Известен ротационный пресс-автомат, состоящий из вращающегося стола с установленными на нем стационарными пресс-формами, поворотного механизма стола, подающего пресс-формы механизма, и загрузочно-разгрузочпого устройства.
Предлагаемый ротационный пресс-автомат повыщает производительность труда ,и обеспечивает устойчивый режим прессования. Он отличается от известных тем, что вращающийся стол имеет зубчатую щестерню, находящуюся в зацеплении с неподвижным зубчатым сектором, монтированным на станине, и взаимодействующую с пресс-формой при обкатке по неподвижному зубчатому сектору через фрикционную муфту и винтовую пару.
Гайка ,винтовой пары жестко соединена с вращающимся столом, а винт жестко связан с нижней половиной пресс-формы.
На прес.с-автомате установлены два непрерывно вращающиеся в противоположные ртороны фрикциона, поочередно обеспечивающие вращение в разные стороны фрикционной муфты после выхода зубчатой щестерни из зацепления с неподвижным зубчатым сектором.
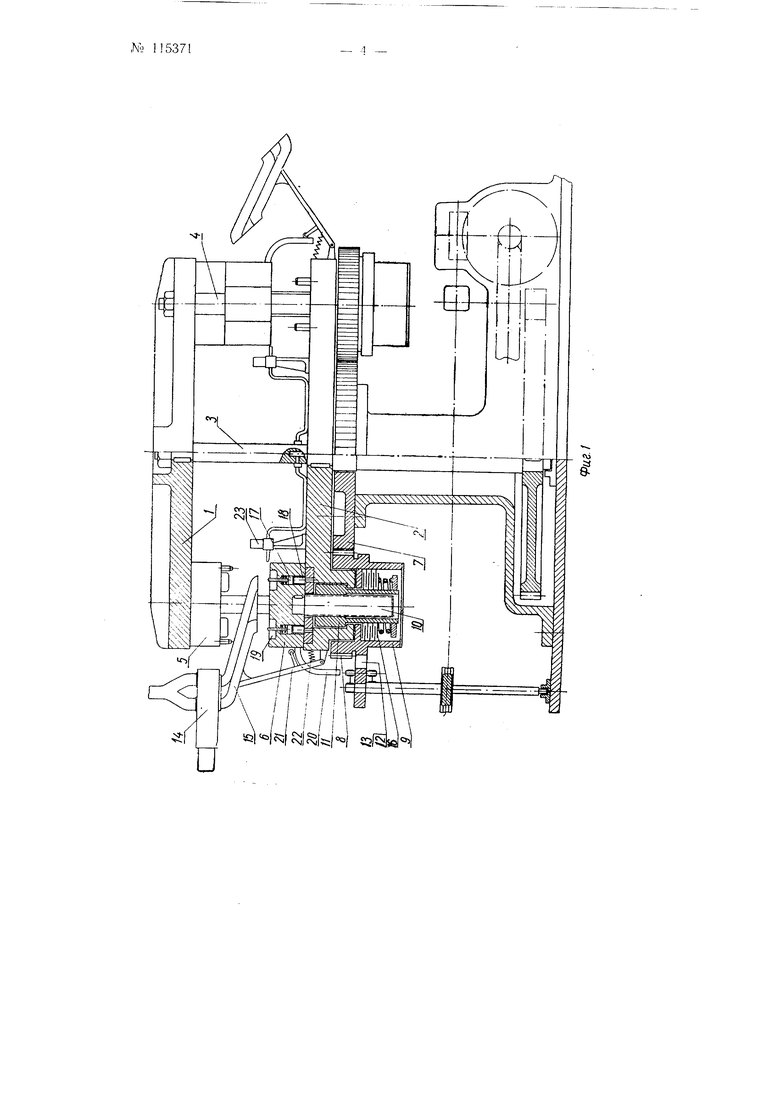
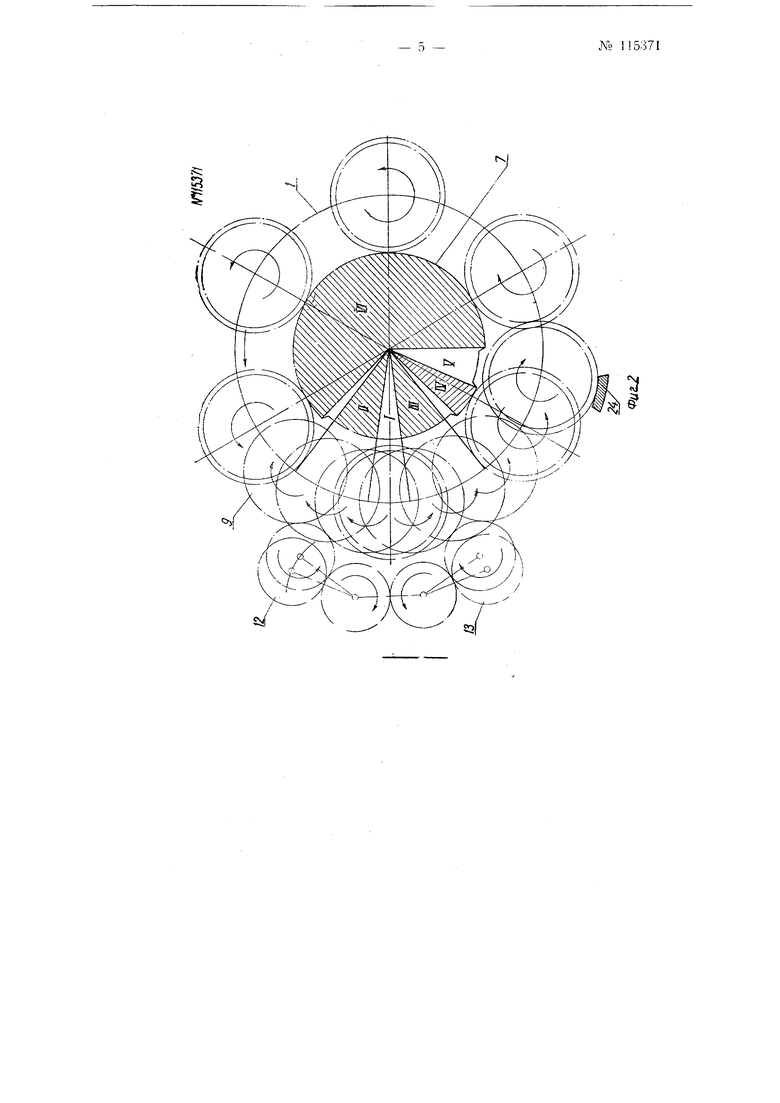
На фиг. 1 изображен вид ротационного пресс-автомата с частичны.м разрезом по вертикали; на фиг. 2 -схема вращений стола зубчатой шестерни и фрикционов.
Вращающийся стол ротационного пресс-автомата состоит из плит - (верхней / и нижней 2, жестко связанных с центральным валом 5 и колонками 4. Между плитами / и 2 на столе расположены стационарные пресс-формы, верхняя половина 5 каждой из которых жестко укреплена на нижней поверхности плиты У, а нижняя половина 6 монти-. рована на верхней поверхности плиты 2 с возможностью перемещения по вертикали.
На станине пресс-автомата укреплен неподвижный зубчатый сектор 7, с которым сцеплена зубчатая шестерня 5 фрикционной муфты 9, , № 1115371- 2 - расположенной под пресс-формой и имеющей винтовую пару, состоящую из винта to и гайки //. Для обеопечепия перемещения по вертикали нижней половины 6 inpecc-формы, гайка 11 жестко соединена с нижней плитой 2 вращающегося стола, а винт 10, с нижней половиной 6 прессформы. Длябыстрого размыкания и смыкания пресс-формы на разгрузочнозагрузочной позиции / пресс-автомата установлены два непрерывно вращающихся в противоположные стороны фрикционных колеса 12 и 13, взаимодействующих с корпусом фрикционной муфты 9. Подача заготовок, например пластмассовых таблеток, подлежащих прессованию, осуществляется питателем /4 через трубопроводы 15. Питатель 14 может быть снабжен высокочастотной установкой для предварительного разогревания прессуемого материала. При выходе зубчатой шестерни 8 из зацепления с неподвижным зубчатым сектором 7, пресс-форма входит в позицию // ее размыкания, приче м корпус фрикционной муфты 9 контактирует с вращающимся фрикционным колесом 12 и фрикционная муфта начинает быстро вращаться, передавая через диски 16 и гайку 11 лоступательное движение винту 10, который опускается вместе с нижней половиной 6 прессформы. При опускании нижней половины 6 пресс-формы подпружиненные толкатели 17 находят на упоры 18, и готовые изделия выталкиваются из гнезд 19. Одновременно, закрепленный на нижней половине 6 прессформы, фиксатор 20 освобождает рычаг 21, на котором укреплены трубопроводы 15. Под действием пружины 22 рычаг с трубопроводами устанавливается в рабочее положение. После этого пресс-форма входит в разгрузочно-загрузочную позицию //. Вначале на этой позиции срабатывает соленоидный клапан пневматического сбрасывателя 23, и готовые изделия снимаются с пресс-формы. После этого срабатывает соленоидный клапан питателя 14, и заготовки (таблетки) по трубопровод м 15 скатываются в гнезда 19 нижней половины 6 пресс-формы. При последующем повороте стола пресс-форма занимает иозицию /// смыкания ее половин. Корпус фрикционной муфты 6 контактирует с фрикционным колесом 13, вращающимся противоположно фрикционному колесу 12, и нижняя половина 6 пресс-формы подается винтом /О вверх до смыкания ее с верхней половиной 5 пресс-формы. При движении вверх фиксатор 20 отводит рычаг в сторону, и трубопроводы /5 выходят из зоны расположения пресс-формы. При дальнейщем повороте стола пресс-форма выступает в позицию IV предварительного прессования. При этом зубчатая щестерня 8 входит в зацепление с зубчатым сектором 7, и винт 10 сообщает пресс-форме усилие, необходимое для прессования. Пройдя позицию предварительного прессования, пресс-форма входит в позицию V подпрессовки, зубчатая щестерня 8 выходит из сцепления с зубчатым сектором 7 и сцепляется с другим сектором 24. Винт 10 вместе с нижней половиной 6 пресс-формы опускается на расстояние, необходимое для выхода газов, скопивщихся в гнездах 19. Далее зубчатая шестерня вновь сцепляется с зубчатым сектором 7 и начинается основной цикл прессования в позиции VI. Предмет изобретения 1. Ротационный пресс-авто(мат, состоящий из вращающегося стола с установленными на нем стационарными пресс-формами, поворотного механизма стола, подающего пресс-формы механизма, и загрузочно-разгрузочиого устройства, отличающейся тем, что, с целью увеличения производительности и создания устойчивого режима прессования, вращающийся стол имеет находящуюся в зацеплении с неподвижным зубчатым секторам, монтированным в станине, зубчатую щестерню, взаимодействующую при обкатке по неподвижному зубчатому сектору через фрикционную муфту и винтовую пару -с пресс-формой.
2..Ротационный пресс-автомат по п. 1, о т л ич а ющ и йс я тем, что, с целью обеспечения поступательпого движения нижней половине прессформы .и создания усилия прессования, гайка жестко соединена с вращающимся столом, а винт жестко сое динен с нижней половиной прессформы.
3. Ротационный пресс-автомат по п. 1, отличающийся тем. что, с целью быстрого размыкания и смыкания пресс-формы, на прессе установлены два непрерывно вращающихся в противоположные стороны фрикциона, поочередно обеспечивающих вращение в разные стороны фрикционной муфты после выхода зубчатой щестерни из зацепления с неподвижным сектором.
№ 115371
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для прессования изделий | 1956 |
|
SU110963A1 |
| Многоэтажный пресс для изготовления изделий из пластмасс | 1957 |
|
SU114679A1 |
| Поточная линия для изготовления и упаковки, например, школьных тетрадей | 1959 |
|
SU131359A1 |
| Многопозиционный пресс с нижним приводом | 1985 |
|
SU1400891A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| РОТОРНАЯ ПОЛУАВТОМАТИЧЕСКАЯ Л1НОГОСЕКЦИОННАЯ ЛААШИНА ДЛЯ ПРЕССОВАНИЯ ГРАММОФОННЫХ ПЛАСТИНОК | 1964 |
|
SU164117A1 |
| Пресс-автомат для изготовления изделий из пластмасс | 1980 |
|
SU939227A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU251810A1 |
| Пресс конвейерного типа для горячей вулканизации низа обуви | 1940 |
|
SU61593A1 |
| ДВУХЭТАЖНАЯ ПРЕСС-ФОРМА | 1973 |
|
SU376240A1 |