Предметом изобретения является многоэтажный пресс для изготовления изделий из пластмасс.
Особенностью описываемого пресса является то, что с целью повышения качества прессования на его верхних прессующих плитах установлены нагревательные элементы, а в нижних плитах размещены каналы для прохождения через них хладоагента.
Другой особенностью пресса является то, что для размыкания пресс-форм и выталкивания изделий, в верхней части пресса установлено распрессовывающее устройство, взаимодействующее с рабочим гидроцилиндром пресса через колонну, состоящую из пресс-форм и плит.
Третьей особенностью пресса является то, что, с целью механизации процесса загрузки и разгрузки пресс-форм, по бокам пресса установлены две подъемно-опускные от гидроцилиндра полочные этажерки, взаимодействующие с гребенчатым толкателем, соединенным с рабочим цилиндром гидропривода.
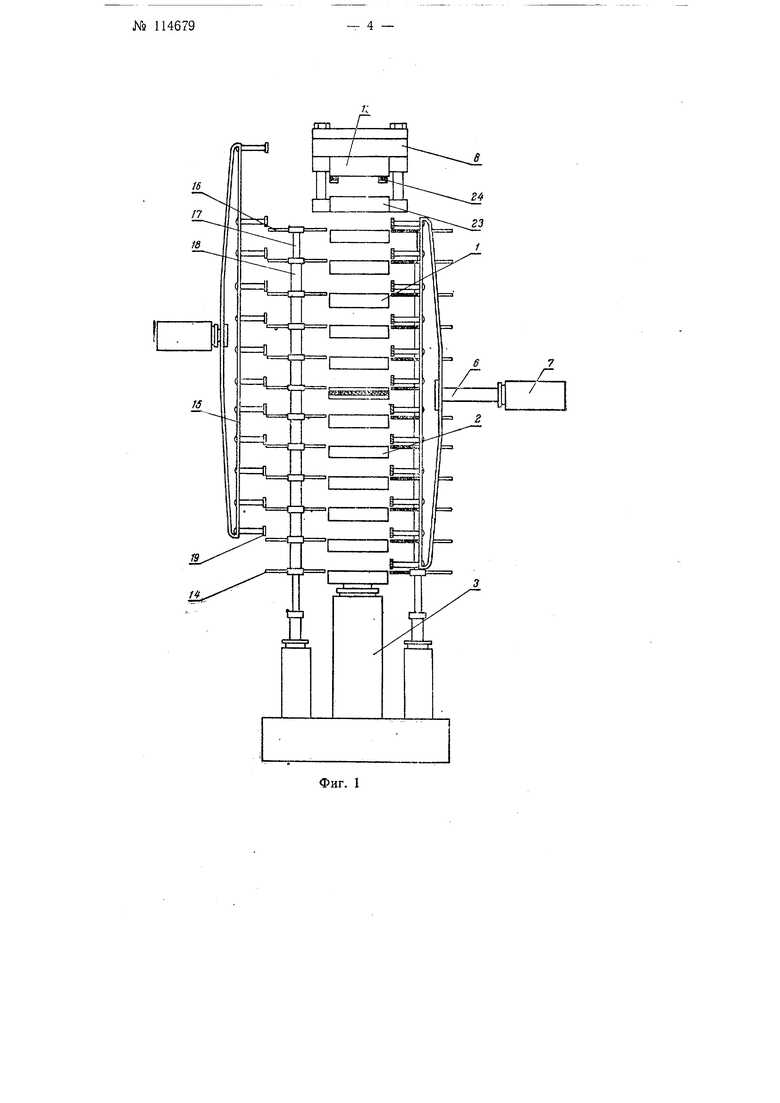
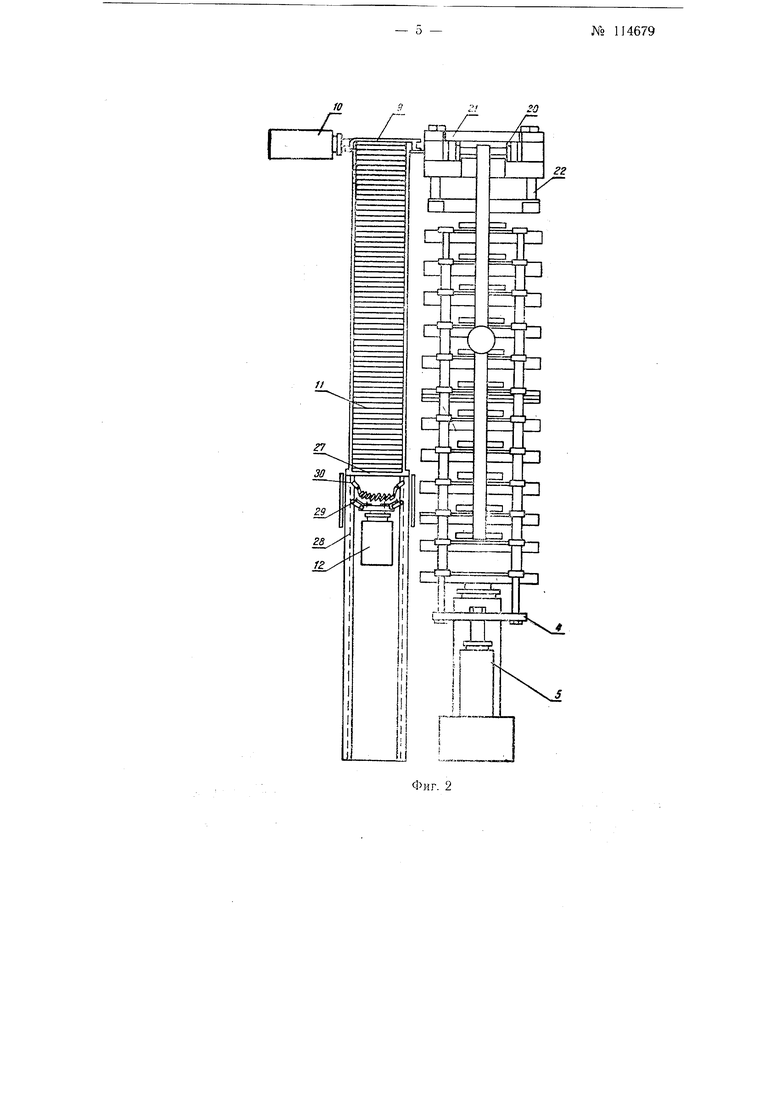
На фиг- 1 изображен продольный вид пресса; на фиг. 2 - вид сбоку; на фиг. 3 - частичный разрез пресса по толкателям и пресс-форме.
Многоэтажный пресс включает в себя следующие основные узлы и механизмы: узел прессования, состоящий из плит 1, 2 и гидропривода 5, две этажерки 4 с гидроприводами 5, два толкателя 6 с гидроприводами 7, узел распрессовки 8, подающе-сбрасывающее устройство, состоящее из кассеты 5 с гидроприводом 10, магазин П с гидроприводом 12.
Узел прессования представляет собой набор нагревательных плит /, расположенных в верхней части пресса, и охлаждающих плит 2 с каналами для прохождения через них хладоагента, расположенных в нижней части пресса.
Гидропривод 5 установлен в нижней части пресса, его плунжер, свяМ 114679
занный с охлаждающей плитой, при прессовании прижимает колонну, состоящую из плит и пресс-форм, к верхней неподвижной плите 13 пресса, которая является основанием узла распрессовки.
С целью механизации процесса загрузки и разгрузки пресс-форм, по бокам пресса установлены две подъемно-опускные полочные этажерки 4, взаимодействующие с гребенчатым толкателем, соединенным с рабочим цилиндром гидропривода.
4 состоят из полок 14, связанных с гидроприводом 5. Все полки 14 имеют прорези для прохода стойки 15 толкателя 6. Верхняя полка 16 соединена с гидроприводом штангами 17, все остальные полки связаны с ним полыми колонками 18. Это сделано потому, что ход верхних ПОЛОК больще, чем всех остальных. Поэтому при работе гидропривода (например, вверх) сначала начинают подниматься верхние полки, а затем - все остальные.
Толкатель 6 состоит из вертикальной стойки, к которой крепятся упоры 19, расположенные один над другим на расстоянии, равном шагу плит пресса. Стойка толкателя соединена с плунжером гидропривода 7, от которого толкатель получает движение для перестановки пресс-форм с полок на плиты пресса и в распрессовку (для левого толкателя).
Узел распрессовки располагается на верхней неподвижной плите пресса и состоит из подвижных упоров 20 и неподвижных упоров 21. Подвижные упоры 20 колонками 22 соединены с верхней подвижной плитой 23 пресса. В верхней неподвижной плите 13 пресса установлены толкатели 2 с пружинными возвратами.
При подъеме верхней подвижной плиты, она упирается в эти толкатели и поднимает их, а они в свою очередь через толкатели 25, вмонтированные в пресс-форму 26, выталкивают отпрессованное изделие из гнезд пресс-формы. При подъеме подвижных упоров происходит размыкание пресс-формы. При опускании верхней подвижной плиты пресса одновременно с ней опускаются подвижные упоры 20 с находящейся в них верхней половиной пресс-формы и пресс-форма смыкается.
Подающе-сбрасывающее устройство состоит из кассеты 9, с гидроприводом 10. После очередного сбрасывания готового изделия и загрузки пресс-формы таблеткой, кассета возвращается в свое положение и в нее снизу подается таблетка. При рабочем ходе кассеты она своей последней частью сбрасывает вытолкнутое из гнезд пресс-формы готовое изделие и, продолжая двигаться вперед, устанавливает на прессформе таблетку. При обратном ходе кассеты таблетка остается на прессформе.,
Магазин // представляет собой шахту, загружаемую таблетками.
Дно шахты 27 подвижное и связано с двумя рейками 28, которые через подвижные собачки 29 получают движение от гидропривода 12. : Движение реек, а следовательно и таблеток вверх на шаг, равный толщине таблетки, производится .подвижными собачками 29. При обратном ходе гидропривода 12 и связанных с ним собачек 29, опусканию реек и дна шахты 27 препятствуют тормозящие неподвижные собачки 5
Работа пресса осуществляется следующим образом.
В начальный момент цикла пресс-формы находятся на плитах пресса и на левой этажерке; обе этажерки находятся в нижнем положении. Затем происходит включение гидропривода пресса 3 и плиты вместе с пресс-формами, двигаясь вверх, прижи.маются к верхней неподвижной плите 13. Верхняя подвижная плита 23 через колонки 22 передает усилие подвижным упорам распрессовки и пресс-форма, находящаяся в распрессовке, размыкается. Одновременно при движении верхней под-, вижной плиты 23 вверх, она нажимает на толкатели 24, вмонтированные в неподвижной плите 13, а те в свою очередь поднимают толкатели 25, находящиеся в пресс-форме, и отпрессованное изделие выталкивается из гнезда.
Затем срабатывают гидроприводы 5 этажерок 4 и полки поднимаются на шаг плит (кроме верхней). Верхняя полка 16, благодаря штангам 17, проходящим через полые колонки 18, проделывает большой ход и устанавливается на уровне неподвижной плиты 13, т. е. на уровне распрессовки.
Далее срабатывает гидропривод 10 подающе-сбрасывающего у;-;тройства, который, подавая на раскрытую пресс-форму кассету 9, сбрасывает отпрессованное изделие и одновременно доставляет на прессформу таблетку. При обратном ходе кассеты таблетка остается на пресс-форме.
После окончания очередного периода прессования, плиты пресса возвращаются в исходное положение, устанавливаясь на уровне полок этажерок. Одновременно опускаются подвижные упоры 20 распрессовки и пресс-форма смыкается.
После этого срабатывает левый толкатель, который своими упорами 19 сталкивает пресс-формы с полок левой этажерки, наталкивается на пресс-формы, стоящие на плитах пресса, и переталкивает последние на правую этажерку. Одновременно верхний упор левого толкателя аналогичным образом переталкивает загруженную таблеткой сомкнутую пресс-форму из распрессовки на верхнюю полк,у правой этажерки и в распрессовке таким -образом- устанавливается новая пресс-форл а.
После этого обе этажерки опускаются на щаг плит и срабатывает правый толкатель, который вталкивает пресс-формы, находящиеся же на плитах пресс-формы возвращаются на полки левой этажерки.
Таким образом происходит цикл прессования. После возврата подающе-сбрасывающего устройства в исходное положение, срабатывает гидропривод 12 магазина 11, который, упираясь подвижными собачками 29 в рейки 28, поднимает весь щтабель таблеток на высоту, равную толщине одной таблетки. Собачки 30 установлены для того, чтобы при обратном ходе собачек 29 рейки 28 оставались на месте.
1.Многоэтажный пресс для изготовления изделий из пластмасс, выполненный в виде расположенных друг над другом прессующих плит, из которых нижняя связана со штоком рабочего цилиндра гидропривода, отличающийся тем, что, с целью повыпхеыия качества прессования, на его верхних прессующих плитах установлены нагревательные элементы, в нижних плитах размещены каналы для прохождения через них хладоагента.
2.Форма выполнения пресса по п. 1, отличающаяся тем, что для размыкания пресс-форм и выталкивания изделий, в верхней части пресса установлено распрессовывающее устройство, взаимодействующее с рабочим гидроцилиндром пресса через колонну, состоящую из пресс-форм и плит.
3.Форма выполнения пресса по пп. 1, 2, отличающаяся тем, что, с целью механизации процесса загрузки и разгрузки пресс-форм, по бокам пресса установлены две подъемно-опускные от гидроцилиндра полочные этажерки, взаимодействующие с гребенчатым толкателем, соединенным с рабочим цилиндром гидропривода.
3 -№ 114679
Предмет изобретения
со
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для прессования изделий | 1956 |
|
SU110963A1 |
| Ротационный пресс-автомат | 1957 |
|
SU115371A1 |
| Поточная линия для изготовления и упаковки, например, школьных тетрадей | 1959 |
|
SU131359A1 |
| Автоматический агрегат для производства изделий из термоактивных прессматериалов | 1958 |
|
SU129009A1 |
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
| Пресс-форма для компрессионного прессования резьбовых изделий из термореактивных материалов | 1959 |
|
SU122608A1 |
| Установка для прессования многослойных бетономозаичных плит | 1981 |
|
SU973370A1 |
| ВУЛКАНИЗАЦИОННЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1966 |
|
SU184417A1 |
| Устройство для перезарядки пресс-форм к прессу | 1989 |
|
SU1698079A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ ТАБЛЕТКАМИ ПРЕСС-МАТЕРИАЛА ПРЕСС-ФОРМ ПРЕССА | 1970 |
|
SU279029A1 |