Изобретение касается обработки мета лов давлением и относится к штамповой оснастке. Известен штамп для вытяжки полых цеталей, содержащий пуансон, прижим и матрицу ij . Недостатком этого штампа является .незначительная глубина вытяжки, обусло ленная тем, что при вытяжке матрица контактирует с деталью по всей ее боко вой поверхности, вследствие чего величи растягивающих напряжений в опасной зоне достигает больших значений и возникаетобрью дна штампуемой детали. Наиболее близким по технической сущности и достигаемому результату к изобретению является штамп аля вытяжки полых деталей, содержащий прижим, пуансон и матрицу ;с внутренним диаме ром, превьплаюшим наружный диаметр штампуемой детали, установленную эксцентрично пуансону на торце зубчатого колеса, связанного с приводом вращения J Недостатком этого штампа является невозможность штамповки на нем деталей с различной толщиной стенки, так как он не цопускаег регулирования вытяжного зазора. Целью изобретения является -возможность штамповки деталей с различной толщршой стенки путем регулирования зазора между матрицей и пуансоном (вытяжного зазора). Указанная цель достигается тем, что в штампе для вытяжки полых деталей, содерм ащем прижим, пуансон и матрицу с внутренним диаметром, превышающим наружныйДиаметр штампуемой детали, установленную эксцентрично пуансону на торце зубчатого колеса, связанного с приводом вращения, матрица размешена на зубчатом колесе свободно а штамп снабжен узлом поджима матрицы к пуансону, выполненным в вице ролика, установленного на зубчатом колесе с аозможностью поворота вокруг своей оси
и вааимоаействующего с. наружной поверхностью матрицы.
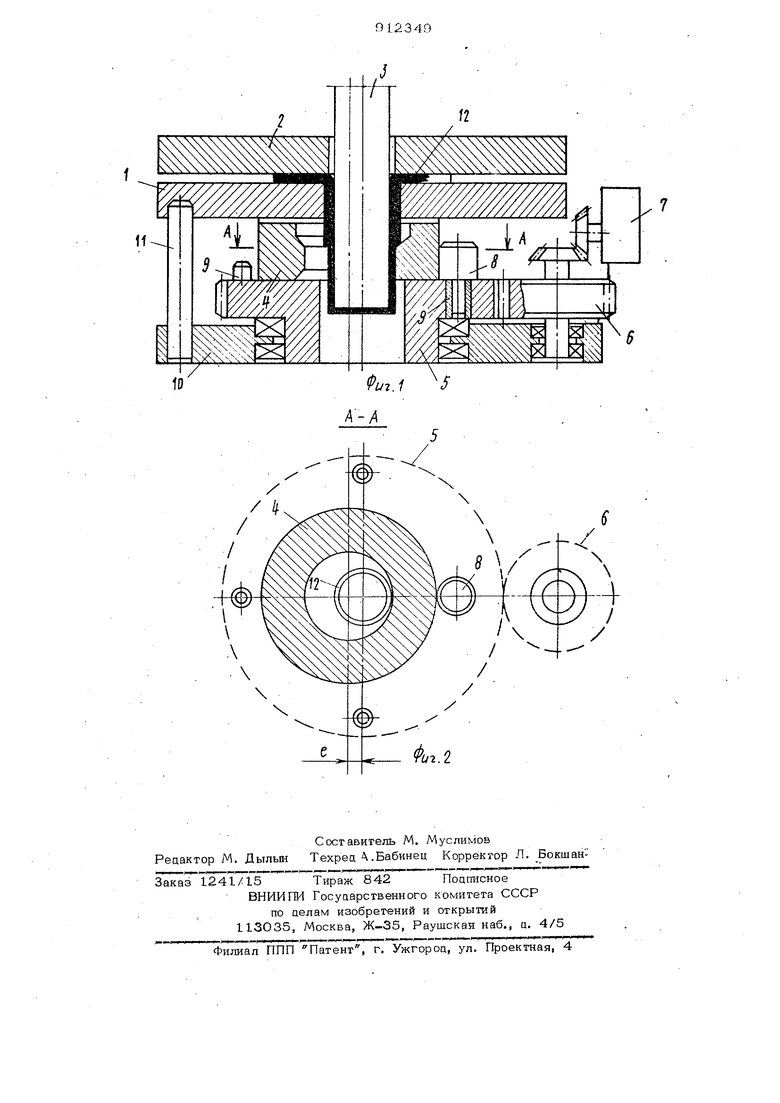
На фиг. 1 изображен штамп, общий вид, продольный разрез; на фиг. 2 - то же, разрез А-А на фиг. 1.
Штамп содержит вытяжное кольцо I прижим 2, пуансон 3, размешенную относительно него с эксцентриситетом матрицу 4, свобоано установленную на торце зубчатого колеса 5, связанного через шестерню 6 и коническую пару с приводом 7 враш.ения зубчатого колеса 5, и узел поожима матрицы 4 к пуансо ну 3, выполненный в випе ролика 8, ус-1 тановленного на зубчатом колесе 5с
возможностью поворота вокруг своей оси во втулке 9 и взаимодействующего с наружной поверхностью матрицы 4. Зубчатое колесо 5 размещено в корпусе 1О, соединенном колонками 11 с матрицей 4f имеющей внутренний диаметр, превышающий наружный диаметр штампуемой детали.
Штамп работает следующим образом.
На поверхность вытяжного кольца 1 укладывают заготовку(не показана) и прижимают прижимом 2. При движении пуансона 3 вниз осуществляется вытяжка без утонения заготовки. По мере увеличения глубины вытяжки пуансон 3 чере дефбрмируемый материал начинает контактировать с матрицей 4. Вслецствие эксцентрисистета штампуемая деташз 12 будет контактировать с матрицей 4 не всей боковой поверхностью, а только по пишш (вдоль образующей), что умень- . шает осевое усилие шт-амповки. Деформирование металла по всему,; периметру детали 12 обеспечивают вращением
ролика 8, поджимающим матрицу 4 к пуансону 3.
Преимуществом данного штампа перед навес гаым является то, что он позволяет штамповать детали с различной толщиной стенки путем регулирования вытяжного зазора, осуществляемого заменой ролика соответствующего диаметра.
Формула изобретения
Штамп для вытяжки полых деталей, содержащий прижим, пуансон и матрицу с внутренним диаметром, превышающим наружный диаметр штампуемой детали, установленную эксцентрично пуансону на торце зубчатого колеса, связанного с приводом.вращения, отличающийся тем, что, с целью возможности штамповки деталей с различной толщиной стенки путем регулирования вытяжного зазора, матргаха размещена на зубчатом колесе свободно, а штамп снабжен узлом поджима матрицы к пуансону. Выполненным в виде ролика, установленного на зубчатом колесе с возможностью поворот а вокруг своей оси и взаимодействующего с наружной поверхностью матрицы.
Источники информации, принятые во внимание при экспертизе
1.Романовский В, П. Справочник по холодной штамповке. Л., Машиностроение, 1971, с. 209, рис. 170.
2.Авторское свидетельство СССР № 608590, кл. В 21 D 37/12, 01.08.76 (прототип).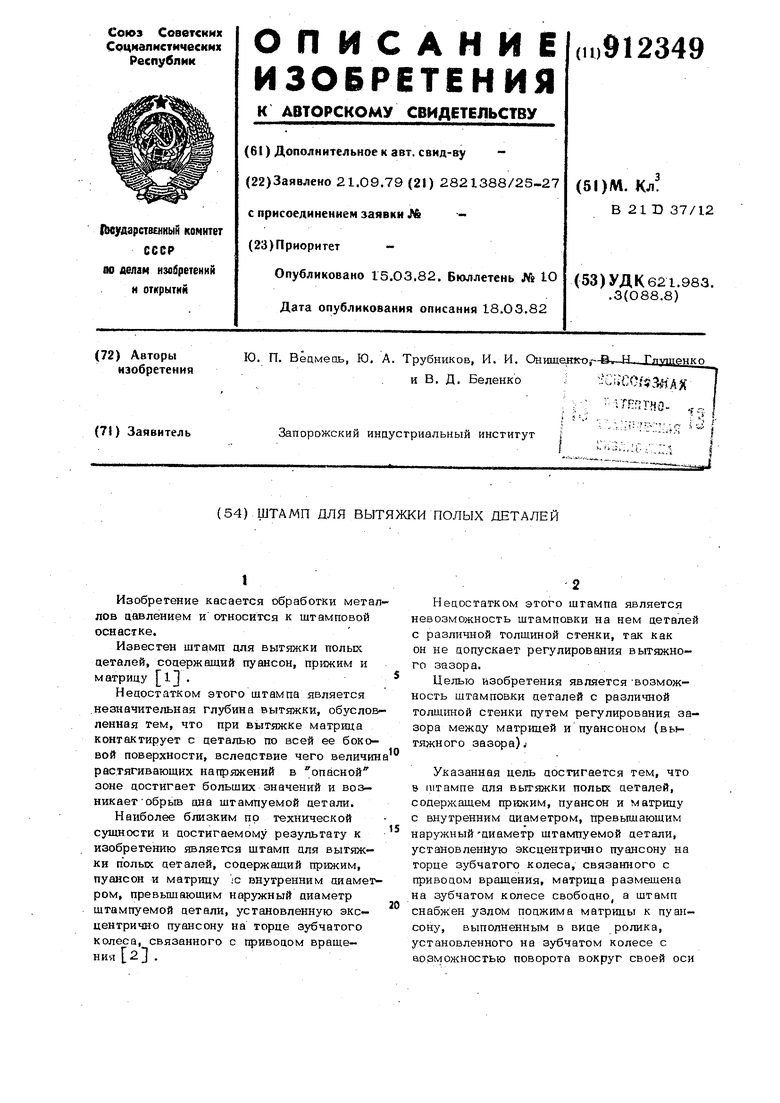
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
| Штамп для изготовления конических деталей с отогнутым фланцем | 1980 |
|
SU958013A1 |
| Штамп для вытяжки деталей | 1979 |
|
SU863089A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| Штамп для глубокой вытяжки | 1981 |
|
SU995990A1 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |