Известна пресс-форма для прессования резьбовых изделий из термореактивных материалов, состоящая из нижней неподвижной части-матрицы, верхней подвижной части-кассеты с удвоенным числом пуансонов, и механизма свертывания изделий.
Описываемая пресс-форма позволяет повысить производительность пресса, автоматизировать процесс съема отпрессованных изделий и устранить засорение свертывающих патронов гратом.
В этих целях механизм свертывания изделий смонтирован в одном общем узле этажно к кассете, поворачивающейся в разъеме пресс-формы на 180° вокруг горизонтальной оси. Пресс-форма снабжена съемником свернутых изделий, обеспечивающим автоматическое их удаление.
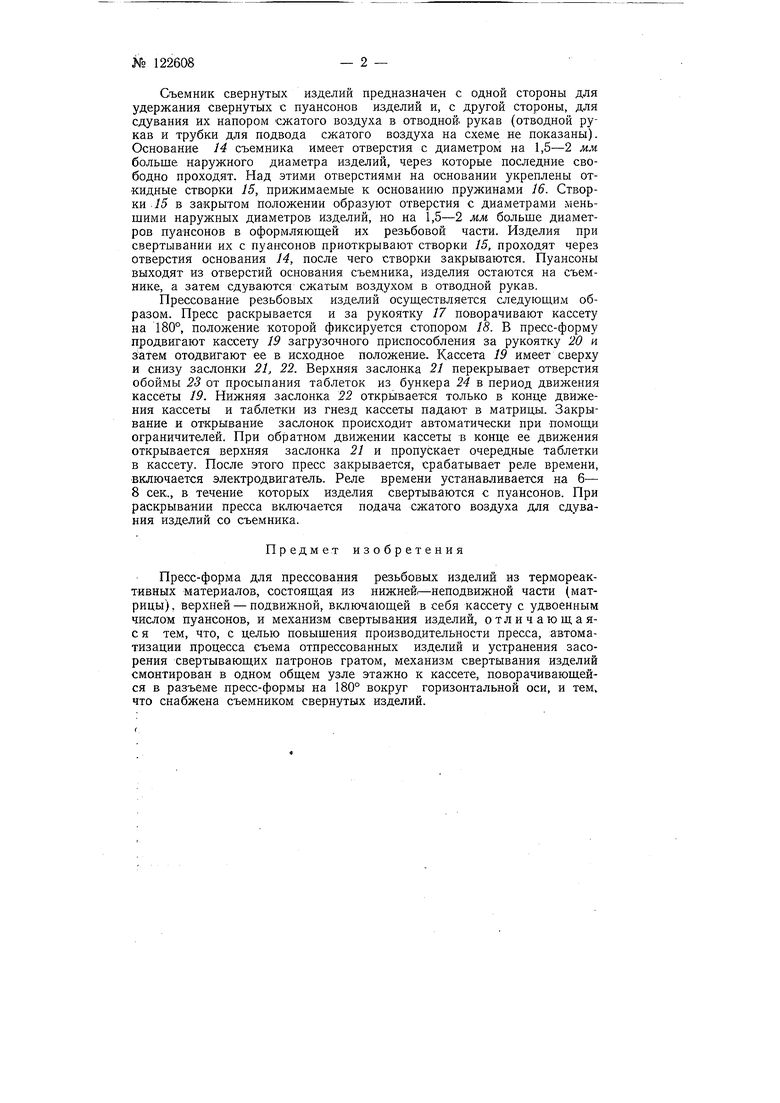
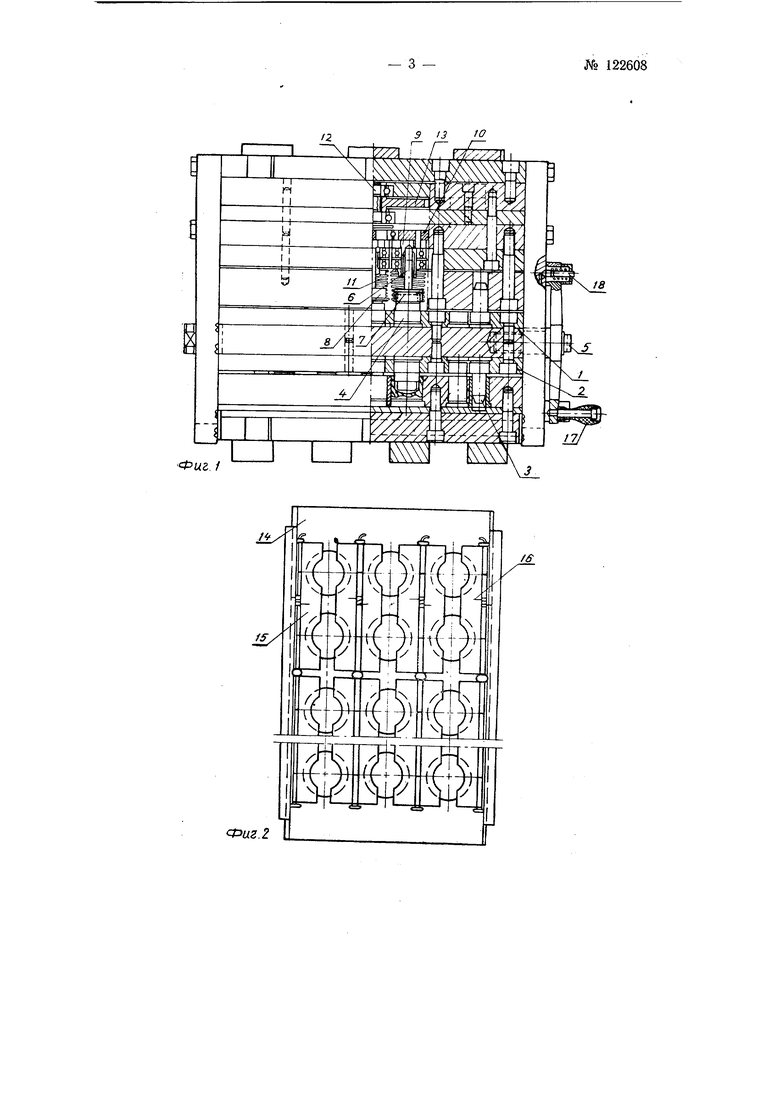
На фиг. 1 изображена пресс-форма с частичным разрезом; на фиг. 2-схема съемника приспособления; на фиг. 3-схема устройства, загружающего таблетки термореактивного материала в пресс-форму.
Нижняя неподвижная часть пресс-формы-матрицы аналогичны матрицам известной пресс-формы. Верхняя подвижная часть прессформы-кассета состоит из плиты / обогрева, двух обойм 2, четырех направляющих колонок 3, пуансонов 4 (удвоенных по отношению к числу матриц), и двух полуосей-болтов 5, на которых кассета имеет возможность поворачиваться на 180° в разъеме пресс-формы вокруг горизонтальной оси.
Механизм свертывания изделий смонтирован в одном общем узле с пресс-формой этажно к кассете и имеет свертывающие подпружиненные патроны 6, 7, 8, которые посредством эксцентриков 9 и подвижной плиты 10 свертывают изделия с пуансонов. Во время свинчивания патроны, помимо вращательного движения имеют возможность перемещаться вертикально вверх, сжимая пружину //. Подвижная плита 10 приводится в движение коленчатым валом 12 привода через шестерню 13 и редуктор от электродвигателя.
№ 122608
Съемник свернутых изделий предназначен с одной стороны для удержания свернутых с пуансонов изделий и, с другой стороны, для сдувания их напором сжатого воздуха в отводной, рукав (отводной рукав и трубки для подвода сжатого воздуха на схеме не показаны). Основание 14 съемника имеет отверстия с диаметром на 1,5-2 мм больше наружного диаметра изделий, через которые последние свободно проходят. Над этими отверстиями на основании укреплены откидные створки 15, прижимаемые к основанию пружинами 16. Створки J5 в закрытом положении образуют отверстия с диаметрами меньшими наружных диаметров изделий, но на 1,5-2 мм больше диаметров пуансонов в оформляюш,ей их резьбовой части. Изделия при свертывании их с пуансонов приоткрывают створки 15, проходят через отверстия основания 14, после чего створки закрываются. Пуансоны выходят из отверстий основания съемника, изделия остаются на съемнике, а затем сдуваются сжатым воздухом в отводной рукав.
Прессование резьбовых изделий осуш,ествляется следующим образом. Пресс раскрывается и за рукоятку 17 поворачивают кассету на 180°, положение которой фиксируется стопором 18. В пресс-форму продвигают кассету 19 загрузочного приспособления за рукоятку 20 и затем отодвигают ее в исходное положение. Кассета 19 имеет сверху и снизу заслонки 21, 22. Верхняя заслонка 21 перекрывает отверстия обоймы 23 от просыпания таблеток из бункера 24 в период движения кассеты 19. Нижняя заслонка 22 открывается только в конце движения кассеты и таблетки из гнезд кассеты падают в матрицы. Закрывание и открывание заслонок происходит автоматически при помош,и ограничителей. При обратном движении кассеты в конце ее движения открывается верхняя заслонка 21 и пропускает очередные таблетки в кассету. После этого пресс закрывается, срабатывает реле времени, включается электродвигатель. Реле времени устанавливается на 6-- 8 сек., в течение которых изделия свертываются с пуансонов. При раскрывании пресса включается подача сжатого воздуха для сдувания изделий со съемника.
Предмет изобретения
Пресс-форма для прессования резьбовых изделий из термореактивных материалов, состоящая из нижней.-неподвижной части (матрицы), верхней - подвижной, включающей в себя кассету с удвоенным числом пуансонов, и механизм свертывания изделий, отличающаяс я тем, что, с целью повышения производительности пресса, автоматизации цроцесса съема отпрессованных изделий и устранения засорения свертывающих патронов гратом, механизм свертывания изделий смонтирован в одном общем узле этажно к кассете, поворачивающейся в разъеме пресс-формы на 180° вокруг горизонтальной оси, и тем, что снабжена съемником свернутых изделий.
Фиг. /
Фиг.2 и
24
Фиг.З