Изобретение относится к области автоматизации производственных процессов и может найти применение в устройствах для захвата, ориентации и поштучной ввдачи ферромагнитных деталей типа валик. Известно устройство для поштучно вьщачи деталей, содержащее две соос но установленные с возможностью последовательного переключения вход ную и выходную электромагнитные катушки с отверстиями Cl3Основным недостатком известного устройства являются его ограниченные функциональные возможности, обусловленные необходимостью наличия непрерывного потока деталей и невозможностью захвата деталей из навала.. Целью изобретения является расширение функциональных возможностей устройства путем обеспечения захвата деталей непосредственно из навил Поставленная цепь обеспечивается т,ем, что устройство для поштучной вьщачи ферромагнитных деталей, содер жащее две соосно установленные с во можностью последовательного переклю чения входную и выходную электромагнитные катушки с отверстиями, снабжено воронками из немагнитного мате риала, каждая из которых установлена в заходной.части отверстия электромагнитной катушки, при этом диаметр воронки, расположенной во входной электромагнитной катушке превышает диаметр воронки, расположенной в вы ходной электромагнитной катушке. Кроме того, устройство снабжено магнитопроводом,охватывающим электро магнитные катушки по их внешней поверхности, На чертеже схематично изображено устройство, продольный разрез. Устройство для поштучной вьздачи ферромагнитных деталей состоит из входной электромагнитной катушки 1 с отверстием 2 и соосно установленной по отношению к ней выходной эле ромагнитной катушки 3 с отверстием Обе катушки по внешней поверхности охватьшает магнитопровод 5, которьй имеет буртик 6 со стороны Заходной части отверстия входной катушки 1. Длина буртика 6 зависит от требуемо го количества захватываемых деталей В заходной части отверстий катушек 1 и 3 установлены воронки 7 и 8 из немагнитного материала. У воронок 7 и 8 угол наклона образующей приблизительно соответствует направлению магнитосиловых линий и равен 3 - 8. Для извлечения деталей из катушки 3 над ней может быть установлен постоянньй магнит 9 (его мощность выбирается несколько большей, чем у катушки 3) или может бьпь установлен стационарно электромагнит, включаемый импульсно (или согласно, а затем встречно с катушкой 3). Устройство может быть снабжено и поворотной цапфой 10 для переворота его и укладки изделий сверху вниз. Диаметр отверстия катушки 1 зависит от размеров захватываемых деталей. Он не менее 3,0-4,0 диаметра захватываемой детали и не более 0,4-0,6 ее длины. Диаметр отверстия катушки 3 равен 1,1-1,3 диаметра захватываемой детали. Высота катушек 1 и 3 зависит от длины захватываемых деталей. Устройство работает следуюи91м образом. Детали типа валик, подлежащие захвату, находятся в навале в таре. К таре подходит захват, например, промышленного робота, представляющий собой предлагаемое устройство. При подаче питания на электромагнитные катушку 1 и 3 захватывается группа деталей. Поскольку при наличии буртика 6 магнитосиповые линии ведут вдоль верхнего .слоя деталей и как бы ограничивают слои, то от всей массы деталей, находящихся в навале (в таре), отрывается группа деталей, а затем из этой группы несколько деталей (8-11 штук) попадают в отверстие катушки 1, из которого одна попадает в отверстие катушки 3. При этом детали ориентируются, т.е. располагаются вдоль оси отверстия катушек 1 и 3. Далее устройство работает в одном из двух (по Необходимости) режимах. В первом режиме отключают катушку 1. Благодаря наличию поворотной цапфы 10 устройство переворачивают на 360°, отключают катушку 3, и деталь, находящаяся в ней падает, например. в зону обработки. Во втором режиме работы магнит 9 при периодическом возвратно-поступательном перемещении вниз и вверх вытягивает по детали из отверстия катушки 3. Такое позволяет ватьшать 311435724 выполнение устройства навала, несориентированные ориенпросто и надежно зах- тировать их и поштучно выдавадетали типа валик из . ть.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи деталей | 1983 |
|
SU1143573A1 |
| Грузоподъемный электромагнит | 1986 |
|
SU1435525A1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ЛЕГКОСЦЕПЛЯЕМЫХ ФЕРРОМАГНИТНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2015091C1 |
| Устройство для ориентации и поштучной выдачи | 1985 |
|
SU1270082A1 |
| Электромагнитный захват | 1986 |
|
SU1440708A1 |
| Электромагнитный захват | 1982 |
|
SU1074800A1 |
| Устройство для групповой выдачи ферромагнитных деталей | 1982 |
|
SU1047794A1 |
| Электромагнитный схват | 1991 |
|
SU1815221A1 |
| Устройство для ориентации и поштучной выдачи ферромагнитных изделий | 1980 |
|
SU1001530A1 |
| Устройство автоматического кассетирования корпусов | 1981 |
|
SU1009935A1 |
1. УСТРОЙСТВО. ДЛЯ ПОШТУЧНОЙ , ВЬДАЧИ ФЕРРОМАГНИТНЫХ ДЕТАЛЕЙ, содержащее две соосно установленные с во5можностыо последовательного переключения входную.и выходную электромагнитные катушки с отверстиями, отличающееся тем, что, с целью расширения функциональных возможностей устройства, оно снабжено воронками из немагнитногхэ материала, каждая из которых установлена в заходной части отверстия электромагнитной катушки, при этом диаметр воронки, расположенной во входной электромагнитной катушке, превышает диаметр воронки, расположенной в выходной электромагнитной катушке. 2. Устройство по п. 1, отличающееся тем, что, оно снаб,жено магнитопроводом, охватывающим электромагнитные катушки по их внешней поверхности. (Л 4 СО сд to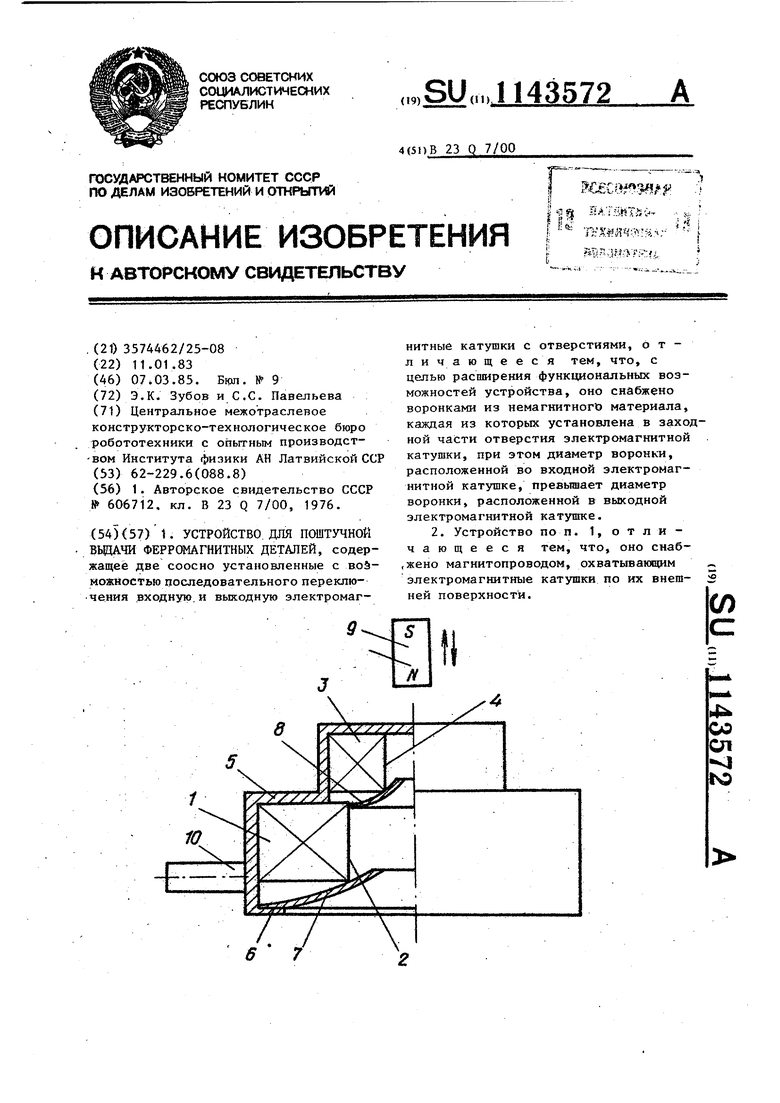
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для поштучной выдачи ферромагнитных деталей | 1976 |
|
SU606712A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
