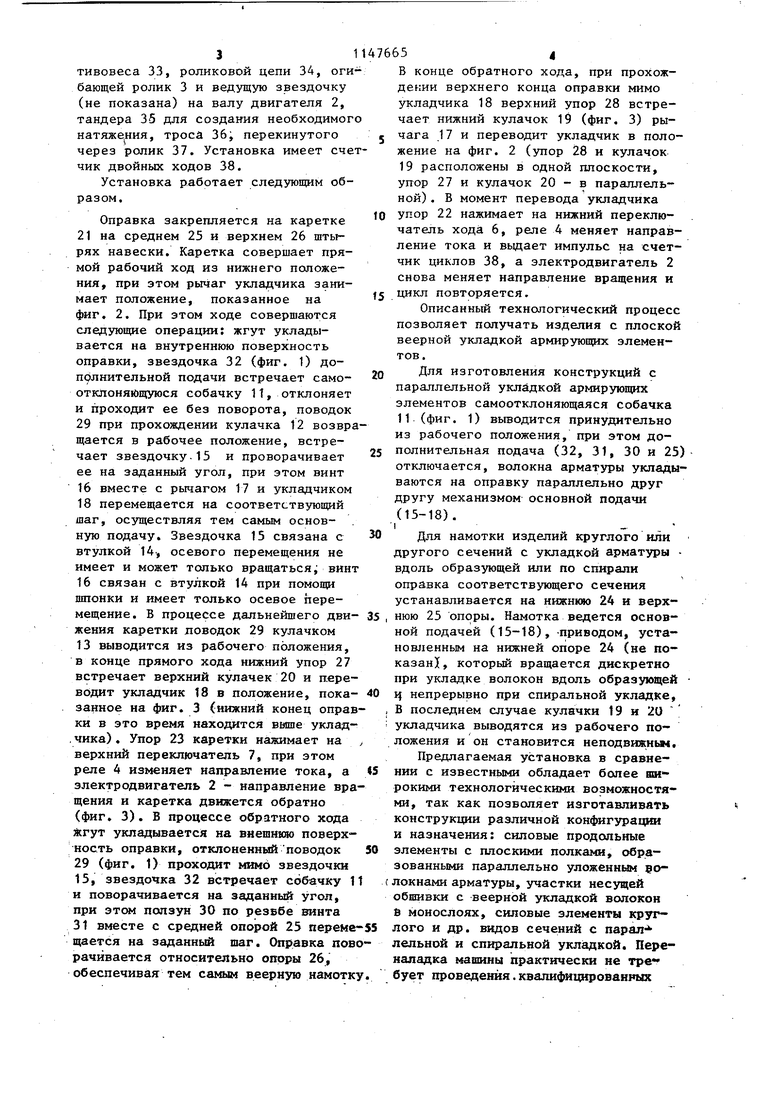
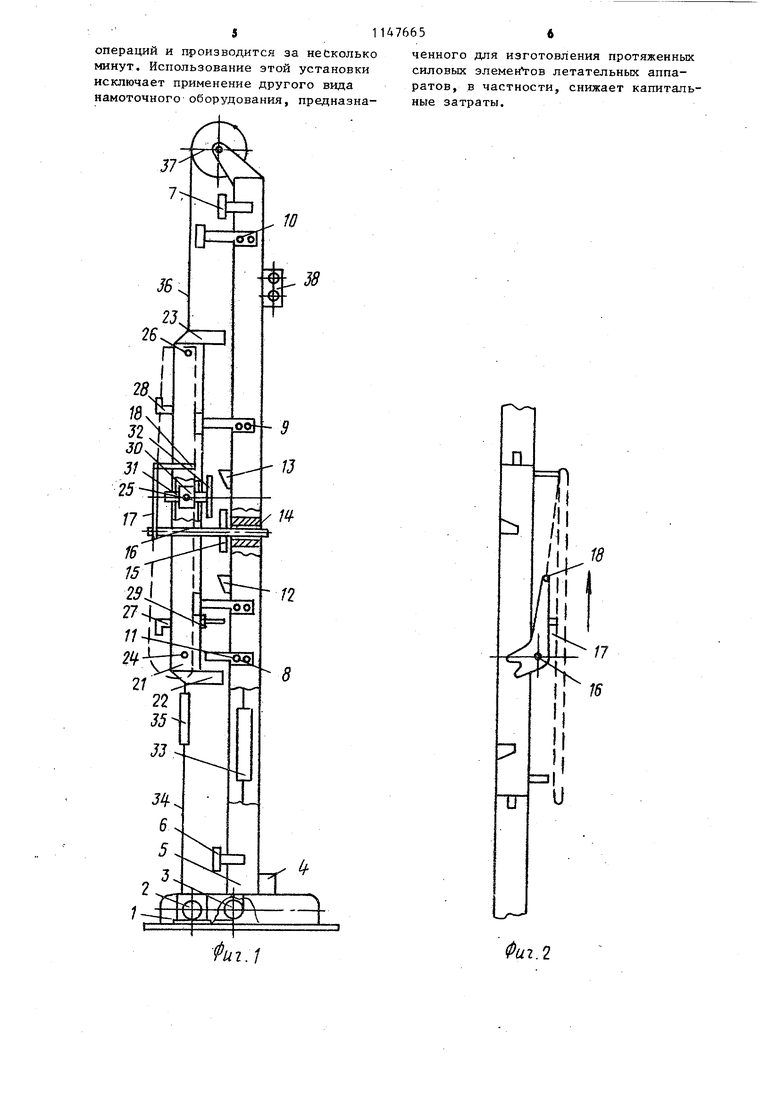
«11 Изобретение относится к техцопогк ческому оборудованию намоточного типа и может быть использовано в различных областях машиностроения, преимущественно Е авиастроении. Известен широкий класс намоточного оборудования, предназначенного для изготовления различных конструкций методами.окружной и спиральной намоток L1 1. Их действия основаны на совмещении двух рабочих движений: вращательного - оправки, заготовки изделия и возвратно-поступательного ните-(жгуто)-лентоукладчика. Изменяя соотношение скоростей рабочих движений можно получить заданный вид намотки. Как правило, конструкции, полу аемые на таком оборудовании, представляют собой тела вращения, имеют длину и диаметр одного порядка и предназначены для восприятия внутреннего давления. Известны также установки для продольной намотки протяженных элементо типа балок, лонжеронов,тяг,воспри-i нимающих изгибающие моменты и осевые нагрузки. Преобладающим типом намотки для таких конструкций является параллельная укладка волокон (жгутов, лент) в осевом направлении. Известно устройство для намотки нитевидных материалов на оправку, содержащее каретку, установленную в неподвижных направляющих с возможностью возвратно-поступательного перемещения,размещенные на каретке держатель оправки, вьшолненный в виде параллельных штьфей, и поводок, смонтированные на неподвижной стойке поворотный укладчик материала, свя занный с приводом узла подачи матери ала и поводком, и переключатели направлений перемещения каретки 2 3. . Данное устройство обладает ограни ченными технологическими возможностя мя, поскольку позволяет изготовлять изделия только спиральной намоткой. Цель изобретения - расширение тех нологических возможностей устройства получением изделий с параллельной и веерной укладкой волокна. Указанная цель достигаетйя тем, что в устройстве для намотки нитевид ных материалов на оправку,содержаще каретку, установленную в неподвижных направляющих с возможностью возврат- но-поступательно1о перемещения, разм щенные на каретке держатель оправки, выполненный в виде параллельных штырей, и поводок, смонтированные на неподвижной стойке поворотный укладчик материала, связанный с приводом узла подачи материала и поводком, и переключатели направлений перемещения каретки, укладчик снабжен двумя кулачками, а каретка - двумя упорами, смонтированньв и один за другим вдоль направления перемещения каретки для взаимодействия с кулачками при прямом и обратном- ходе каретки, при этом штьфи держателя оправки смонтированы перпендикулярно оси поворота укладчика, а один из штырей держателя оправки имеет средство для его дискретного поступательного перемещения в направлении, перпендикулярном направлению перемещения каретки. Средство цля дискретного перемещения штыря включает винтовую передачу и храповик, собачка которого смонтирована на неподвижной стойке. На фиг. 1 схематически изображено устройство, общий вид; на фиг. 2 положение укладчика при прямом рабочем ходе, на фиг. 3 - то же,при обратном рабЪчем ходе. Устройство содержит основание 1 с установленными на нем электродвигателем 2, роликом для цепи 3, силовым реле 4 и стойкой 5. На стойке смонтированы нижний 6 и верхний 7 переключатели хода каретки, нижняя 8, средняя 9 и верхняя 10 обоймы с роликами для направляющих каретки, самоотклоняющаяся собачка 11, кулачки 12 и 15, втулка 14, звездочка основной подачи 15, винт основной подачи 16, рычаг укладчика 17, укладчик 18. Рычаг 17 укладчика имеет нижний t9 и верхний 20 кулачки (фиг.2). В обоймах стойки установлена каретка 21 (фиг. 1), на ко.торой смонтированы нижний 22 и верхний 23 упоры, нижний 24, средний 25 и верхний 26 штыри держателя оправки, нижний 27 и верхний 28 упоры для перевода -.rj-a укладчика, принудительно отклоняемый поводок основной подачи 29. Средний штьфь навески оправки 25 установлен на ползуне с резьбой 30, сопряженном с винтом 31 и звездочкой 32 храповика для дискретного перемещения штыря 25. Подвижная каретка 21 включена в замкнутJTO цепь, состоящую из противовеса 33, роликовой цепи 34, огибающей ролик 3 и ведущую звездочку (не показана) на валу двигателя 2, тандера 35 для создания необходимого натяжения, троса 36; перекинутого через ролик 37. Установка имеет счет чик двойных ходов 38. Установка работает следующим образом. Оправка закрепляется на каретке 21 на среднем 25 и верхнем 26 штырях навески. Каретка совершает прямой рабочий ход из нижнего псшожения, при этом рычаг укладчика занимает положение, показанное на фиг. 2. При этом ходе совершаются следзтощие операции: жгут укладывается на внутреннюю поверхность оправки, звездочка 32 (фиг. 1) дополнительной подачи встречает самоотклоняЮщуюся собачку И, отклоняет и проходит ее без поворота, поводок 29 при прохождении кулачка 12 возвра щается в рабочее положение, встречает звездочку.15 и проворачивает ее на заданный угол, при этом винт 16 вместе с рычагом 17 и укладчиком 18 перемещается на соответствующий шаг, осуществляя тем самым основ- . ную подачу. Звездочка 15 связана с втулкой 14, осевого перемещения не имеет и может только вращаться; винт 16 связан с втулкой 14 при помощи шпонки и имеет только осевое перемещение. В процессе дальнейшего движения каретки доводок 29 кулачком 13 выводится из рабочего положения, в конце прямого хода нижний упор 27 встречает верхний кулачек 20 и переводит укладчик 18 в положение, показанное на фиг. 3 (нижний конец оправ ки в это время находится выше уклад,чика). Упор 23 каретки нажимает на верхний переключатель 7, при этом реле 4 изменяет направление тока, а электродвигатель 2 - направление вра щения и каретка движется обратно (фиг. 3). В процессе обратного хода жгут укладывается на внешнюю поверхность оправки, отклоненныйповодок 29 (фиг. 1) проходит мимо звездочки 15, звездочка 32 встречает собачку и поворачивается на заданный угол, при этом ползун 30 по резБбе винта 31 вместе с средней опорой 25 переме щается на заданный шаг. Оправка пов рачивается относительно опоры 26, обеспечивая тем самым веерную намотк В конце обратного хода, при прохождении верхнего конца оправки мимо укладчика 18 верхний упор 28 встречает нижний кулачок 19 (фиг. 3) рычага 17 и переводит укладчик в положение на фиг. 2 (упор 28 и кулачок 19 расположены в одной плоскости, упор 27 и кулачок 20 - в параллельной) . В момент перевода укладчика упор 22 нажимает на нижний переключатель хода 6, реле 4 меняет направление тока и выдает импульс на счетчик циклов 38, а электродвигатель 2 снова меняет направление вращения и цикл повторяется. Описанный технологический процесс позволяет получать изделия с плоской веерной укладкой армирующих элементов. Для изготовления конструкций с параллельной укладкой армирующих элементов самоотклоняющаяся собачка 11 (фиг. 1) выводится принудительно из рабочего положения, при этом дополнительная подача (32, 31, 30 и 25) отключается, волокна арматуры укладываются на оправку параллельно друг другу механизмом основной подачи (15-18). I- Для намотки изделий круглого или другого сечений с укладкой арматуры вдоль образующей или по спирали оправка соответствующего сечения устанавливается на нижнюю 24 и верхнюю 25 опоры. Намотка ведется основной подачей (15-18), -приводом, установленным на нижней опоре 24 (не показан , который вращается дискретно при укладке волокон вдоль образующей ц непрерывно при спиральной укладке, В последнем случае кулачки 19 и 20 укладчика выводятся из рабочего положения и он становится неподвижным. Предлагаемая установка в сравнении с известными обладает более широкими технологическими возможностями, так как позволяет изготавливать конструкции различной конфигурации и назначения: силовые продольные элементы с плоскими полками, образованными параллельно уложенным еолокнами арматуры, участки несущей обшивки с веерной укладкой волокон В монослоях, силовые элементы круглого и др. видов сечений с парал- лельной и спиральной укладкой. Переналадка машины практически не тре бует проведения. квалифицирован1Ч)1х
511476656
операций и производится за несколькоченного для изготовления протяженных минут. Использование этой установкисиловых элементов летательных аппаисключает применение другого видаратов, в частности, снижает капитальнамоточного оборудования, предназна-ные затраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления электрических катушек | 1983 |
|
SU1220021A1 |
| Автомат-укладчик кирпича-сырца на сушильные рамки | 1982 |
|
SU1096117A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1973 |
|
SU379704A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК ЧУШЕК | 1966 |
|
SU224755A1 |
| Установка для укладки керамических камней на сушильные вагонетки | 1983 |
|
SU1133104A1 |
| Устройство для графаретной печати | 1989 |
|
SU1694419A1 |
| Устройство для намотки нитевидного материала | 1979 |
|
SU979249A1 |
| Устройство для укладки в тару стержнеобразных предметов | 1982 |
|
SU1076360A1 |
| Намоточная головка | 1984 |
|
SU1277229A1 |
1. УСТРОЙСТВО ДЛЯ НАМОТКИ НИТЕВВДНЫХ МАТЕРИАЛОВ НА ОПРАВКУ, содержащее каретку, установленную в неподвижных направляюв1их с возможностью возвратно-поступательного перемещения, ..размещенные на каретке держатель оправки, выполненный в виде парал-; лельных штырей, и поводок,смонтированные на неподвижной стойке поворотный укладчик материала, связанный с приводом узла подачи материала и поводком, и переключатели направлений перемещения каретки, отличающееся тем, что, с целью расширения технологических возможностей, укладчик снабжен двумя кулачками, а каретка - двумя упорами, смонтированными один за другим вдоль направления перемещения каретки для взаимодействия с кулачками при прямом и обратном ходе каретки, при этом штыри держателя оправки смонтированы перпендикулярно оси поворота укладчика, а один из штырей держателя оправки имеет средство для его дискретного поступательного перемещения в направлении, перпендикулярСП ном направлению, перемещения::каретки. 2. Устройство по п. 1, отличающееся тем, средство для дискретного перемещения штьфя включает винтовую передачу и храповик, собачка которого смонтирована на неподвижной стойке. ь а ел
18
32 30.
31 25
17
16 15 23, 2711
Фиг.1
Фиг.
Й/I.J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Росато Д.В | |||
| и Грове К.С | |||
| Намотка стеклонитью | |||
| М., Машиностроение, 1969 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для набрызг-бетонирования | 1989 |
|
SU1629440A1 |
| Солесос | 1922 |
|
SU29A1 |
