.
(Л
сд
00
05
со Изобретение относится к способам обработки металлов давлением и может быть использовано для получения деталей из полосового или ленточного материала путем последовательной штамповки, включающей вырубку детали. Известен способ последовательной штамповки деталей из заготовки в виде полосы или ленты, при котором в заготовке пробивают отверстие, затем в заготовку внедряют инструмент на глубину, предшествуюш,ую образованию треш.ин,и сдвигают участок, превышающий величину вырубаемого участка и эквидистантной с ним, и одновременно с приложением к материалу заготовка усилий сдвига к этому же участку материала прилагают усилия противодавления, препятствующие его деформированию, на завершающем переходе производят отделение деформированного участка материала от полосы или ленты, осадку кольцевого участка, охватывающего контур детали, и отделяют деталь от отхода 1. Недостатками известного способа являются относительная сложность оснастки, необходимой для отделения детали и разделения детали и кольцевого отхода. Известен способ штамповки деталей из
полосы или ленты,при котором в процессе пробивки отверстия из полосы или ленты отход изгибают и этим облегчают процесс удаления 2.
Недостатком данного способа является то, что использование его для вырубки привело бы к получению деформированных деталей.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ вырубки деталей из заготовки в виде полосы или ленты, при котором в заготовку, на часть ее толщины, внедряют инструмент для вырубки и сдвигают участок материала, соответствующий вырубаемому, затем материал этого участка удаляют напровал 3.
Недостатком известного способа является возможность получения на торце вырубаемой детали отпечатка инструмента, отделяющего деталь от отхода, снижающего качество торцовой поверхности детали, а также возможность деформирования (изгиба) детали н процессе удаления.
временно со сдвигом участка материала производят его правку и запрессовку з полосу или ленту. Далее заготовку перемещают на следующую позицию и на этой позиции производят Отделение вырубленной детали 6 от заготовки, для чего инструментом 7 с по: перечным сечением, превышающим поперечное сечение вырубленной детали и эквидистантным с ним, изгибают кольцевой участок 8, охватывающий удаляемый.
Правка и запрессовка сдвинутого участка материала в полосу может быть произведена не в процессе вырубки, а на следующей позиции щтампа.
Предлагаемый способ позволяет получать детали типа шайб из тонколистового материала,толщиной 0,1 мм, из мягкой металлической ленты, в частности никелевой. Наружный диаметр вырубаемых шайб особенностями способа практически не ограничен.
Предлагаемый способ обеспечивает получение деталей с плоскими недеформированными торцами. Цель изобретения - повышение качества деталей путем исключения их деформирования при удалении и образования неровностей на торцах. Поставленная цель достигается тем,что согласно способу вырубки деталей из заготовки в виде полосы или ленты, при котором в заготовку, на часть ее толщины, внедряют инструмент для вырубки и сдвигают участок материала, соответствующий вырубаемому, затем материал этого участка удаляют напровал, удаление производят путем гибки кольцевого участка заготовки, охватывающего удаляемый участок. На чертеже изображено устройство для реализации предлагаемого способа. В заготовке в виде полосы или ленты пуансоном 1 пробивают отверстие 2.Затем заготовку перемещают на следующую рабочую позицию, в нее, на часть ее толщины, преимущественно равную 0,75 толщины. внедряют инструмент в виде пуансона 3 для вырубки и сдвигают участок 4 материала заготовки и одновременно прикладывают к этому участку со стороны, противоположной направлению усилий вырубки, усилия противодавления, для чего осуществляют подпор заготовки выталкивателем 5. Одно
СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ из заготовки в виде полосы или ленты, при котором в заготовку, на часть .ее толщины, внедряют инструмент для вьГрубки и сдвигают участок материала, соответствующий вырубаемому, затем материал этого участка удаляют напровал, отличающийся тем, что, с целью повышения качества деталей путем исключения деформирования при удалении и образования неровностей на торцах, удаление производят путем гибки кольцевого участка, охватывающего удаляемый участок.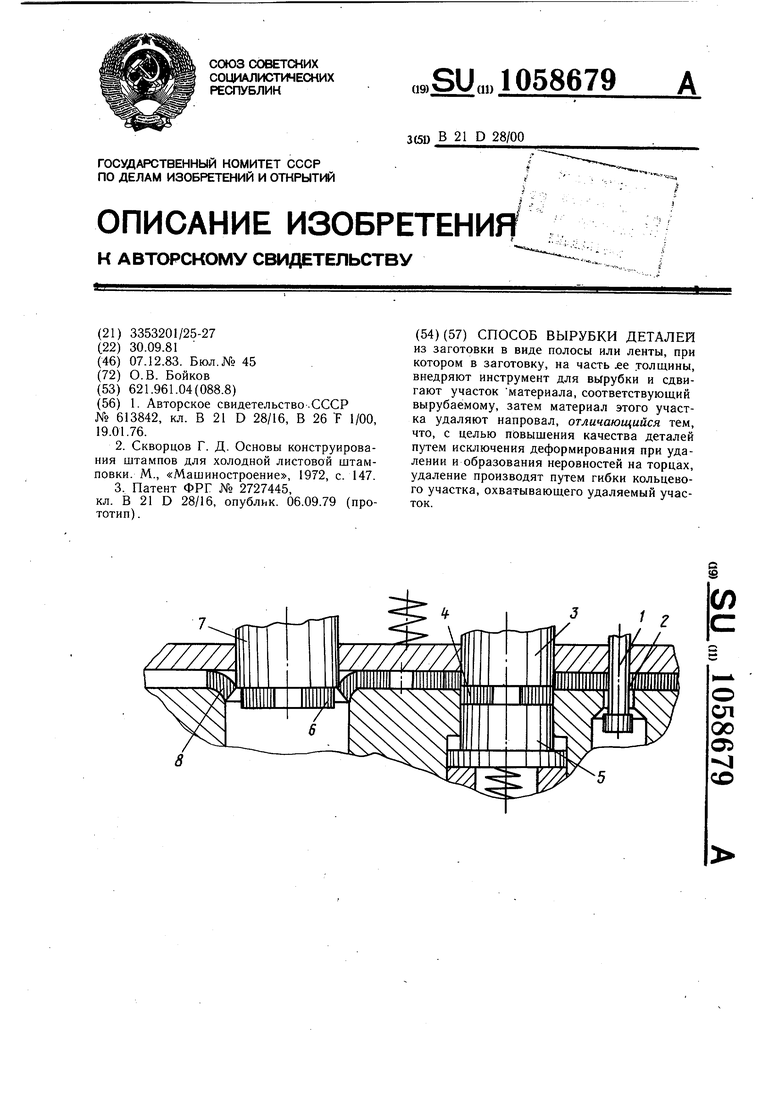
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ чистовой вырубки деталей | 1976 |
|
SU613842A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Д | |||
| Основы конструирования штампов для холодной листовой штамповки | |||
| М., «Машиностроение, 1972, с | |||
| Раздвижной паровозный золотник со скользящими по его скалке поршнями и упорными для них шайбами | 1922 |
|
SU147A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
