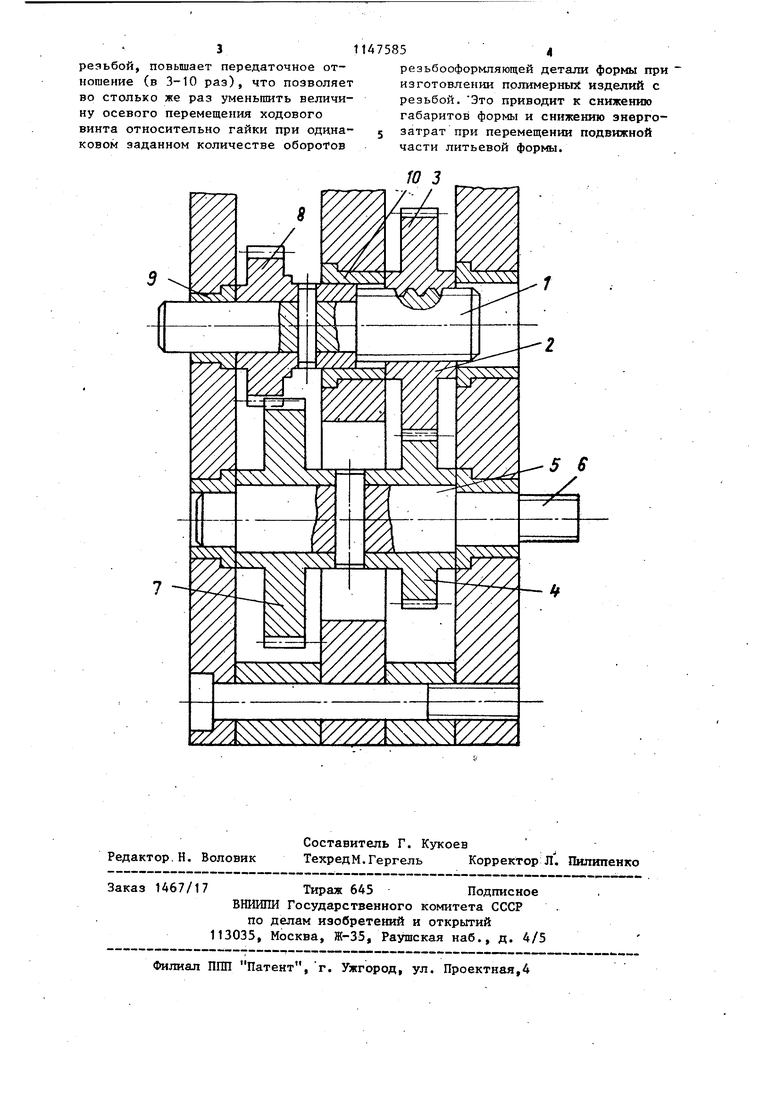
Изобретение относится к переработке полимерных материалов в изделия и может быть использовано при разработке механизмов вращения реэьбооформляющих деталей форм литья под давлением на изделия с резьбой из полимерных материалов. Известен механизм вращения резьбооформляющих деталей форм от жестк закрепленного в упоре литьевой машины ходового винта, на котором размещена гайка с закрепленным на ней зубчатым колесом зацепленным с шестерней, составляющей одно целое с резьбооформляющей деталью формы l . Недостатком данного механизма являются энергозатраты из-за, большой величины перемещения гайки, обусловленной жестким креплением ходового винта к упору литьевой, машины. Наиболее близким по технической сущности и достигаемому результату является, установленный на литьевой форме механизм вращения резьбооформляющих деталей форм при изготовлении полимерных изделий с резь бой, содержаний установленный в опорной плите формы с возможностью осевого перемещения ходовой винт с размещенной на нем гайкой с зубчатым венцом, зубчатое колесо,жестко установленное на хвостовике резьбо оформляющей детали 2J . Недостатками известного механиз ма являются повьшенные габариты формы, в которой он установлен, а также большие знергозатраты на пер мещение на заданную величину для возможности получения заданного ко личества оборотов гайки для обеспе чения полного вькода резьбооформля щей детали из изделия. Цель изобретения - уменьшение габаритов формы и снижение энергозатрат путем уменьшения хода подвижной части формы. 1 Поставленная цель достигается тем, что механизм вращения резьбооформляющих деталей форм при изготовлении полимерных изделий с резь бой, содержащий установленный в Опорной плите формы с возможностью осевого перемещения ходовой винт с размещенной на нем гайкой с зубчат венцом, зубчатое колесо, жестко ус тановленное на хвостовике резьбо52оформляющей детали, снабжён дополнительной зубчатой парой, одно колесо которой жестко установлено на хвостовике резьбооформляющей .детали, а другое жестко установлено на ходовом винте, причем винт установлен в опорной плите с возможностью вращения, а передаточное отношение дополнительной зубчатой пары не равно передаточному отношению основной зубчатой пары. На чертеже изображен механизм вращения резьбооформляющих деталей форм, встроенный в подвижную часть литьевой формы для литья изделий с резьбой из полимерных материалов. Механизм вращения состоит из установленного в опорной плите формы ходового винта 1 с размещенной на нем гайкой 2 с зубчатым венцом 3 который зацепляется с зубчатым колесом 4, жестко установленном на хвостовике 5 резьбооформляющей детали 6. Механизм также снабжен дополнительной зубчатой парой,одно колесо 7 которой жестко установлено на хвостовике 5 резьбооформляющей детали 6, а другое колесо 8 жестко установлено на ходовом винте 1« который установлен в опорной плите формы на подшипниках 9 и 10. Механизм вращения резьбооформляющих деталей форм при изготовлении полимерных изделий с резьбой работает следующим образом. При осевом перемещении ходового винта1 от хода подвижной части формы относительно гайки 2, зубчатый венец 3 и зубчатое колесо 4 получают вращение, при зтом также вращаются резьбооформляющая деталь 6 с хвостовиком 5 и зубчатым колесом 7. А так как ходовой винт 1 имеет жестко закрепленное зубчатое колесо 8, то и он также вращается. Приобретенное ходовым винтом 1 вращательное движение складывается с вращательным движением гайки 2 и колеса 7 которое получено от осевого перемещения ходового винта 1. Дпя обеспечения работоспособности механизма передаточное отношение между дополнительной и основной зубчатыми парами принято неравным. Выполнение механизма вращения резьбооформляющей детали формы при изготовлении полимерных изделий с
резьбой, повьпиает передаточное отношение (в 3-10 раз), что позволяет во столько же раз уменьшить величину осевого перемещения ходового винта относительно гайки при одинаковом заданном количестве оборотов
реэьбооформляющей детали формы при изготовлении полимерньп4 изделий с резьбой. Это приводит к снижению габаритов формы и снижению энергозатрат при перемещении подвижной части литьевой формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Литьевая форма для изготовления полимерных изделий с резьбами | 1982 |
|
SU1115912A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1984 |
|
SU1165594A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |
| Литьевая форма для изготовленияиздЕлий C ВНуТРЕННЕй РЕзьбОй | 1979 |
|
SU816767A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1388317A1 |
| Литьевая форма для изготовления полимерных изделий с внутренними резьбами | 1982 |
|
SU1034915A1 |
| Устройство для защиты резьбы,устройство для съема полимерных резьбовых изделий с резьбооформляющего элемента и литьевая форма для их изготовления | 1981 |
|
SU1068347A1 |
| Устройство для образования резьбы | 1985 |
|
SU1278103A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1366414A1 |
МЕХАНИШ ВРЩЕНИЯ РЕЗЬВООФОРМЛЯЮЩИХ ДЕТАЛЕЙ ФОРМ ПРИ ИЗГОТОВЛЕНИИ 1ЮЛЮ1ЕРНЫХ ИЗДЕЛИЙ С РЕЗЬБОЙ, содержапщй установленный в опорной штате формы с возможностью осевого перемещения ходовой винт с размещенной на нем гайкой с зубчатым венцом, зубчатое .колесо, жестко установленное на хвостовике резьбооформляющей детали, отличающийся тем, что, с целью уменьшения габаритов формы и снижения энергозатрат за счет уменьшения хода подвижной части формы, механизм снабжен дополнительной зубчатой парой, одно колесо которой жестко установлено на хвостовике резьбооформляющей детали, а другое жестко установлено на хбдовом винте, причем винт установлен в опорной плите с возможностью вращения, а передаточное отношение дополнительной зубчатой пары не равно передаточному отношению основной зубча(Л той пары.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МЕХАНИЗМ ДЛЯ СКРУЧИВАНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ | 0 |
|
SU338395A1 |
| Солесос | 1922 |
|
SU29A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Солесос | 1922 |
|
SU29A1 |
| (пр.оуотип). | |||
