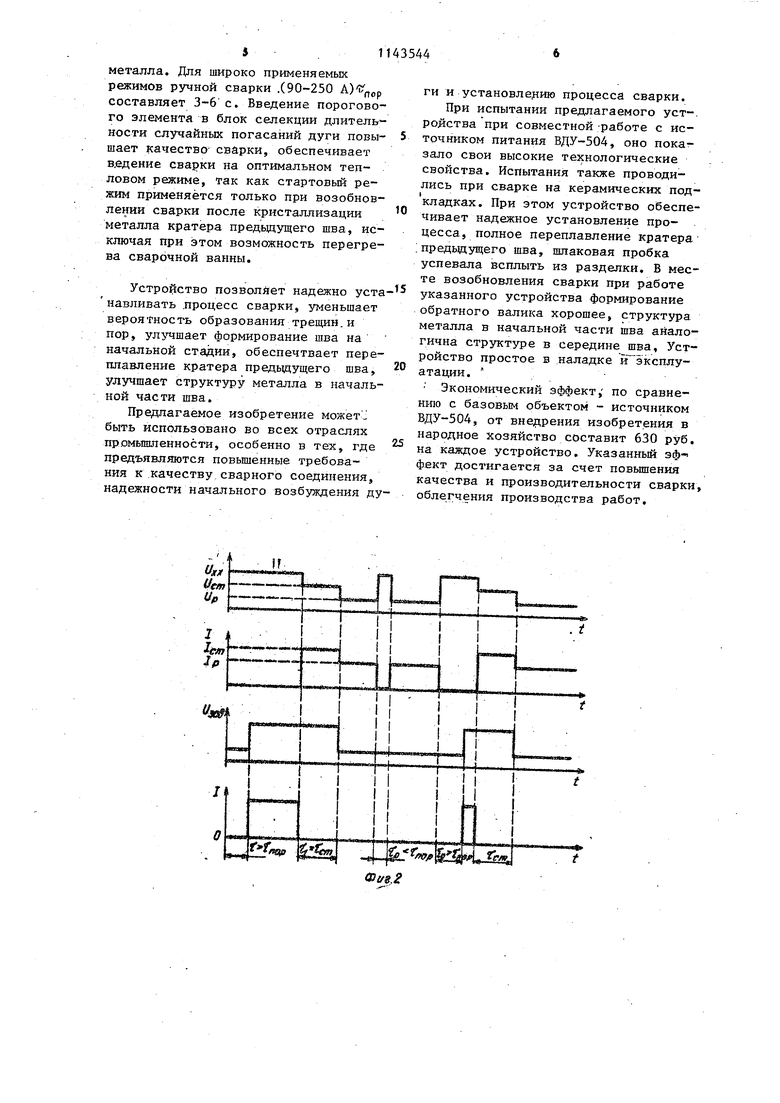
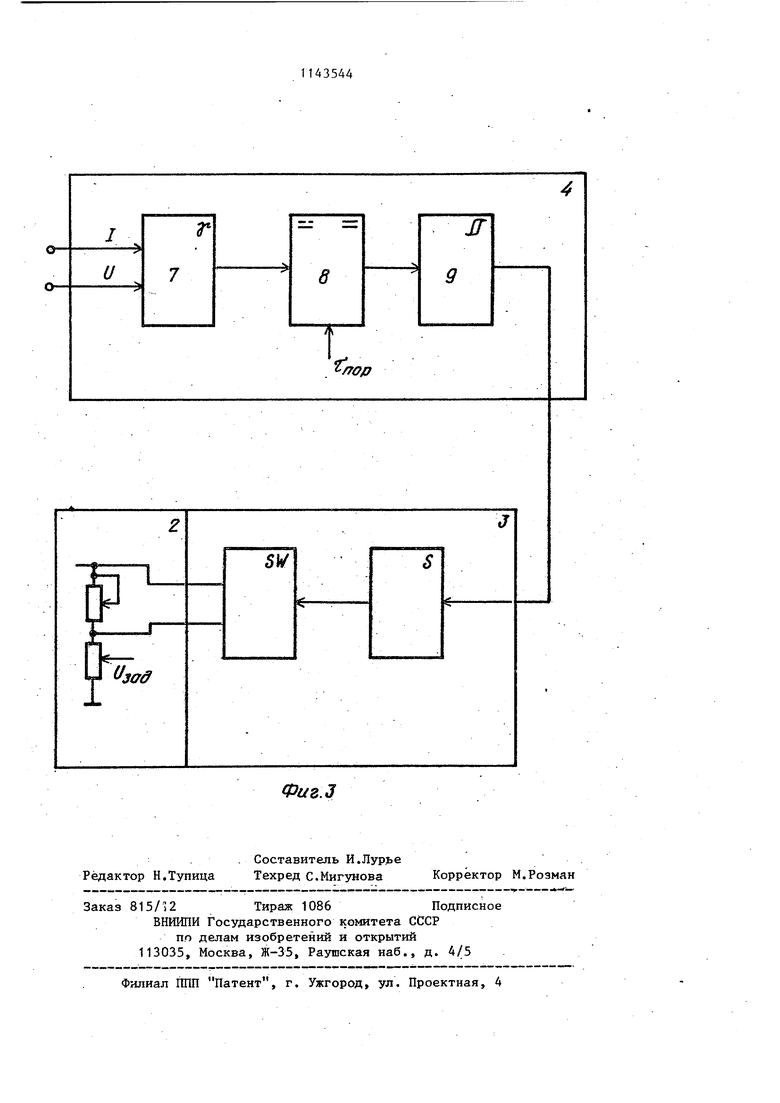
Изобретение относится к электротехнике, в частности к электрообору дованию для дуговой сварки. Известно, что качество сварного шва зависит от электрических параметров источника питания, которые в значительной степени определяют гео метрию и внешний вид шва, а также; наличие дефектов (пор, трещин). Одним из наиболее вероятных мест возникновения дефектов являются точка возбуждения дуги к кратер предьщуще го шва. Для уменьшения вероятности возникновения стартовых пор и усадо ных трещин и. улучшения качества наплавленного шва, особенно в начальн его части, применяют устройства, обеспечивающие кратковременное повышение тока дуги и напряженности сварки. Известноустройство, содержащее в цепи питания два балластных реостата, включенных последовательно. Вход первого балластного реостата связан с ливней однофазной сети переменного тока, выход второго - с электрододержателем. Для регулирования сварочного тока второе баллас ное сопротивление секционировано. Для этой цели служит также дополнительное балластное сопротивление, подключенное к центральной точке между первым и вторым балластными сопротивлениями. Изменяя величину ; сопротивлений, можно регулировать н клон вйешней Характеристики источника питания, т.е. режим сварки СП К недостаткам указанного устройства .необходимо отнести наличие в сварочной цепи балластных реостатов что приводит к повьяиенному расходу материалов, снижает устойчивость процесса сварки, нерациональные потери электроэнергии в балластных реостатах, узкий диапазон регулирования технологических вoз foжнocтeй. Известно также устройство, содер жащее кроме основного источника питания, еще дополнительный источник, автоматически включаемый во вторичную обмотку трансформатора при замыкании дугового промежутка. При этом происходит наложение на основной сварочньй ток дополнительн го тока, необходимого для обеспечения подогрева и нормального провара соединений в начальный период сварки. Время действия этого тока уста.навливается с помощью реле времени Г2. К недостаткам данного устройства необходимо отнести его сложность и громоздкость, а также отсутствие селекции подачи импульсов, так как ,подключение вспомогательного источника питания происходит как при первом касании холодным электродом изделия, так и после случайных погасаний дуги, что вызывает повьппенное разбрызгивание и перегрев ванны жидкого металла при повторном возбз ждении дуги. Наиболее близким к изобретению является устройство, состоящее из основного источника питания, параллельно которому в момент возбуждения дуги при касании электродной проволоки изделия подключается дополнительный источник. Это обеспечивает повышение тока короткого замыкания и, способствует надежному возбуждению, дуги и минимальному разбразгиванйю металла. Дополнительный источник подключен через нормально замкнутые контакты реле тока и после возбуждения дуги через 1/30-1/50 с отключается Сз. К недостаткам известного устройства следует отнести наличие дополнительного источника питания, узкий диапазон регулировок стартового тока, что может оказаться недостаточным для устранения стартовых пор, а также ограниченные технологические возможности из-за отсутствия селекции подачи импульсов, стартового. тока при первоначальном возбуждении дуги на холодном металле и при повторном возбуждении дуги после случайного погасания. Известно также устройство для дуговой сварки, содержащее источник питания с блоком формирования внешних характеристик, блок задания длительности стартового режима, датчик тока и датчик напряжения 4. Недостатком устройства являются ограниченные технологические возможности из-за отсутствия селекции подачи импульсов стартового тока при первоначальном возбуждении дуги на холодном металле и при повторном возбуждении дуги после случайного погасания. Цель изобретения - повьшгение производительности и качества сварки путем обеспечения оптимального тепловложения в течение всего процесса начальную.стасварки, включая дню. Поставленная цель достигается тем, что устройство для дуговой свар ки, содержащее источник питания с блоком формирования внешних характеристик, блок задания длительности стартового релсима, датчик тока и датчик напряжения, снабжено блоком селекции длительности случайных погасаний дуги, при первьш вход блока подсоединен к датчику напряжения, второй - к датчику тока, выход подсоединен к входу блока задания стартового режима, причем выход последнего соедин ен с входом блока формирования внешних характеристик. Блок селекции длительности случайных погасаний дуги выполнен из со единенных последовательно элемента И, элемента сравнения и порогового элемента. На фиг,1 приведена блок-схема предлагаемого устройства, на фиг.2 временные диаграммы работы блоков и типичные кривые тока и напряжения сварки, на фиг.З - структура блоков Предлагаемое устройство для дуго вой сварки состоит из источника 1 питания с блоком 2 формирования вне них характеристик, который через блок 3 задания параметров стартовог режима подключен к блоку 4. К сварочной цепи через датчики тока и на пряжения подключен блок 4 селекции длительности случайных погасаний ду ги, -выход которого соединен с входо ;блока 3 задания параметров стартово го режима. Выход блока 3 соединен с входом блока 2. На входы блока 4 поступают сигналы, пропорциональные току сварки I, снимаемому с шунта 5, и напряжению дуги 6 - U. Предлагаемое устройство работает следующи образом, Перед началом сварки на блоке 3 помощью потенциометра по шкале уста навливается необходимый уровень сиг нала, который поступает на вход бло- ка 2 для формирования требуемого на клона ёнешней характеристики (получения требуемого стартового тока). |Том же блоке 3 другим потенциометром устанавливается длительность старто вого режима. При подаче напряжения холостого хода .(УХХ) вход блока 4 через блок3 подается команда на 44 вход блока 2, и источник готов к стартовому режиму. Сигнал, снимаемый с элемента И, поступает на вход элемента сравнения, где он сравнивается с напряжением, пропорциональным времени срабатывания порогового элемента 9,. на входкоторого и подается сигнал рассогласовывания. Если пороговый элемент сработает, его выходное напряжение поступает на блок 3 задания длительности стартового режима, состоящий из одновибратора и ключа, Как только в сварочной цепи протечет ток и на второй вход блока 4 поступит сигнал, пропорциональный этому току 1, на входе блока 3 появится команда для запуска схемы, формир пощей длительность стартового pt .имa t гГ (фиг.2) . По истечении времени с с выхода блока 3 на вход блока 2 поступает t игнал, который переводит источник питания в требуемый рабочий режим. Блок 4 снабжен пороговым элементом, рассчитанным на определенное время срабатывания ( ) Если произойдет случайный обрыв дуги и время бестоковой паузы w, бу;5ет меньше , то при повторном возбуждении дуги установится нормальньй рабочий режим 1р , предшествующий случайному погасанию дуги. При более длительном отсутствии дугиС тг, блок 4 отработает на выходе команду на переключение источника на стартовьй режим и повтог рится процесс зажигания дуги. На фиг.2 обозначено: напряжение стартового режима. Up - рабочее напряжение, и д- задающее напряжение. Длительность стартового режима fp регулируется и выбирается из расчета обеспечения надежного зажигания дуги, переплавления металла кратера предыдущего шва и удаления из разделки шлаковых включений. В зависимости от марки электрода, толщины металла, геометрических размеров разделки кромки свариваемого изделия, величины f устанавливается в пределах 2-10 с. Время срабатьжания порогового элемента пдр блока селекции длительности случайных погасаний дуги зависит от и диаметра электроде, физико-химических свойств свариваемых металлов, пространственного положения шва и объема ванны жидкого металла. Для широко применяемых режимов ручной сварки .(90-250 А)пор составляет 3-6 с. Введение порогового элемента в блок селекции длительности случайных погасаний дуги повышает качество сварки, обеспечивает в.едение сварки на оптимальном тепловом режиме, так как стартовый режим применяется только при возобновлении сварки после кристаллизации металла кратера прер.ъщущего шва, исключая при этом возможность перегрева сварочной ванны. Устройство позволйет надежно уста навливать .процесс сварки, уменьшает вероятность образования трещин.и пор, улучшает формирование шва на начальной стадии, обеспечтвает переплавление кратера предьщущего шва, улучшает структуру металла в начальной части шва. Предлагаемое изобретение можетбыть использовано во всех отраслях промьшленности, особенно в тех, где пред-ьявляются повышенные требования к качеству сварного соединения, надежности начального возбуждения ду ги и установлению процесса сварки. При испытании предлагаемого уст-, родства при совместной -работе с источником питания ВДУ-504, оно показало свои высокие технологические свойства. Испытания также проводились при сварке на керамических подкладках. При этом устройство обеспечивает надежное установление процесса, полное переплавление кратера предьщущего шва, шлаковая пробка успевала всплыть из разделки. В месте возобновления сварки при работе указанного устройства формирование обратного валика хорошее, структура металла в начальной части шва аналогична структуре в середине шва. Устройство простое в наладке й эксплуатации. Экономический эффект, по сравнению с базовым объектом - источником ВДУ-504, от внедрения изобрет.ения в народное хозяйство составит 630 руб. на каждое устройство. Указанный эф-фект достигается за счет повьшения качества и производительности сварки, облетчения производства работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2002 |
|
RU2210475C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| Устройство для электродуговой сварки плавящимся электродом | 1983 |
|
SU1161304A1 |
| Способ автоматической электродуговой сварки погруженной дугой модулированным током | 1978 |
|
SU727365A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Устройство для управления процессом сварки и питания сварочной дуги током повышенной частоты | 1983 |
|
SU1191219A1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ С КОМБИНИРОВАНИЕМ ЭТАПОВ МЯГКОГО И ГОРЯЧЕГО ПУСКОВ | 2010 |
|
RU2467845C2 |
| Тренажер для обучения электросварке | 1979 |
|
SU862172A1 |
| ИНДУКТОРНАЯ ГЕНЕРАТОРНАЯ УСТАНОВКА | 2001 |
|
RU2192946C1 |
| Устройство для регулирования сварочного тока | 1988 |
|
SU1618543A1 |
1. УСТРОЙСТВО ДЛЯ ДУГОВОЙ , СВАРКИ, содержащее источник питания с блоком формирования внешних характеристик, блок задания длительности стартового режима, датчик тока и датчик напряжения, отличающееся , что, с целью повышения производительности и ка;чества сварки путем обеспечения оптимального тепловложения в течение всего процесса сварки, включая его начальную стадию, оно снабжено блоком селекции длительности случайных погасаний дуги, при этом первьш вход блока подсоединен к датчику напряжения-, второй - к датчику тока, выход подсоединен к входу блока задания стартового режима, причем выход последнего соедийен с входом блока (Л . формирования внешних характеристик. 2. Устройство по П.1, о т л и чающееся тем, что блок селекции длительности- случайных погасаний дуги вьшопнен из соединенных последовательно И, 4: элемента сравнения и порогового СО элемента.i ел 4 Й1