N3 к
Изобретение относится к обработке металлов давлением, в частности к способам для обработки листового материала.
Цель изобретения - повышение качества обрабатываемых изделий путем образования фасок одинаковой величины.
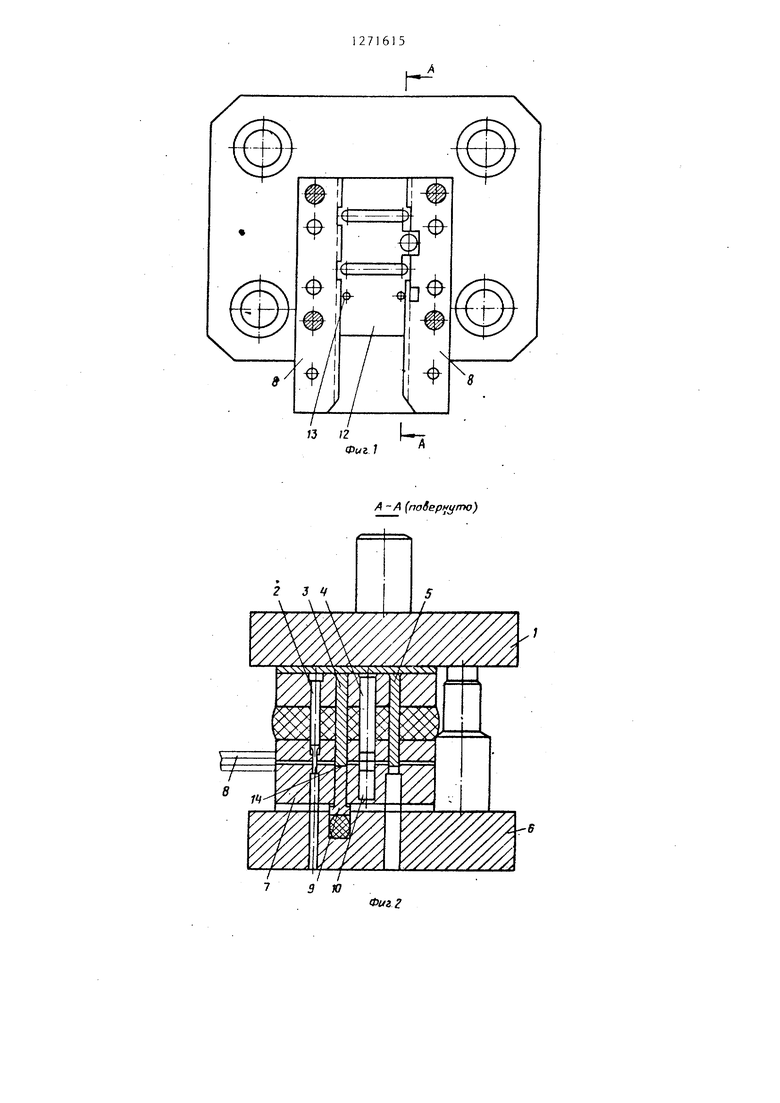
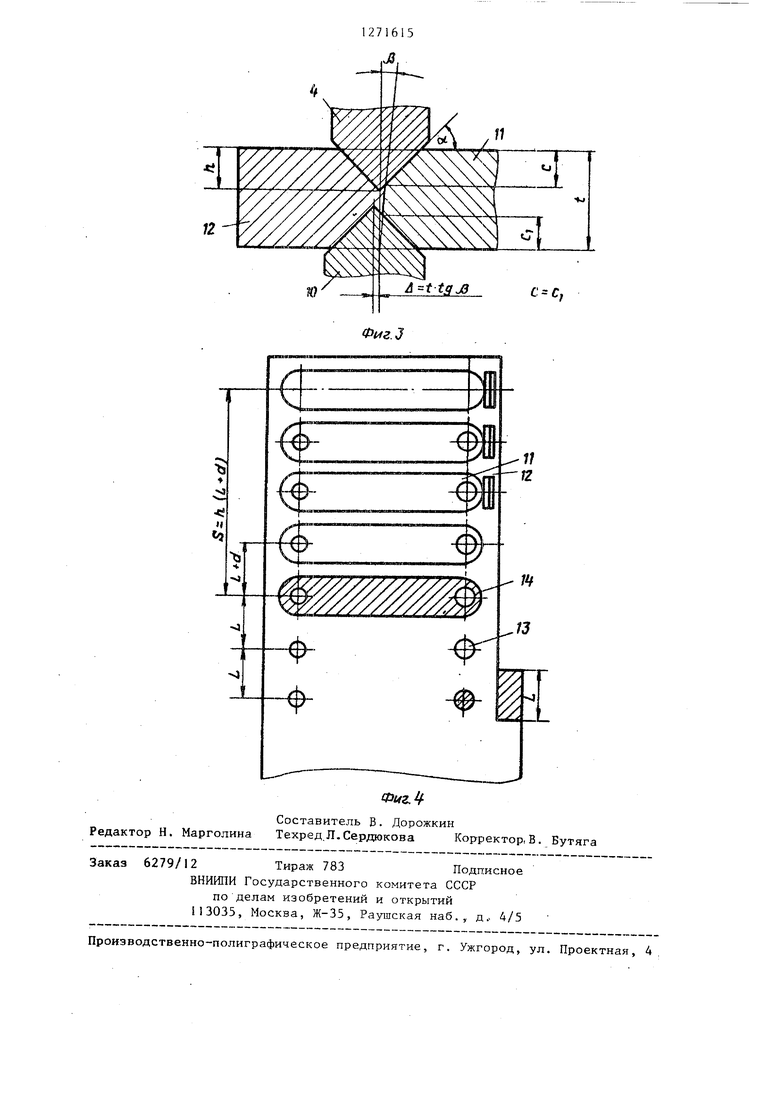
На фиг. 1 показана нижняя плита штампа для осуществления способа, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - переход формовки фасок; на фиг. 4 - схема переходов при осуществлении способа.
Штамп для осуществления способа содержит верхнюю плиту 1, на которой установлены пуансон 2 для пробивки, пуансон 3 для вырубки, пуансон 4 для формовки одной фаски, пуансон 5 для выталкивания готовой детали и. нижнюю плиту 6, .на которой установлена матрица 7, направляющие планки 8, пуансон 9 для запрессовки вырубленной заготовки, пуансон 10 для формовки д1Ьугой фаски.
Пуансон 4 смещен от пуансона 10 в сторону образовавшегося скола на детали 11 на величину , где А - величина смещения пуансонов; t - толщина обрабатьгоаемого материала; fi - угол наклона поверхности скола ().
Пуансон 5 отстоит от пуансона 3 на расстоянии S n{L+J), где S - расстояние между пуансонами; п - количество шагов подачи межд,у пуансонами; L - величина щага подачи; d величина прироста шага подачи после запрессовки вырубленной заготовки,
Размер между направляющими планками 8 после перехода формовки фасок
2h . . увеличен на величину а tgot,
О
где а - увеличение размера между планками; h - глубина внедрения пуансона для формовки фаски; t - толщина обрабатьшаемого материала; й - угол наклона.фаски на детали,,
Способ осуществляется следующим образом.
Полоса 12 подается в штамп, где в ней пробиваются отверстия 13, вырубается заготовка 14 с образов, поверхности скола под углом и запрессовывается обратно, формуются фаски со смещением одна относительно другой и 13 конце деталь 1 1 выталкивается из полосы 12.
Формовка фаски на части наружного контура является одним из частных
Случаев способа, которьй может быть распространен на весь контур как наружный, так и внутренний. Кроме того, способ может быть использован при формовке фасок на незамкнутом контуре, например, на прямолинейной поверхности разделения материала.
Использование изобретения позволяет повысить качество обрабатываемых деталей путем получения фасок
одинаковой величины за счет формовки фаски со стороны скола со смещением от противоположной фаски и путем исключения наплывов на поверхности среза за счет запрессовки детали в
обрабатываемый материал перед формовкой фасок.
Формула изобретения
. Способ пос/седовательной штамповки листового материала, при котором выполняют разделение материала по заданному контуру с образованием скола на части поверхности разделения, а затем формуют фаски на полученной поверхноспИ разделения, имеющей скол, одновременно с обеих сторон материала, отлич ающийся тем, что, с целью повьппения качества обрабатьшаемых изделий путем исключения нераве;нства фасок, фаску со стороны скола формуют со смещением от противоположной фаски в сторону образования скола, определяемым
по формуле tg, где л - величина смещения, t - толщина обрабатываемого материала, - угол наклона поверхности скола.i , 2. Способ по п. 1, о т л и ч а ющ и и с я тем, что перед формовкой фасок отделенную часть материала , возвращают в обрабатываемый материал.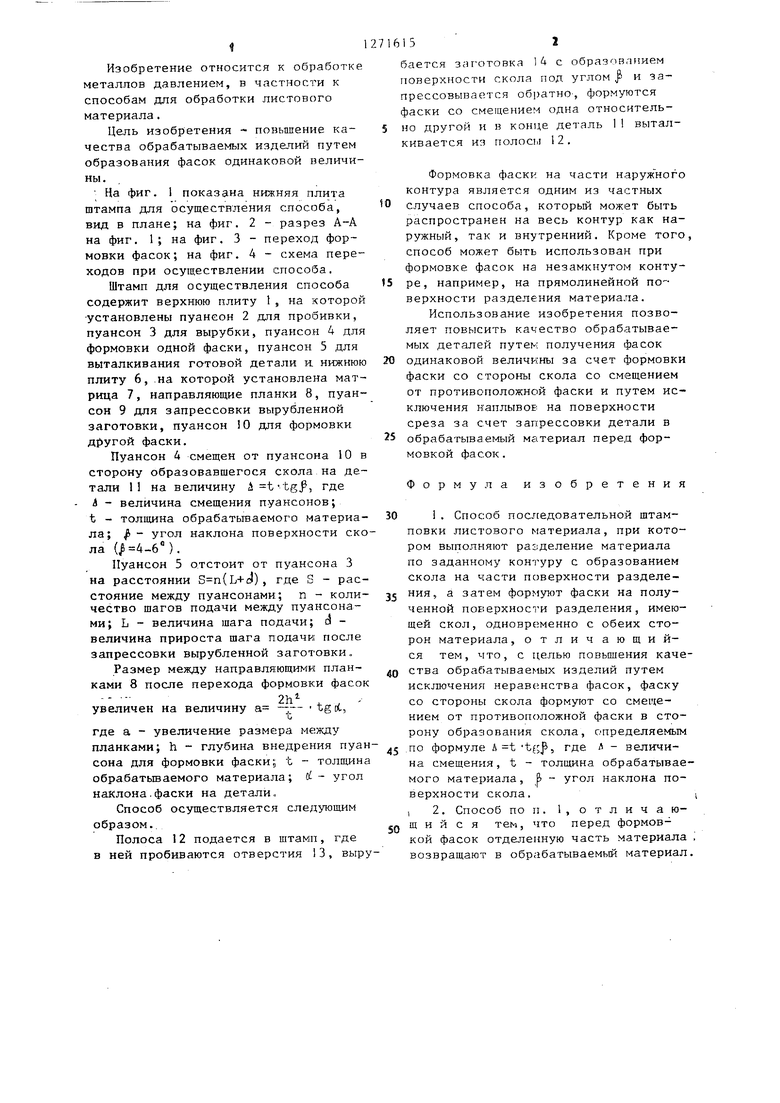
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тарельчатых пружин | 1989 |
|
SU1676717A1 |
| Способ получения деталей с фасками | 1985 |
|
SU1329871A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| Штамп для получения фасок | 1989 |
|
SU1667990A1 |
| Штамп совмещенного действия | 1991 |
|
SU1799653A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Устройство для образования фасок | 1980 |
|
SU893332A1 |
Изобретение относится к обработке металлов давлением и касается спо:Собов обработки листового материала :Целью изобретения является повышение качества обрабатываемых изделий путем исключения неравенства фасок. Фаски со стороны образовавшегося на. поверхности разделения скола формуют со смещением относительно противополож- iной фаски в сторону скола. Кроме то-: го, перед формовкой фасок отделенную часть материала возвращают в обрабатываемый материал, что при формовке фасок исключает образование наплывов на поверхности среза. 1 з.п. ф-лы, 4 ил.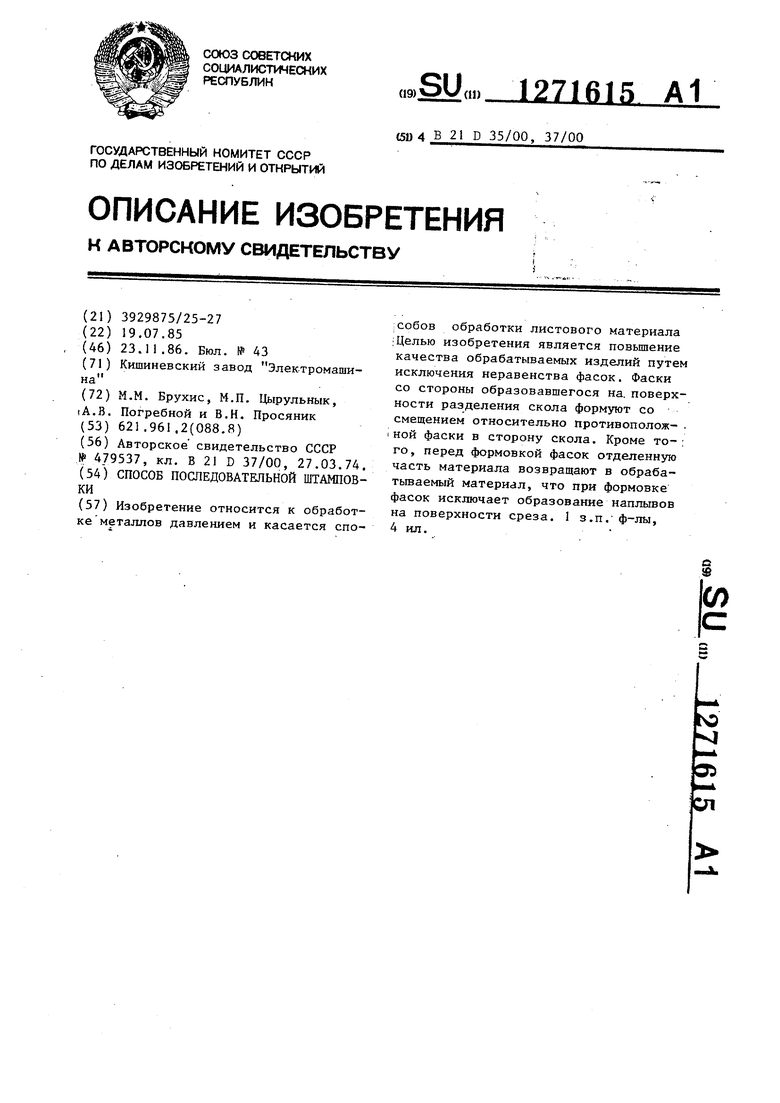
| Штамп последовательного действия | 1974 |
|
SU479537A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
