ляет большую часть. На боковые стенки ванны опирается свод (на чертеже не показан). в пространстве между сводом и поверхностью расплавленного металла, имеющем форму туннеля, создана защитная атмосфера с избыточным давлением.
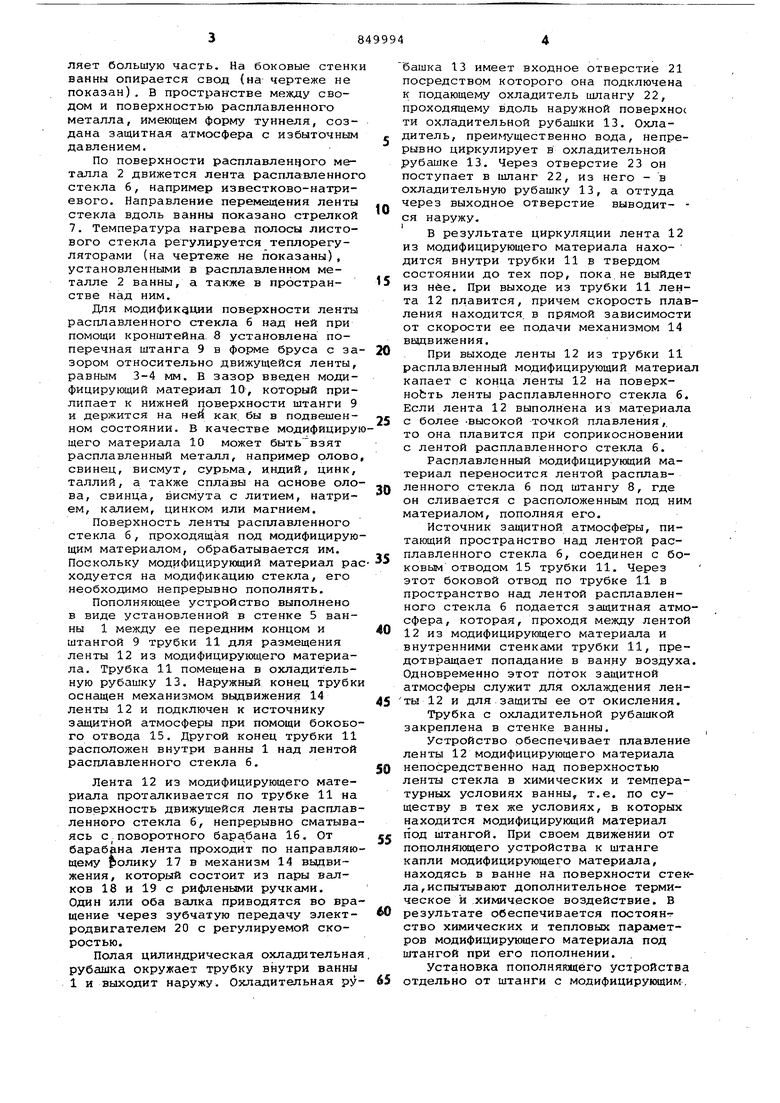
По поверхности расплавленцого метешла 2 движется лента расплавленного стекла 6, например известково-натриевого. Направление перемещения ленты стекла вдоль ванны показано стрелкой 7. Температура нагрева полосы листового стекла регулируется теплорегуляторами (на чертеже не показаны), установленными в расплавленном металле 2 ванны, а также в пространстве над ним.
Для модификации поверхности ленты расплавленного стекла б над ней при помощи кронштейна 8 установлена поперечная штанга 9 в форме бруса с зазором относительно движущейся ленты, равным 3-4 мм. В зазор введен модифицирующий материал 10, который прилипает к нижней поверхности штанги 9 и держится на ней как. бы в подвешенном состоянии. В качестве модифицирующего материала 10 может расплавленный металл, например олово, свинец, висмут, сурьма, индий, цинк, таллий, а также сплавы на основе олова, свинца, висмута с литием, натрием, калием, цинком или магнием.
Поверхность ленты расплавленного стекла б, проходящая под модифицирующим материалом, обрабатывается им. Поскольку модифицирующий материал расходуется на модификацию стекла, его необходимо непрерывно пополнять.
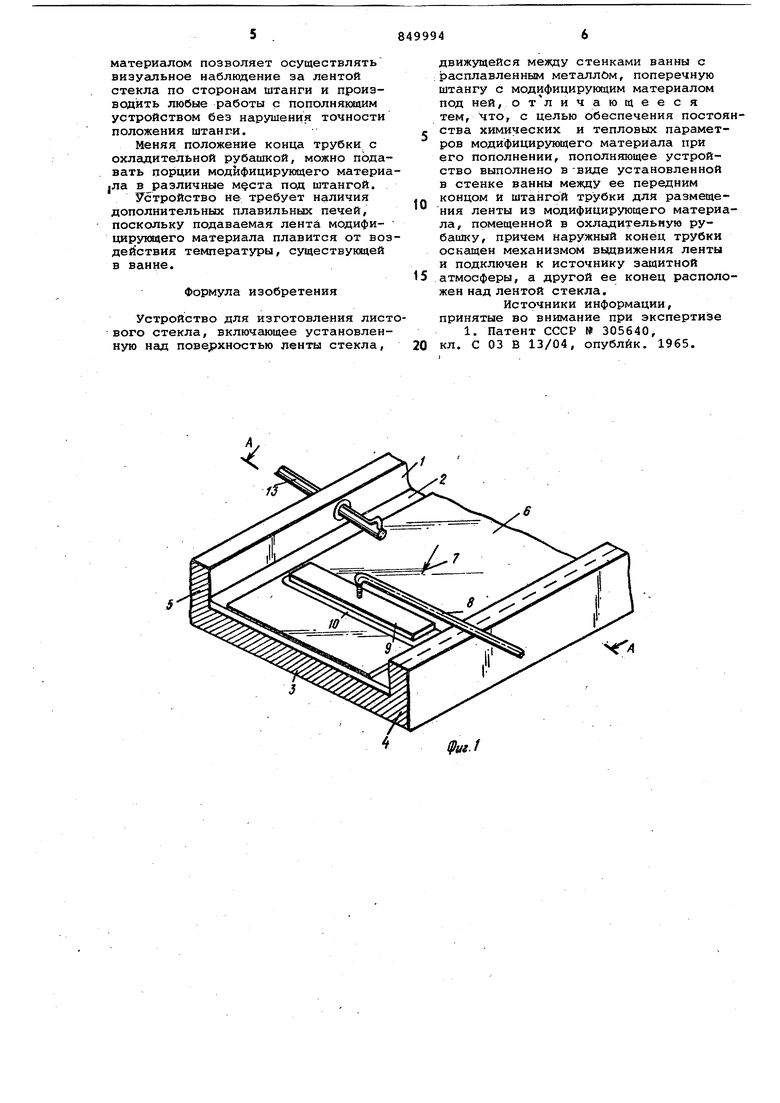
Пополняющее устройство выполнено в виде установленной в стенке 5 ванны 1 между ее передним концом и штангой 9 трубки 11 для размещения ленты 12 из модифицирующего материала. Трубка 11 помещена в охладительную рубашку 13. Наружный конец трубки оснащен механизмом выдвижения 14 ленты 12 и подключен к источнику защитной атмосферы при помощи бокового отвода 15. Другой конец трубки 11 расположен внутри ванны 1 над лентой расплавленного стекла 6.
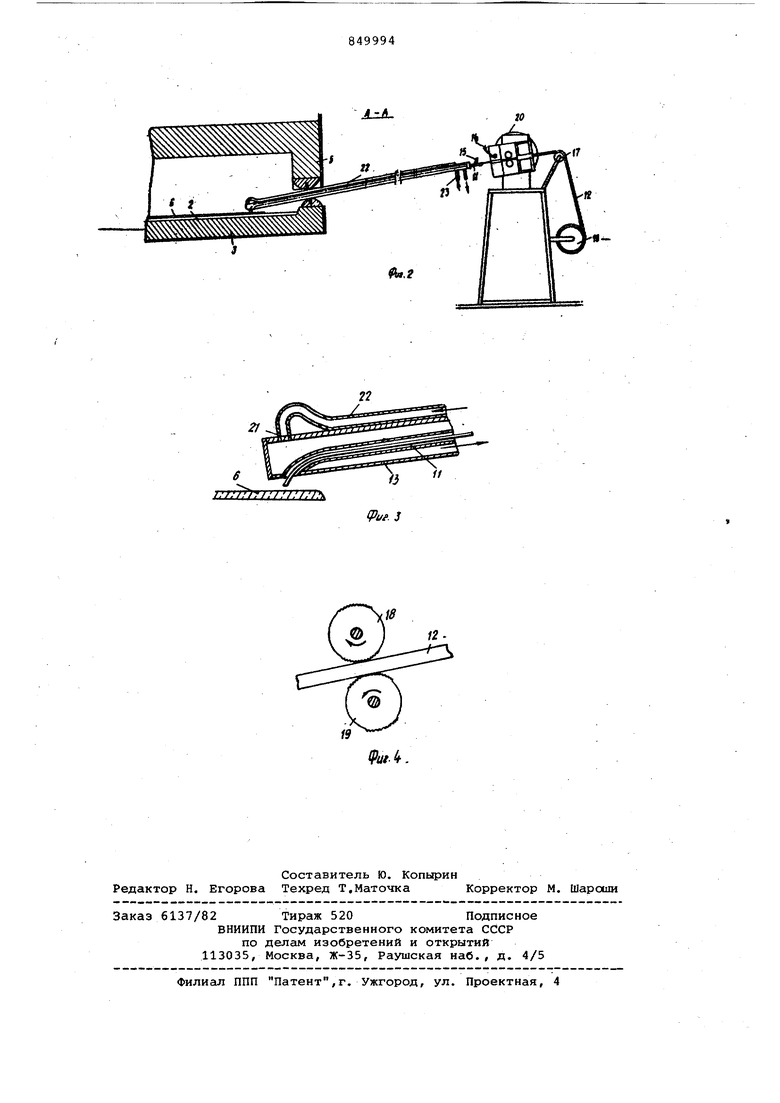
Лента 12 из модифицирующего материала проталкивается по трубке 11 на поверхность движущейся ленты расплавленного стекла 6, непрерывно сматываясь с поворотного барабана 16. От барабана лента проходит по направляющему ролику 17 в механизм 14 выдвижения, который состоит из пары валков 18 и 19 с рифлеными ручками. Один или оба Всшка приводятся во вращение через зубчатую передачу электродвигателем 20 с регулируемой скоростью.
Полая цилиндрическая охладительная рубашка окружает трубку внутри ванны 1 и выходит наружу Охладительная ру башка 13 имеет входное отверстие 21 посредством которого она подключена к подающему охладитель шлангу 22, проходящему вдоль наружной поверхнос ти охладительной рубашки 13. Охладитель, пpeи yщecтвeннo вода, непрерывно циркулирует в охладительной рубашке 13. Через отверстие 23 он поступает в шланг 22, из него - в охладительную рубашку 13, а оттуда через выходное отверстие выводит- ся наружу.
В результате циркуляции лента 12 из модифицирующего материала находится внутри трубки 11 в твердом состоянии до тех пор, пока не выйдет из нее. При выходе из трубки 11 лента 12 плавится, причем скорость плавления находится в прямой зависимости от скорости ее подачи механизмом 14 ввщвижения.
При выходе ленты 12 из трубки 11 расплавленный модифицирующий материа капает с конца ленты 12 на поверхноЬть ленты расплавленного стекла 6. Если лента 12 выполнена из материала с более -высокой точкой плавления, то она плавится при соприкосновении с лентой расплавленного стекла 6.
Расплавленный модифицирующий материал переносится лентой расплавленного стекла 6 под штангу 8, где он сливается с расположенным под ним материалом, пополняя его.
Источник защитной атмосферы, питающий пространство над лентой расплавленного стекла 6, соединен с боковым отводом 15 трубки 11. Через этот боковой отвод по трубке 1.1 в пространство над лентой расплавленного стекла 6 подается защитная атмосфера, которая, проходя между лентой 12 из модифицирующего материала и внутренними стенками трубки 11, предотвргицает попадание в ванну воздуха Одновременно этот поток защитной атмосферы служит для охлаждения ленты 12 и для защиты ее от окисления.
Трубка с охладительной рубашкой закреплена в стенке ванны.
Устройство обеспечивает плавление ленты 12 модифицирующего материала непосредственно над поверхностью ленты стекла в химических и температурных условиях ванны, т.е. по существу в тех же условиях, в которых находится модифицируюций материал под штангой. При своем движении от пополнякияего устройства к штанге капли модифицирующего материала, находясь в ванне на поверхности стекла, испытывают дополнительное термическое и химическое воздействие. В результате обеспечивается постоян-гство химических и тепловых параметров модифицирующего материала под штангой при его пополнении.
Установка пополняющего устройства отдельно от штанги с модифицирующим,
материалом позволяет осуществлять визуальное наблюдение за лентой стекла по сторонам штанги и производить любые работы с пополнякяцим устройством без нарушения точности положения штанг-и.
Меняя положение конца трубки с охладительной рубашкой, можно подавать порции модифицирующего материа|Ла в различные под штангой.
Устройство не требует наличия дополнительных плавильных печей, поскольку подаваемая лента модифицируюадего материала плавится от воздействия температуры, существуквдей в ванне.
Формула изобретения
Устройство для изготовления листвого стекла, включающее установленную над поверхностью ленты стекла,
движущейся между стенками ванны с ;расплавленным металлом, поперечную штангу с модифицирующим материалом под ней, от личающее с я тем, что, с целью обеспечения постоянства химических и тепловых параметров модифицирующего материала при его пополнении, пополняющее устройство выполнено в -виде установленной в стенке ванны между ее передним концом и штангой трубки для размеще0ния ленты из модифицирующего материала, помещенной в охладительную рубашку, причем наружный конец трубки оснащен механизмом вьвдвижения ленты и подключен к источнику защитной
5 атмосферы, а другой ее конец расположен над лентой стекла.
Источники информации, принятые во внимание при экспертизе
1. Патент СССР 305640, кл. С 03 В 13/04, опублйк. 1965.
0
- i
