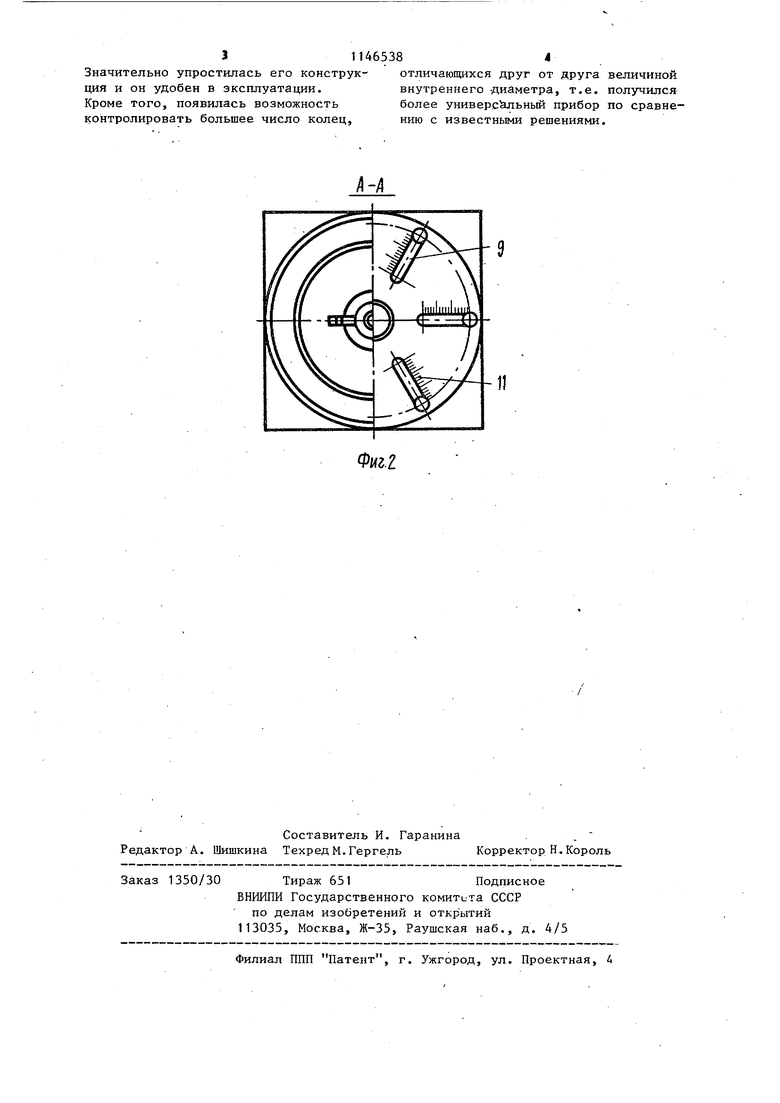
Изобретение относится к измерительной технике, а именно к устройствам для измерения линейных размер деталей. Известен прибор для измерения диаметров лeгкcдeфopмиpye ыx детале например резиновых колец, имеющий вертикальную стойку, измерительный калибр и базовьш столик l . Недостатком данного устройства является то, что контролируемое (измеряемое) кольцо насаживается на калибр под действием давления груза что сшмсает точность контроля за счет деформации кольца. Кроме того, этот прибор сложен в изготовлении и эксплуатации. Наиболее близким к изобретению по технической сущности является прибор для контроля диаметра легкодеформируемых деталей, содержащий основание, конусный калибр, установ ленньш на нем, базовый столик, расположенный соосно оси калибра и уст новленньй с возможностью осевого перемещения вдоль него, и отсчетный узел 2 . Однако поскольку нет контроля центровки резинового кольца на базовом столике относительно калибра и возможетн перекос кольца на калибре, снижается достоверность получае мых результатов о соответствии диаметра испытываемого кольца соответствующему типоразмеру. , Цель изобретения - повьшение точности контроля. Поставленная цель достигается тем, что в приборе для контроля диаметра легкодеформируемых деталей, содержащем основание, конусньй калибр, установленный на нем, базовый столик, расположенный соосно оси калибра и установленный с возможностью осевого перемещения вдоль него и отсчетный узел, базовый столик ус тановлен с возможностью поворота от носительно оси калибра. На фиг.1 изображен предлагаемьш прибор, общий вид; на фиг.2 - то же сечение по А-А на фиг.1. Прибор содержит основание 1, в котором вертикально установлен резь бовой стержень 2, закрепленный конт гайкой 3. На стержне 2 установлен кбнусный калибр 4, закрепленный посредством гайки-барашка 5. На боковой поверхности калибра 4 имеется отсчетный узел, выполненный в виде кольцевых рисок 6 и 7. Под калибром 4 размещен базовый столик 8, имеющий радиальные пазы 9, вьшолненные сквозными по вертикали. В пазах 9 размещены штыри 10, которые могут быть переставлены в плоскости базового столика 8. На поверхности базового столика 8 у пазбв 9 нанесены риски 11, посредством которых выверяется положение щтырей 10. Штыри закрепляются в нужном поло.жении гайками-барашками 12.. Контроль диаметров легкодеформируемых деталей, например резиновых колец, осуществляется следующим образом. Выбирается необходимьш размер конусного калибра 4 и посредством гайки-барашка 5 закрепляется на стержне 2. После этого устанавливается необходимая высота стержня 2 так, чтобы конусный калибр 4 оказался на уровне глаз испытателя и посредством контргайки 3 стержень закрепляется в основании 1. Штыри 10 устанавливаются в пазах 9 по окружности, диаметр которой соответствует диаметру контролируемого кольца 13, и выверяются при помощи рисок 11, После этого штыри закрепляются в выбранном положении гайками-барашками 12. На вершины штырей 10 укладьшают контролируемое кольцо 13, при этом кольцо должно находиться выше риски 6, и приводят во вращение базовый столик 8. Когда кольцо 13, опускаясь, начинает соприкасаться с конусным калибром 4, то за счет трения кольца 13 о боковую поверхность калибра происходит самоцентрирование его относительно последнего. Момент окончания опускания кольца 13 устанавливается по прекращению его вращения вокруг калибра 4. После этого можно судить о годности кольца. Так, если кольцо 13 находится между рисками 6 и 7, то оно считается соответствующим своему типоразмеру, а если вьште риски 6 или ниже риски 7, то оно бракуется. Благодаря использованию прибора предлагаемой конструкции для контроля легкодеформируемых колец повысилась точность контроля за счет обеспечения соосности измерительного калибра и контролируемого изделия.
311465384
Значительно упростилась его конструк- отличающихся друг от друга величиной ция и он удобен в эксплуатации. внутреннего диаметра, т.е. получился Кроме того, появилась возможность более универс ьный прибор по сравнеконтролировать большее число колец, нию с известными решениями.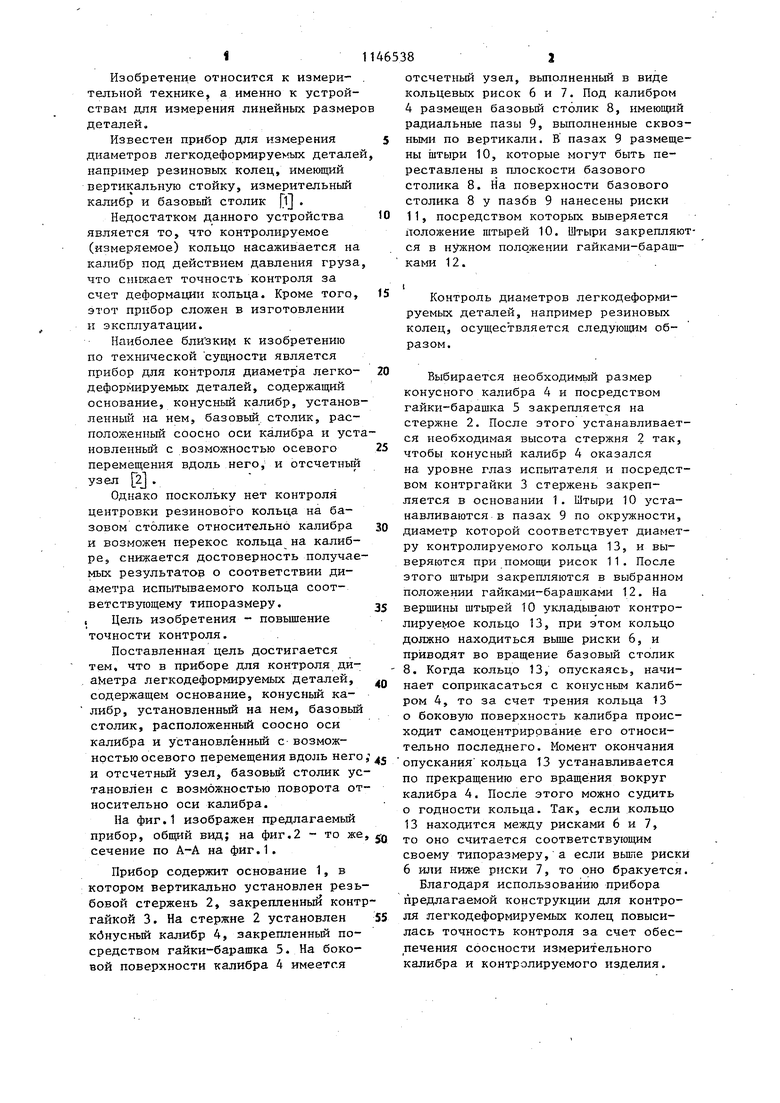
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для контроля параметров фаски отверстий деталей | 1980 |
|
SU937980A1 |
| КАЛИБР ДЛЯ КОНТРОЛЯ ГЛУБОКИХ КОНУСНЫХ ОТВЕРСТИЙ | 2024 |
|
RU2830142C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ МЕЖОСЕВОГО РАССТОЯНИЯ, НЕПАРАЛЛЕЛЬНОСТИ И СКРЕЩИВАНИЯ ОСЕЙ ОТВЕРСТИЙ ШАТУНА ДВИГАТЕЛЯ | 1995 |
|
RU2148786C1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ КОНУСОВ | 1992 |
|
RU2057289C1 |
| Устройство для контроля диаметра цилиндрических деталей | 1989 |
|
SU1747864A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ОТВЕРСТИЙ БУКС КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2003 |
|
RU2247315C1 |
| Устройство для контроля симметричности заточки инструментов | 1989 |
|
SU1696840A1 |
| Устройство для контроля расположения поверхностей | 1990 |
|
SU1784835A1 |
| Устройство для контроля внутренних диаметров полых цилиндрических деталей | 1986 |
|
SU1388694A1 |
| СПОСОБ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И ПАРАМЕТРОВ ТРУБ И МУФТ К НИМ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЭЛЕМЕНТОВ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, А ТАКЖЕ КАЛИБР-КОЛЬЦО И КАЛИБР-ПРОБКА | 2010 |
|
RU2434200C1 |
ПРИБОР ДЛЯ КОНТРОЛЯ ДИАМЕТРА ЛЕГКОДЕФОР ИРУЕМЫХ ДЕТАЛЕЙ, содержащий основание, конусный калибр, установленный на нем, базовый столик, расположенный соосно оси калибра и установленньш с возможностьюосевого перемещения вдоль него, и отсчетный узел, отличающимися тем, что, с целью повышения точности контроля, базовый столик установлен с возможностью поворота относительно оси калибра.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ РЕЗИНОВЫХ 'КОЛЕЦ | 0 |
|
SU247514A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
