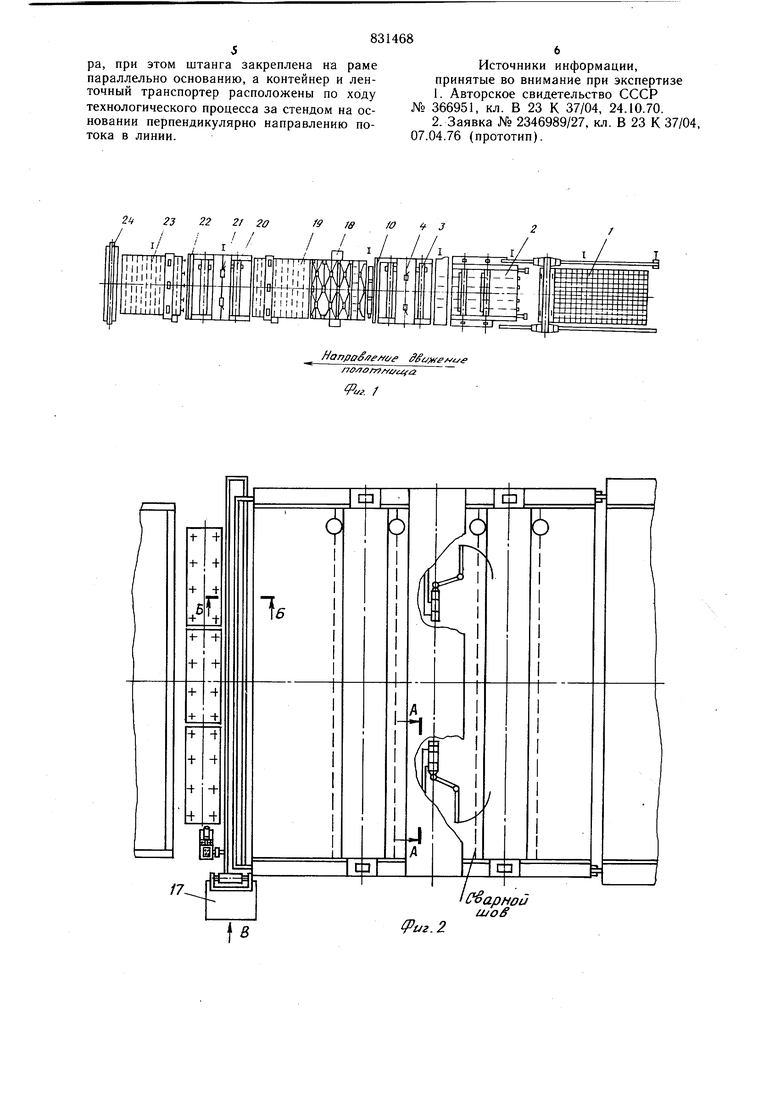
Изобретение относится к сварке, а именно к конструкции поточной линии для сборки и сварки под флюсом листов в полотнища. Предлагаемая поточная линия может найти применение при сварке листов в полотнища в производстве котлов железнодорожных цистерн. Известен стенд для сборки и двусторонней сварки листового металла в полотнище, содержащий параллельные приводные рольганги, две консольно-поворотные сварочные колонны, на которых подвешены автосварочные головки с прижимными устройствами кантователь, флюсовую подушку и механизм выравнивания листов I. Недостатком известного стенда является невозможность использования его в крупносерийном производстве ввиду низкой пропускной способности и отсутствия средств механизации вспомогательных операций, например удаления сварочного шлака. Кроме того, на стенде такой конструкции невозможно выполнять сборку и сварку полотнища, более чем из двух листов. Известна поточная линия для сборки и сварки под флюсом листов в полотнища, содержащая смонтированные на основании. расположенные в линию и соединенные транспортирующим устройством склад заготовок, стенд для сборки полотнищ со шлепперным устройством, стенды для сварки стыков каждой стороны полотнища, включающие рамы на которых на направляющих установлены сварочные головки, размещенные между стендами для сварки кантователь полотнища, а также расположенную в конце линии гибочную мащину 2. Недостатком известной поточной линии является то, что она малопроизводительна, так как не механизирована уборка щлака. Цель изобретения - повыщение производительности путем механизации уборки шлака. Указанная цель достигается тем, что первый стенд для сварки стыков в полотнища оснащен механизмом уоорки щлака, выполненным в виде установленных на раме на осях приводных поворотных щеток, причем оси поворота щеток перпендикулярны основанию, а второй стенд для сварки стыков полотнища также оснащен механизмом уборки шлака, который включает в себя неподвижную щтангу со щетками, контейнер и ленточный транспортер, при этом штанга закреплена на раме параллельно основанию, а контейнер и ленточный транспортер расположены за стендом на основании перпендикулярно направлению потока в линии. На фиг. 1 изображена поточная линия для сборки и сварки листов в полотнища в плане, общий вид; на фиг, 2 - размещение механизмов для уборки шлака на стенде сварки по отношению к свариваемым швам; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - вид В на фиг. 2. Поточная лин-ия для сборки и сварки под флюсом листов в полотнища содержит механизированный склад заготовок 1, обеспечивающий подачу листов на стенд 2 сборки полотнищ, конструкция которого предусматривает передачу собранного полотнища на стенд 3 сварки первой стороны. На середине стенда 3 сварки первой стороны установлен механизм 4 для уборки щлака, содержащий пнев.мопривод 5, связанный с рычагами 6, закрепленными на гильзах 7, которые с возможностью вращения и осевого перемещения охватывают оси 8. На осях 8 неподвижно закреплены щетки 9. В конце стенда 3 сварки первой стороны установлен механизм 10 для уборки шлака, снабженный штангой 11, установленной с подшипниками шарнирами 12 в кронштейнах 13 с возможностью опоры щетками 14 на движущееся полотнище и сброса сварочного щлака с него в бункер 15. Под бункером 15 установлен транспортер 16 с возможностью перемещения сварочного щлака в контейнер 17 Конструкция стенда 3 сварки первой стороны предусматривает подачу полотнища побле сварки в кантователь 18, смонтированный с возможностью кантовки полотнища на 180° и передачи его в этом положении через стенд 19 промежуточный на стенд 20 сварки второй стороны. На стенде 20 сварки второй стороны установлен механизм 21 уборки шлака, аналогичный по конструкции механизма 4 уборки щлака, механизм 22 уборки шлака, аналогичный механизму 10 уборки шлака. Конструкция стенда 20 сварки второй стороны предусматривает выдачу заваренного полотнища через стенд 23 отделки на гибочную мащину 24. Поточная линия для сборки и сварки под флюсом листов в полотнища работает следующим образом. Механизированным складом 1 заготовок листы подаются на стенд 2 сборки, с помощью механизмов которого собираются в полотнища и затем передаются на стенд 3 сварки первой стороны. По окончании операции сварки пневмоприводом 5 приводятся в движение рычаги 6, насаженные неподвижно на гильзы 7, при помощи которых происходит вращение осей 8, свободно перемещающихся в осевом направлении и нажимающих своим весом на поверхность свариваемого полотнища, последние в свою очередь поворачивают щетки 9 на 90° в горизонтальной плоскости. В результате этого движения щетки, находясь в исходном положении параллельно сварным швам, перемещаются в конечное положение - перпендикулярно сварным щвам,удаляя при этом сварочный шлак со стенда 3 сварки первой стороны, затем с помощью стенда полотнище движется через механизм 10 для уборки щлака и кантователь 18. При этом движении полотнище поворачивает штангу 11, установленную с подшипниками шарнирами 12 в кронштейнах 13 таким образом, что щтанга 11 опирается щетками 14 на движущееся полотнище и сбрасывает сварочный щлак в бункер 15, откуда последний транспортером 16 перемещается в контейнер 17. С помощью механизмов кантователя 18 полотнище кантуется на 180° и передается в таКОГУ1 положении через стенд 19 промежуточный на стенд 20 сварки второй стороны, где повторяются все операции, выполненные при сварке первой стороны, в том числе удаление сварочного щлака механизмов 21 и 22 для уборки шлака. Заваренное полотнище механизмами стенда 20 сварки второй стороны через стенд 23 отделки выдается на гибочную машину 24. Использование предлагаемого изобретения в сравнении с известными устройствами увеличивает пропускную способность поточной линии для сборки и сварки листов в полотнища на 10%. Формула изобретения Поточная линия для сборки и сварки под флюсом листов в полотнища, содержащая смонтированные на основании, расположенные в линию и соединенные транспортирующим устройством склад заготовок, стенд для сборки полотнищ со шлепперным устройством, стенды для сварки стыков каждой стороны полотнища, включающие рамы, на которых на направляющих установлены сварочные головки, размещенный между стендами для сварки кантователь полотнища, а также расположенную в конце линии по ходу технологического процесса гибочную мащину, отличающаяся тем, что, с целью повышения производительности путем механизации уборки щлака, один из стендов для, сварки стыков полотнища оснащен механизмом уборки шлака, выполненным в виде установленных на раме на осях приводных поворотных щеток, оси поворота которых перпендикулярны основанию, а другой стенд для сварки стыков полотнища также оснащен, механизмом уборки щлака, выполненным в виде неподвижной штанги со щетками, контейнера и ленточного транспортеpa, при этом штанга закреплена на раме параллельно основанию, а контейнер и ленточный транспортер расположены по ходу технологического процесса за стендом на основании перпендикулярно направлению потока в линии.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 366951, кл. В 23 К 37/04, 24.10.70.
2.Заявка № 2346989/27, кл. В 23 К 37/04, 07.04.76 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ ПОД ФЛЮСОМ МЕТАЛЛОКОНСТРУКЦИЙ | 1988 |
|
SU1624845A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1980 |
|
SU912468A1 |
| Поточная линия для изготовления сварных изделий | 1976 |
|
SU654373A1 |
| Поточная линия для сборки и сварки длинномерных изделий | 1979 |
|
SU872144A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Способ изготовления коробов-модулей понтонного кольца плавающей крыши резервуара | 1990 |
|
SU1779545A1 |

Han/joS/ e/f e fffej e/ f
nO/IOfrrfyf/ f2
иг. / ш.2 сварной ujoS 1-И повернуто
Воздух
