4;:: 4 СХ)
ьо
О5
Изобретение относится к механосбррочному производству, в частности к сборке радиодеталей, преимущественно подпружиненных гнезд разъемов в виде двух ламелей и скобообразных пружин.
Известно устройство для сборки запрессовкой, содержащее смонтированные на основании рабочий исполнительный орган с запрессовочным пуансоном, механизм подачи скобообразных пружин с бункером и ловителями для пружин, механизм ориентации пружин, а также механизм подачи ламелей 1.
Однако известное устройство не обеспечивает многоместную сборку и имеет низкую производительность.
Целью изобретения является повыщение надежности и производительности.
Указанная цель достигается тем, что в устройстве для сборки запрессовкой радиодеталей, содержащем смонтированные на основании рабочий исполнительный орган с запрессовочным пуансоном, механизм подачи скобообразных пружин с бункером и ловителями для пружин, механизм ориентации пружин, а также механизм подачи ламелей, механизм подачи скобообразных пружин выполнен в виде неподвижного ножевого захвата с поперечными пазами на рабочей кромке, приводного толкателя, установленного с возможностью перемещения по ножевому захвату, при этом ловители установлены в поперечных пазах ножевого захвата с возможностью поворота в вертикальной плоскости, а бункер установлен с возможностью перемещения относительно ножевого захвата ,в вертикальной и горизонтальной плоскостях, механизм ориентации пружин выполнен в виде плиты для установки пружин с пазами, подпружиненной относительно основания фиксирующей гребенки, зубья которой расположены в пазах плиты, и двух захватных гребенок, расположенных на плите и подпружиненных относительно основания в направлении, перпендикулярном направлению расположения зубьев фиксирующей гребенки.
Механизм подачи ламелей выполнен в виде емкости для ламелей, установленной на запрессовочном пуансоне с возможностью относительного перемещения.
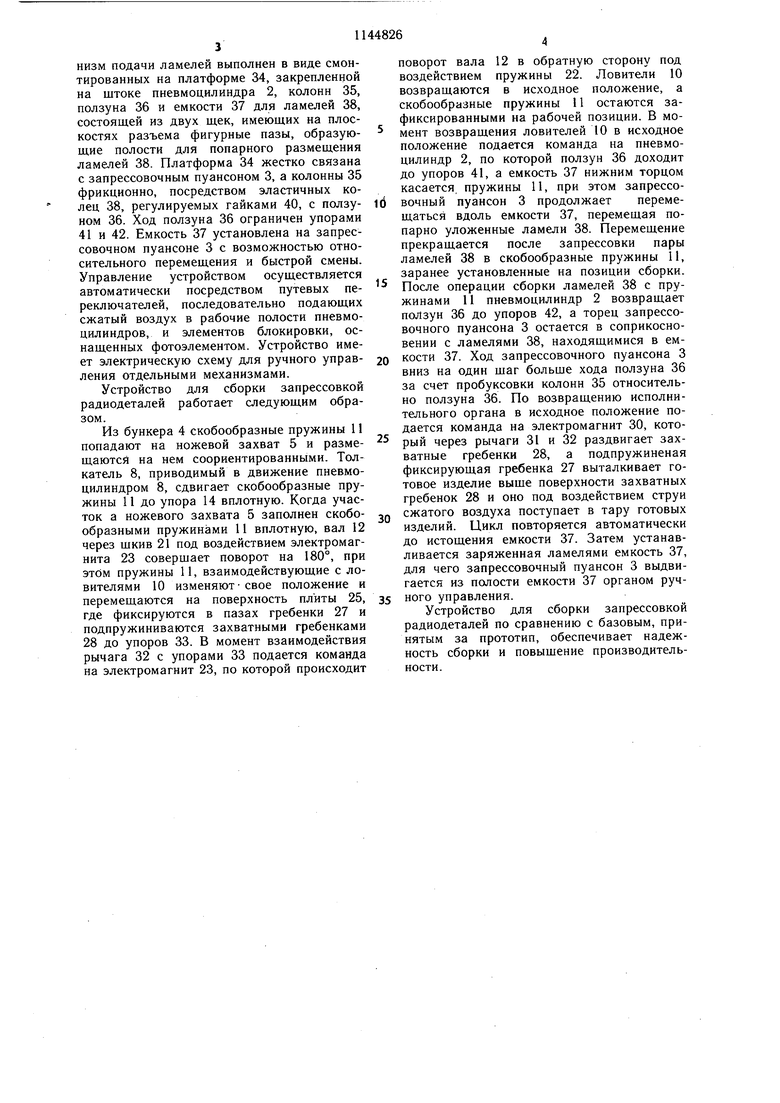
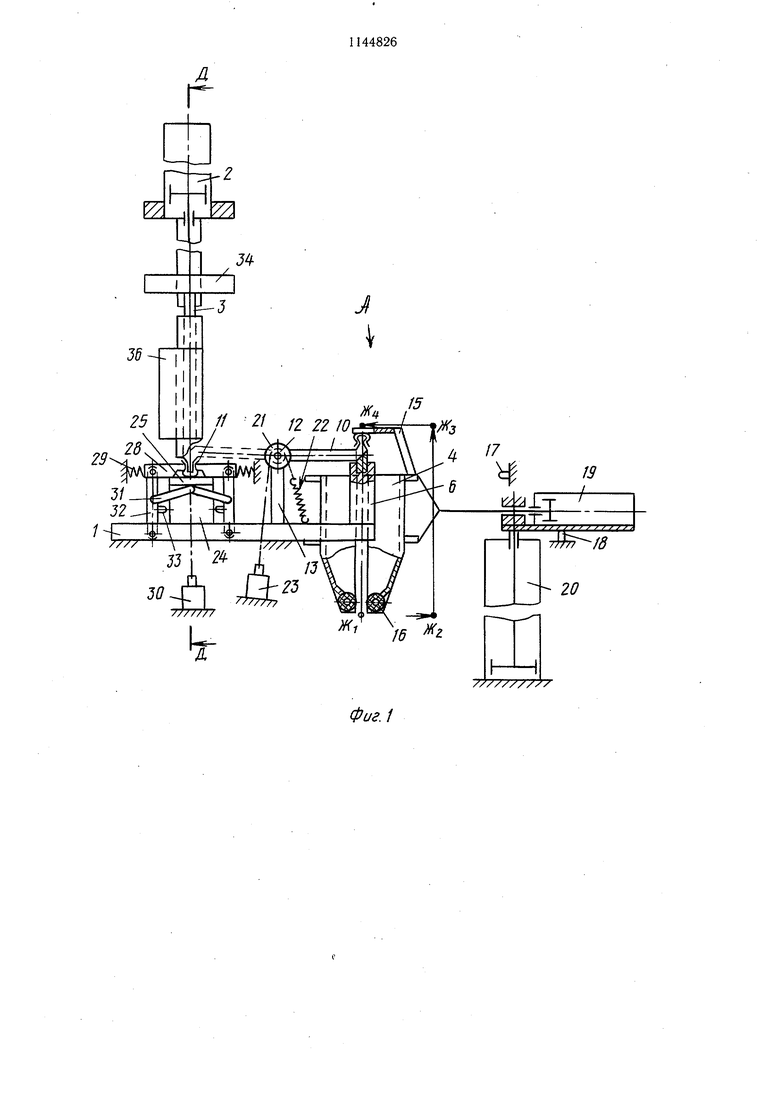
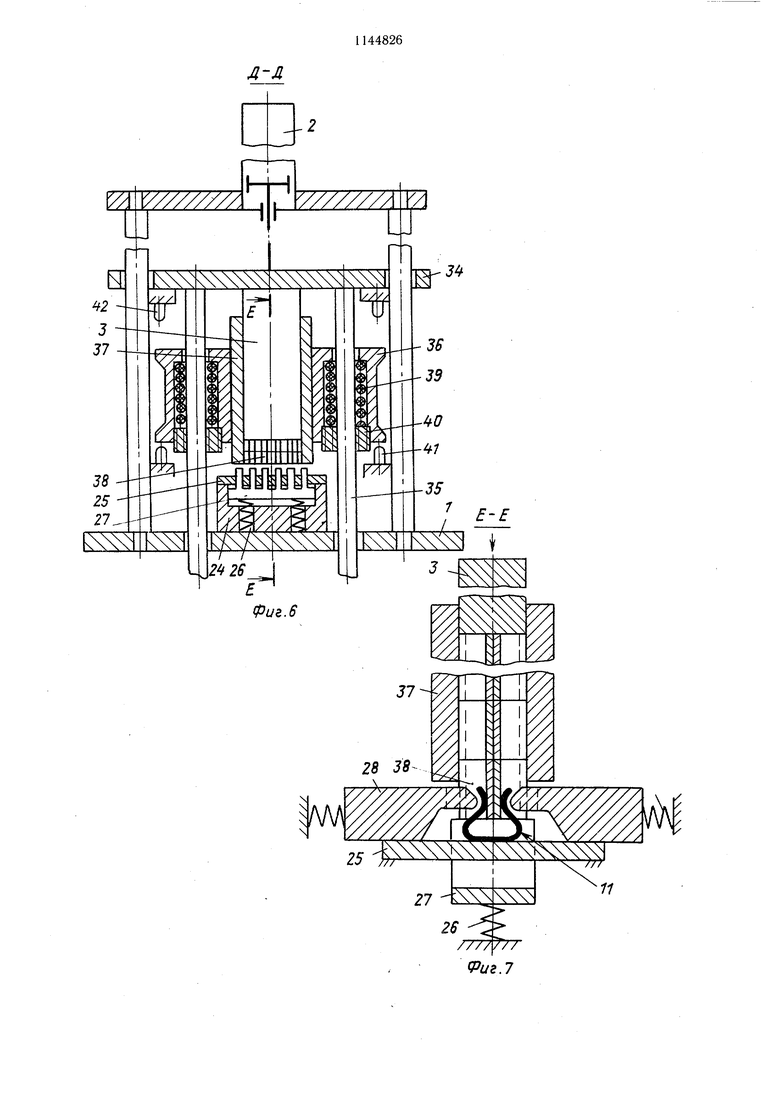
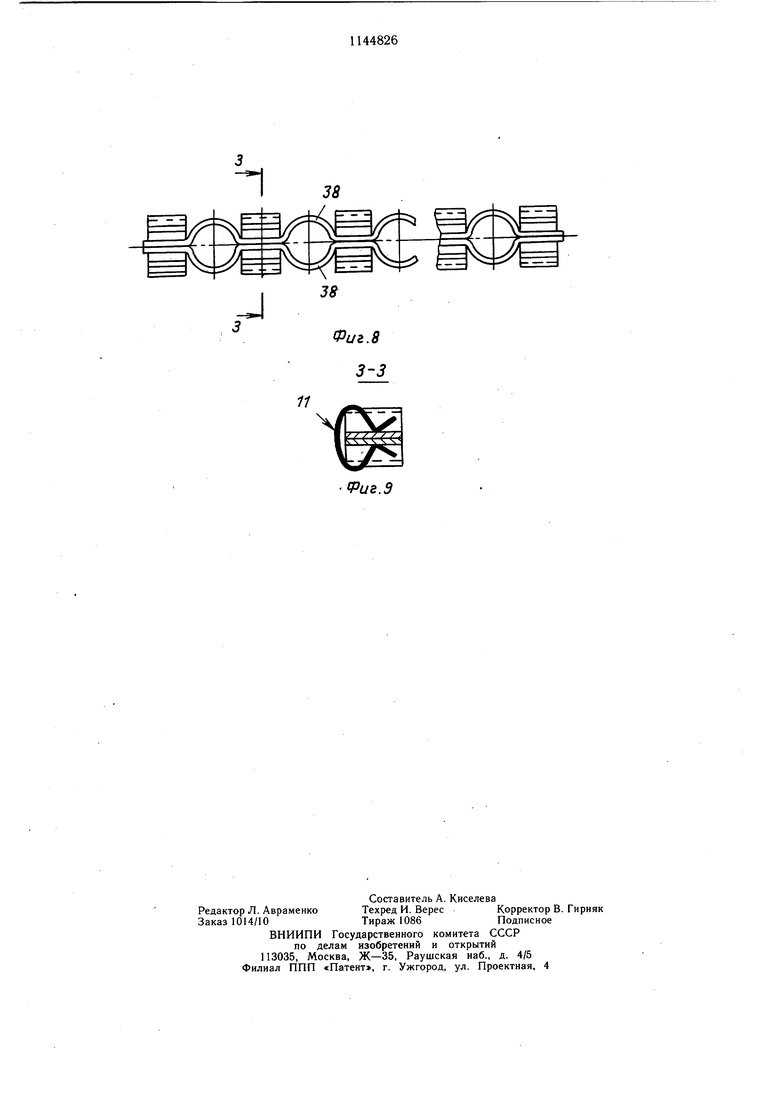
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1 (повернуто); на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 3; на фиг. 5 - сечение Г-Г на фиг. 3; на фиг. 6 - сечение Д-Д на фиг. 1; на фиг. 7 - сечение Е-Е на фиг. 6, на фиг. 8 - собранное изделие, общий вид; на фиг. 9 - сечение 3-3 на фиг. 8.
Устройство содержит смонтированные на основании 1 рабочий исполнительный орган в виде пневмоцилиндра 2 с запрессовочным пуансоном 3, механизм подачи
скобообразных пружин, механизм ориентации пружин и механизм подачи ламелей. Механизм подачи скобообразных пружин выполнен в виде бункера 4, консольно закрепленного на стойке 6 неподвижного ножевого захвата 5 с поперечными пазами 7 на рабочей кромке, связанного с пневмоцилиндром 8, толкателя 9, установленного с возможностью возвратно-поступательного перемещения по ножевому захвату 5,
и ловителей 10 для пружин 11, установленных на валу 12, размещенном на двух подвижных опорах на стойке 13, в поперечных пазах 7 ножевого захвата 5 с возможностью поворота в вертикальной плоскости. Рабочая
кромка ножевого захвата 5 выполнена по форме зева скобообразной пружины 11 с учетом ее свободного перемещения. Для ограничения наличия пружин И на ножевом захвате 5 имеются упоры 14 и 15. Бункер 4 выполнен в верхней части в виде
четырехгранной призмы, а в нижней - в виде усеченной пирамиды, разрезанной на две равные части вдоль оси, которые скреплены между собой ребрами и снабжены эластичными валками 16 для плавного входа
и перемещения ножевого захвата 5 между ними, и установлен с возможностью перемещения относительно ножевого захвата 5 в вертикальной и горизонтальной плоскостях по прямоугольной траектории Ж1-Жг Ж J -Ж4 до упоров 17 и 18 посредством
синхронно связанных друг с другом пневмоцилиндров 19 и 20. Ловители 10 можно корректировать по щагу в зоне сборки посредством неподвижно закрепленных копиров. На валу 12 неподвижно закреплен щкив 21, взаимодействующий со спиральной пружиной 22 и электромагнитом 23 через гибкую связь. Вал 12 снабжен упорами (не показаны) для ограничения его знакопеременного вращения. Механизм ориентации пружин выполнен в виде размещенных в
корпусе 24 плиты 25 для установки пружин 11 с пазами, подпружиненной относительно основания 1 пружинами 26 фиксирующей гребенки 27, зубья которой расположены в пазах плиты 25, и двух захватных гребенок 28, расположенных на плите 25 и
подпружиненных относительно основания 1 пружинами 29 в направлении, перпендикулярном направлению расположения зубьев фиксирующей гребенки 27. Фиксирующая гребенка 27 расположена в углублении корпуса 24 и ограничена в вертлкальном направлении плитой 25, а захватные гребенки 28 взаимодействуют с электромагнитом 30 через рычаги 31 и 32. Зона действия пружин 29 ограничена упорами 33 для уточнения симметрии гребенок 27 и 28. Поверхность плиты 25 с поверхностями взаимно перпендикулярных зубьев гребенок 27 и 28 образуют ограниченное пространство для фиксации пружин 11 со всех сторон. Механизм подачи ламелей выполнен в виде смонтированных на платформе 34, закрепленной на штоке пневмоцилиндра 2, колонн 35, ползуна 36 и емкости 37 для ламелей 38, состоящей из двух щек, имеющих на плоскостях разъема фигурные пазы, образующие полости для попарного размещения ламелей 38. Платформа 34 жестко связана с запрессовочным пуансоном 3, а колонны 35 фрикционно, посредством эластичных колец 38, регулируемых гайками 40, с ползуном 36. Ход ползуна 36 ограничен упорами 41 и 42. Емкость 37 установлена на запрессовочном пуансоне 3 с возможностью относительного перемещения и быстрой смены. Управление устройством осуществляется автоматически посредством путевых переключателей, последовательно подающих сжатый воздух в рабочие полости пневмоцилиндров, и элементов блокировки, оснащенных фотоэлементом. Устройство имеет электрическую схему для ручного управления отдельными механизмами.
Устройство для сборки запрессовкой радиодеталей работает следующим образом.
Из бункера 4 скобообразные пружины 11 попадают на ножевой захват 5 и размещаются на нем соориентированными. Толкатель 8, приводимый в движение пневмоцилиндром 8, сдвигает скобообразные пружины 11 до упора 14 вплотную. Когда участок а ножевого захвата 5 заполнен скобообразными пружинами 11 вплотную, вал 12 через щкив 21 под воздействием электромагнита 23 совершает поворот на 180°, при этом пружины 11, взаимодействующие с ловителями 10 изменяют свое положение и перемещаются на поверхность плиты 25, где фиксируются в пазах гребенки 27 и подпружиниваются захватными гребенками 28 до упоров 33. В момент взаимодействия рычага 32 с упорами 33 подается команда на электромагнит 23, по которой происходит
поворот вала 12 в обратную сторону под воздействием пружины 22. Ловители 10 возвращаются в исходное положение, а скобообразные пружины 11 остаются зафиксированными на рабочей позиции. В момент возвращения ловителей 10 в исходное положение подается команда на пневмоцилиндр 2, по которой ползун 36 доходит до упоров 41, а емкость 37 нижним торцом касается пружины 11, при этом запрессовочный пуансон 3 продолжает перемещаться вдоль емкости 37, перемещая попарно уложенные ламели 38. Перемещение прекращается после запрессовки пары ламелей 38 в скобообразные пружины 11, заранее установленные на позиции сборки.
После операции сборки ламелей 38 с пружинами 11 пневмоцилиндр 2 возвращает ползун 36 до упоров 42, а торец запрессовочного пуансона 3 остается в соприкосновении с ламелями 38, находящимися в емкости 37. Ход запрессовочного пуансона 3 вниз на один щаг больше хода ползуна 36 за счет пробуксовки колонн 35 относительно ползуна 36. По возвращению исполнительного органа в исходное положение подается команда на электромагнит 30, который через рычаги 31 и 32 раздвигает захватные гребенки 28, а подпружиненая фиксирующая гребенка 27 выталкивает готовое изделие выше поверхности захватных гребенок 28 и оно под воздействием струи
сжатого воздуха поступает в тару готовых изделий. Цикл повторяется автоматически до истощения емкости 37. Затем устанавливается заряженная ламелями емкость 37, для чего запрессовочный пуансон 3 выдвигается из полости емкости 37 органом ручного управления.
Устройство для сборки запрессовкой радиодеталей по сравнению с базовым, принятым за прототип, обеспечивает надежность сборки и повышение производительности.
/7
Ч
19
i
(AL
f8
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки | 1985 |
|
SU1391857A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Устройство для сборки прессовых соединений деталей | 1977 |
|
SU781006A1 |
| Устройство для запрессовки штифтов | 1988 |
|
SU1637997A1 |
| Автомат для запрессовки деталей типа вал-втулка | 1982 |
|
SU1109305A1 |
| Устройство для базирования выводов радиоэлементов с многорядным расположением выводов | 1989 |
|
SU1706070A1 |
| Устройство для сборки деталей запрессовкой | 1986 |
|
SU1493435A1 |
| Устройство для захвата и транспортировки изделий | 1975 |
|
SU677859A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СБОРКИ РАДИОДЕТАЛЕЙ С ОСЕВЫМИ ПРОВОЛОЧНЫМИ ВЫВОДАМИ | 1965 |
|
SU216081A1 |
| Устройство для мерной резки заготовок из проволоки преимущественно в установках для изготовления и укладки выводов в кассеты | 1985 |
|
SU1365154A1 |
1. УСТРОЙСТВО ДЛЯ СБОРКИ ЗАПРЕССОВКОЙ радиодеталей, преимущественно подпружинеиных гнезд разъемов в виде двух ламелей и скобообразных пружин, содержащее смонтированные на основании рабочий исполнительный орган с запрессовочным пуансоном, механизм подачи скобообразных пружин е бункером и ловителями для пружин, механизм ориентации пружин, a также механизм подачи ламелей, отличающееся тем, что, с целью повышения надежности и производительности, механизм подачи скобообразных пружин выполнен в виде неподвижного ножевого захвата с поперечными, пазами на рабочей кромке, приводного толкателя, установленного с возможностью перемещения по ножевому захвату, при этом ловители установлены в поперечных пазах ножевого захвата с возможностью поворота в вертикальной плоскости, a бункер установлен с возможностью перемещения относительно ножевого захвата в вертикальной и горизонтальной плоскостях, механизм ориентации пружин выполнен в виде плиты для установки пружин с пазами, подпружиненной относительно основания фиксирующей гребенки, зубья которой расположены в пазах плиты, и двух захватных гребенок, расположенных на плите и подпружиненных относительно основания в направлении, перпенi дикулярном направлению расположения зубьев фиксирующей гребенки. (Л 2. Устройство по п. 1, отличающееся тем, что механизм подачи ламелей выполнен в виде емкости для ламелей, установленной на запрессовочном пуансоне с возможностью относительного перемещения.
Фиг. 1
21 12
Фиг. 2
В-В
Фт.
////Y// (Риг.7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для запрессовки деталей типа скобообразной пружины | 1973 |
|
SU492372A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
