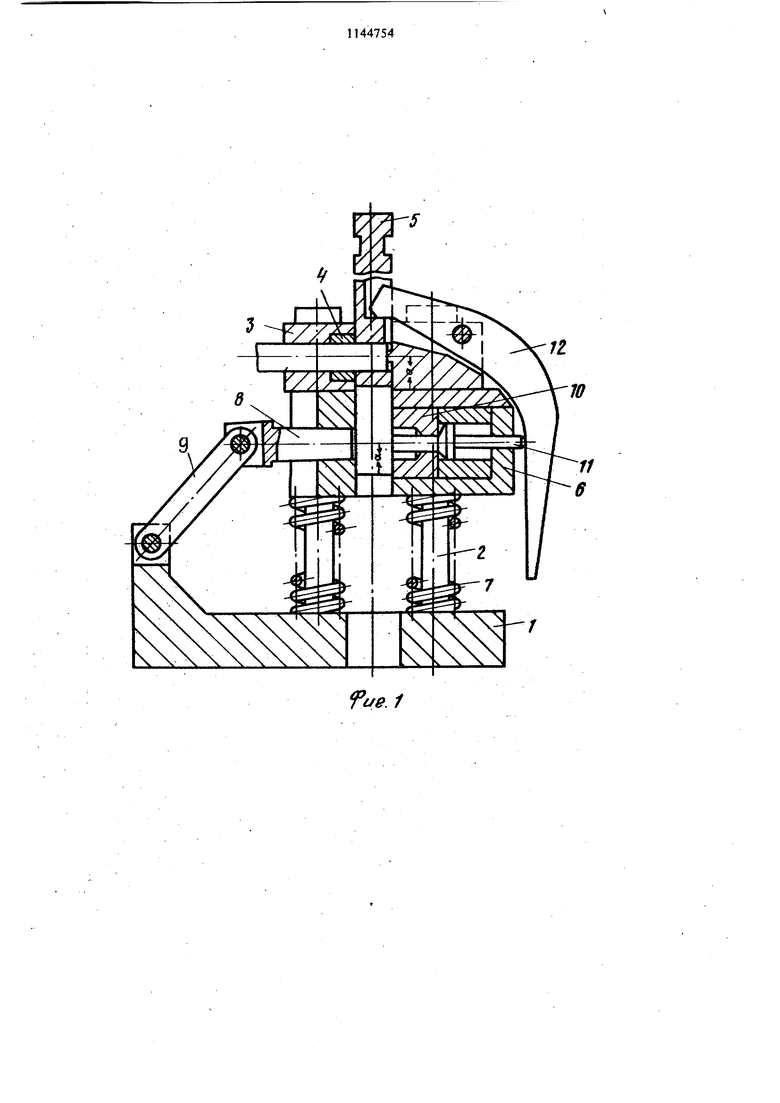
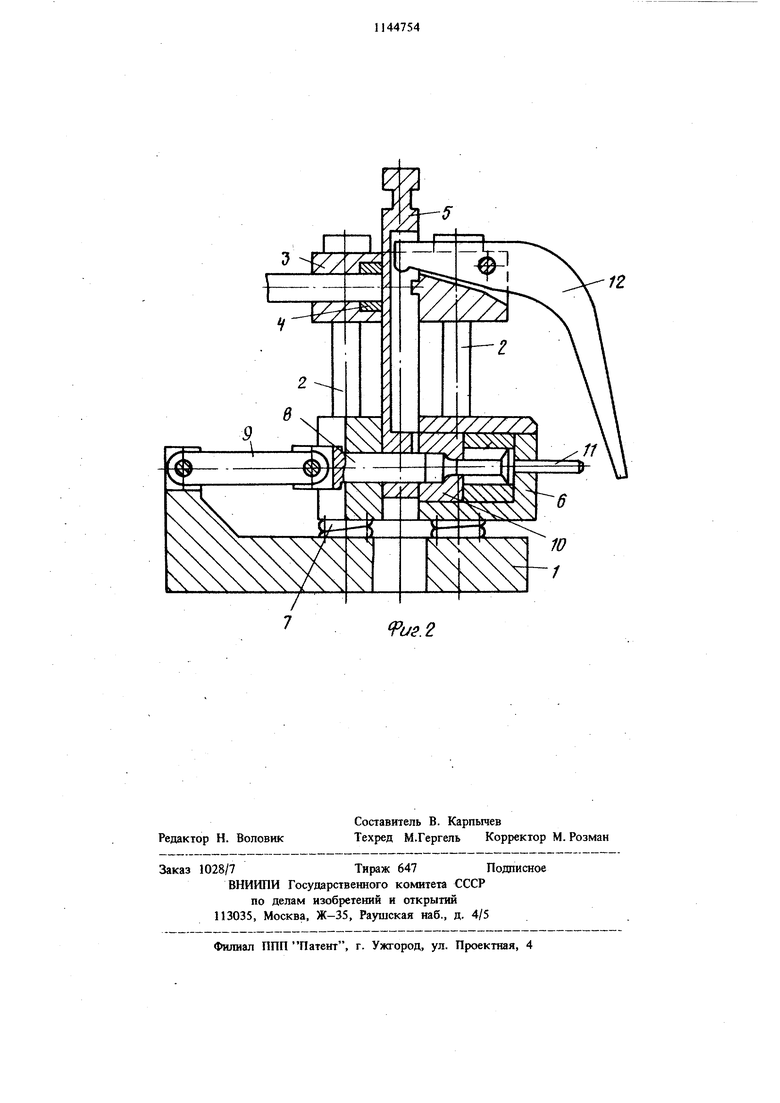
Изобретение относится к обработке металпов давлением, в частности к устройствам для изготовления заготовок из сортового про ката. Известен штамп для изготовления деталей из сортового проката, содержащий нижнюю плиту, связанную с ней направляющими колонками верхнюю плиту, подвижный и неподвижный ножи для отрезки заготовки выполненные с полостями под заготовку, пуансон для объемного деформирования и выталкиватель (1 . Однако данный штамп не позволяет изготавливать заготовки, имеющие переменное сечение, так как деформироватсте производится в полости подвижного ножа, что ограничивает диапазон типоразмеров получаемых де лей. Цель изобретения - расширение типоразме ров получаемых деталей. Поставленная цель ддстигается тем, что штамп для изготовления деталей из сортового проката, содержащий нижнюю плиту, связанную с ней направляющими колонками верхнюю плиту, подвижный и неподвижный ножи для отрезки заготовки, вьшолненные с полостями под заготовку, пуансон для объем ного деформирова1шя и выталкиватель, снабжен подпружиненной к верхней плите промежуточной плитой с матрицей для объемного деформирования, ось которой перпендикулярна направлению перемещения верхней плиты, пазом с опорным участком под подвижный нож, а также двуплечим рычагом, шарнирно смонтированным на верхней плите с возмож ностью взаимодействия одним своим плечом с подвижным ножом, а дрзтим - с выталки вателем, пуансон и выталкиватель размещены в промежуточной плите с возможностью перемещения вдоль оси матрицы для объемного деформирова1гая, неподвижный нож смонтирован в верхней плите, подвижный нож установлен с возможностью взаимодействия нижним торцом с поверхностью опорного участка промежуточной шшты, при зтом рас стояние от оси полости подвижного ножа до его нижнего торца равно расстоянию от оси полости матрицы для объемного деформирования до поверхности опорного участка. На фиг. 1 изображен цггамп в исходном положении, разрез; на фиг. 2 - то же, в ко нечном положении. Штамп для изготовления деталей из сорто вого проката содержит нижнюю плиту 1 (фиг. 1) с направляющими колонками 2, на которых неподвижно установлена верхняя пл та 3 с неподвижным ножом 4 и пазом, в котором размещен подвижный нож 5, при этом последний установлен с возможностью совмещения его полости с полостью неподвижного ножа. На направляющих колонках между верхней и опорной плитами установлена с возможностью перемещения совместно с подвижным ножом промежуточная плита 6, подпружиненная к верхней плите пружинами 7 и имеющая паз под подвижный нож. В плите 6 размещены пуансон 8, шарнирно соединенный с опорной плитой рычагом 9, матрица 10 для деформирования, выталкиватель 11 для удаления Заготовок из полости матрицы. На оси верхней плиты установлен с возможностью взаимодействия с выталкивателем и подвиисным Ножом двуплечий рычаг 12 для выталкивания заготовки. Подвижный нож 5 установлен с возможностью одновременного совмещения его полости с пуансоном 8 и полостью матрицы 10 и взаимодействия с плитой 6 для совместного перемещения в момент проталкивания пуансоном 8 отрезанной заготовки из полости подвижного ножа в полость матрицы и ее деформирования, а расстояние d от оси полости подвижного ножа 5 до его нижнего торца равно расстоянию от оси полости матрицы 10 до поверхности опорного участка промежуточной плиты. В исходном положении штампа (фиг. 1), когда подвижный нож 5 и неподвижный нож 4 совмещены своими полостями, при выстаивании сортовой прокат 13 подают до упора в верхнюю плиту 3. Нолззшом пресса (не показан) прикладывают усилие к подвижному ножу 5 и при усилии, превышающем предел прочности сечения разделяемого материала, происходит срез. Перемещаясь, подвижньш нож 5 с отрезанной заготовкой входитв паз плиты 6 (фиг. 2) при совмещении полости подвижного ножа 5 одновременно с пуансоном 8 и полостью матрицы 10 перемещает плиту 6 своим нижним торцом, сжимая пруЯошы 7. Далее при освместном перемещении плиты 6 и подвижного ножа 5 рычаг 9, поворачиваясь, перемещает пуансон 8 в полость подвижного ножа 5, который проталкивает отрезанную заготовку в полость (уштрицы 10 и в нижнем положении деформирует ее. При перемещении ползуна пресса вверх подвижный нож 5 после выхода из паза плиты 6 в ее верхнем положении воздействует на вйталкиватель 11 через двуплечий рьршг 12, который выталкивает готовое изделие из полости матрицы 10. Использование изобретения позволит расширить технологические возможности штампа, а нменно изготавливать заготовки из сортового проката, имеющие переменное сечение.
J
12
f .1
Vus.2
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 2005 |
|
RU2287397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для изготовления деталей корончатого типа | 1974 |
|
SU533440A1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СОРТОВОГО ПЮКАТА, содержаищй нижнюю плиту, связанную с ней напртвляющимн колонками верхнюю плиту, подвижный и неподвижный ножи для отрезки заготовки, выполненные с полостями под заготовку, пуансон для объемного деформирования и выталкиватель, отличающийся тем, что, с целью расширения диапазона типоразмеров получаемых деталей, он снабжен подпружиненной к верхней плите промежуточной плитой с матрицей для объемного деформирования, ось которой перпендикулярна направлению перемещения верхней плиты, пазом с опорным участком под подвижный нож, а также двуплечим рычагом, шарнирно смо ттированным на верхней плите с возможностью взаимодействия одним своим плечом с подвижным ножом, а другим - с выталкивателем, пуансон и выталкиватель размешены в промежуточной плите с возможностью перемещения вдоль оси матрицы для объемного деформирования, неподвижный нож смонтирован в верхней плите, подвижный нож установлен с возможностью взаимодействия нижним торцом с поверхностью опорного участка промежуточной плиты, при этом расстоя(Л ние от оси полости подвижного ножа до его нижнего торца равно расстоянию от оси полости матрицы для объемного деформирования до поверхности опорного участка промежуточной плитьь f У1 Jik
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тимощенко В | |||
| А | |||
| Элементы теории и технологии разделительных процессов | |||
| Кишинев, изд-во Штиинца, 1979 с | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
