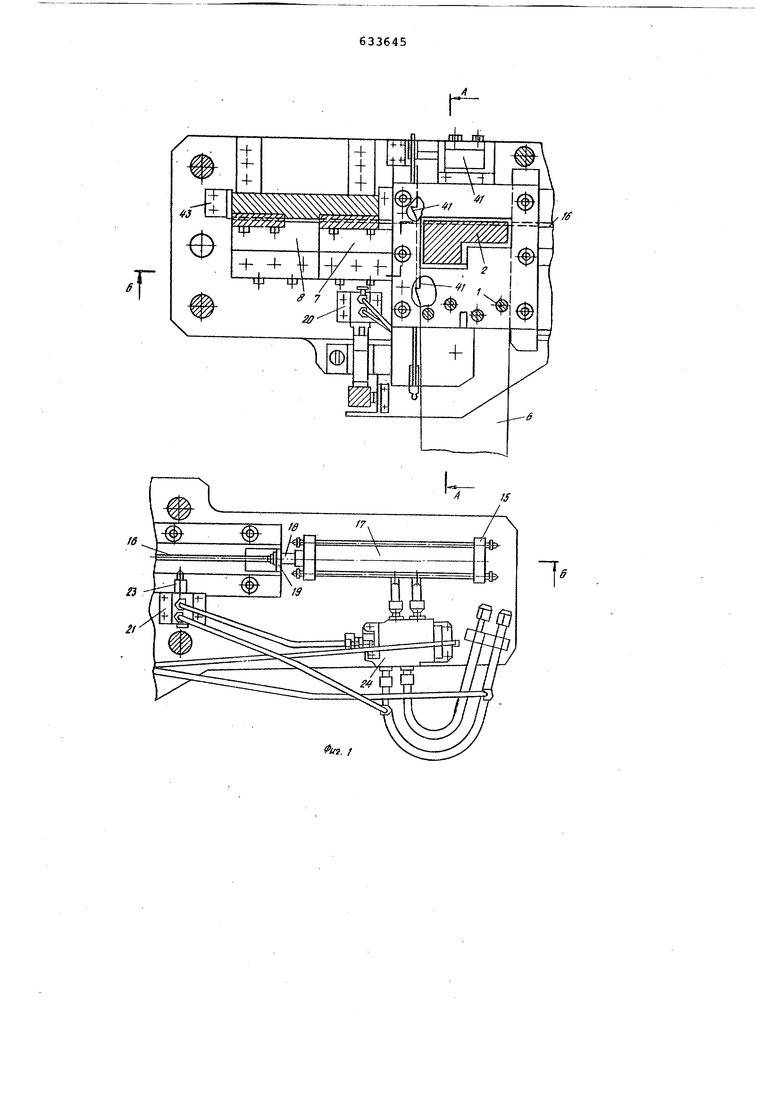
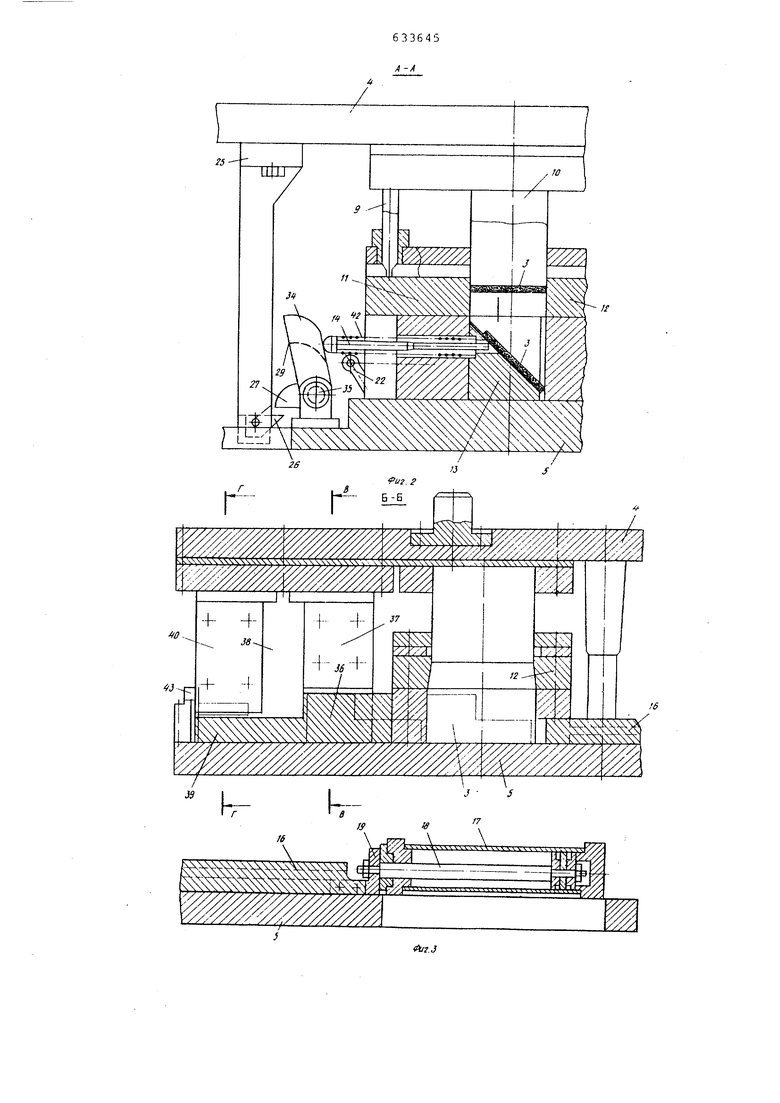
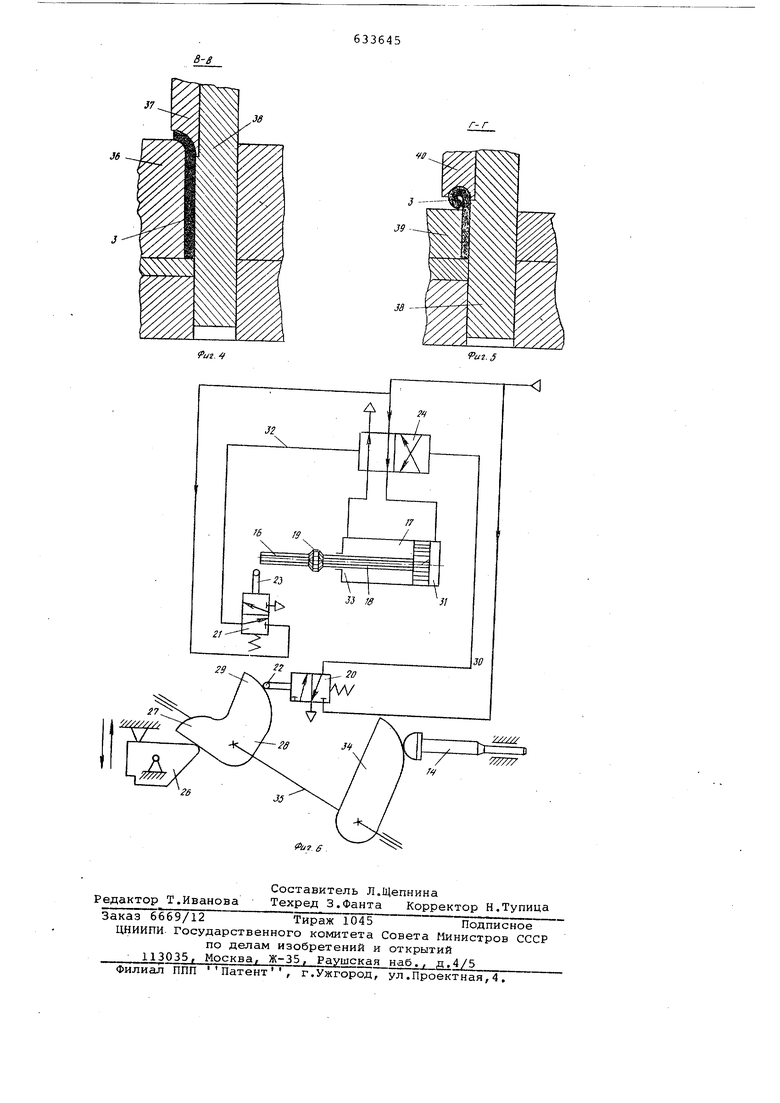
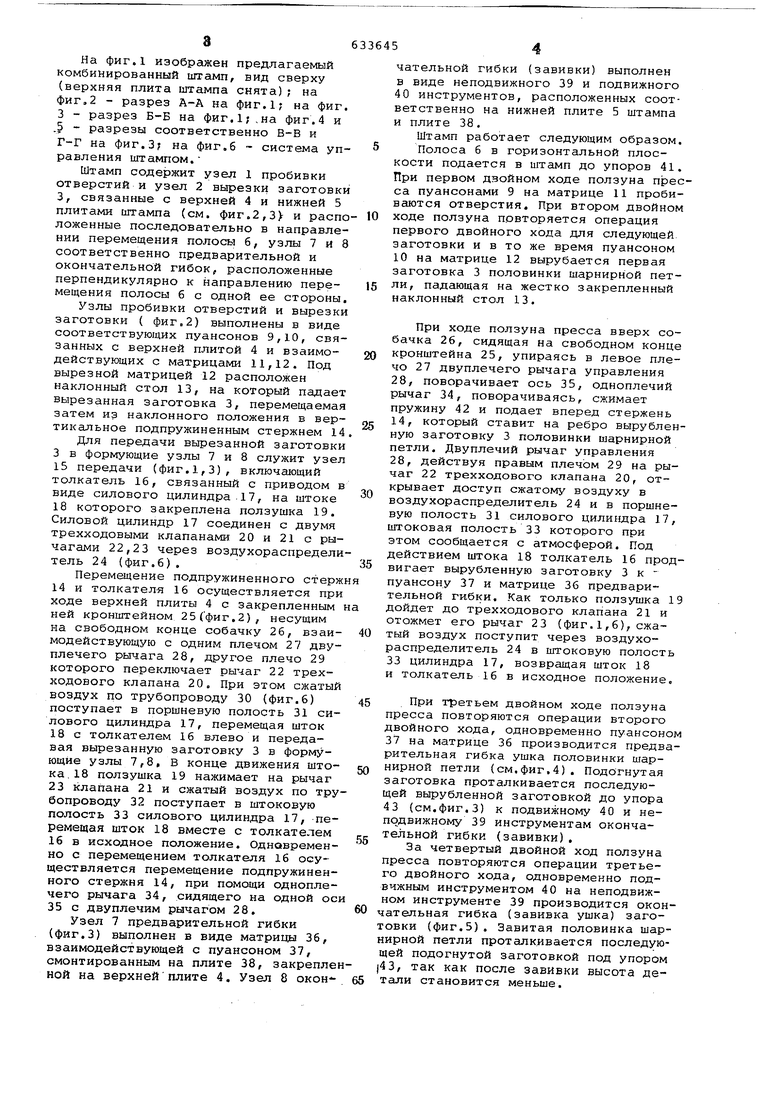
На фиг.1 изображен предлагаемый комбинированный штамп, вид сверху (верхняя плита штампа снята); на фиг,2 - разрез А-А на фиг.1 на фиг. 3 - разрез Б-Б на фиг.1;,на фиг.4 и .5 - разрезы соответственно В-В и Г-Г на фиг.З на фиг,б система управления штампом. Штамп содержит узел 1 пробивки отверстий и узел 2 вырезки заготовки 3, связанные с верхней 4 и нижней 5 плитами штампа (см. фиг.2,3 и распо ложенные последовательно в направлении перемещения полосы 6, узлы 7 и 8 соответственно предварительной и окончательной гибок, расположенные перпендикулярно к направлению перемещения полосы 6 с одной ее стороны. Узлы пробивки отверстий и вырезки заготовки ( фиг,2) выполнены в виде соответствующих пуансонов 9,10, связанных с верхней плитой 4 и взаимодействующих с матрицами 11,12. Под вырезной матрицей 12 расположен наклонный стол 13, на который падает вырезанная заготовка 3, перемещаемая затем из наклонного положения в вертикальное подпружиненным стержнем 14 Для передачи вырезанной заготовки 3 в формующие узлы 7 и 8 служит узел 15передачи (фиг.1,3), включающий толкатель 16, связанный с приводом в виде силового цилиндра. 17, на штоке 18 которого закреплена ползушка 19. Силовой цилиндр 17 соединен с двумя трехходовыми клапанами 20 и 21 с рычагами 22,23 через воздухораспредели тель 24 (фиг.6). Перемещение подпружиненного стерж 14 и толкателя 16 осуществляется при ходе верхней плиты 4 с закрепленным ней кронштейном 25 (фиг.2), несущим на свободном конце собачку 26, взаимодействующую с одним плечом 27 двуплечего рычага 28, другое плечо 29 которого переключает рычаг 22 трехходового клапана 20. При этом сжатый воздух по трубопроводу 30 (фиг.6) поступает в поршневую полость 31 силового цилиндра 17, перемещая шток 18 с толкателем 16 влево и передавая вырезанную заготовку 3 в формующие узлы 7,8, В конце движения штока,18 ползушка 19 нажимает на рычаг 23 клапана 21 и сжатый воздух по тру бопроводу 32 поступает в штоковую полость 33 силового цилиндра 17, перемещая шток 18 вместе с толкателем 16в исходное положение. Одновременно с перемещением толкателя 16 осуществляется перемещение подпружиненного стержня 14, при помощи одноплечего рычага 34, сидящего на одной ос 35 с двуплечим рычагом 28. Узел 7 предварительной гибки (фиг.З) выполнен в виде матрицы 36, взаимодействующей с пуансоном 37, смонтированным на плите 38, закрепле ной на верхней плите 4. Узел 8 окон чательной гибки (завивки) выполнен в виде неподвижного 39 и подвижного 40 инструментов, расположенных соответственно на нижней плите 5 штампа и плите 38. Штамп работает следующим образом. Полоса 6 в горизонтальной плоскости подается в штамп до упоров 41. При первом двойном ходе ползуна пресса пуансонами 9 на матрице 11 пробиваются отверстия. При втором двойном ходе ползуна повторяется операция первого двойного хода для следующей заготовки и в то же время пуансоном 10 на матрице 12 вырубается первая заготовка 3 половинки шарнирной петли, падающая на жестко закрепленный наклонный стол 13. При коде ползуна пресса вверх собачка 26, сидящая на свободном конце кронштейна 25, упираясь в левое плечо 27 двуплечего рычага управления 28, поворачивает ось 35, одноплечий рычаг 34, поворачиваясь, сжимает пружину 42 и подает вперед стержень 14, который ставит на ребро вырубленную заготовку 3 половинки шарнирной петли. Двуплечий рычаг управления 28, действуя правым плечом 29 на рычаг 22 трехходового клапана 20, открывает доступ сжатому воздуху в воздухораспределитель 24 и в поршневую полость 31 силового цилиндра 17, штоковая полость 33 которого при этом сообщается с атмосферой. Под действием штока 18 толкатель 16 продвигает вырубленную заготовку 3 к пуансону 37 и матрице 36 предварительной гибки. Как только ползушка 19 дойдет до трехходового клапана 21 и отожмет его рычаг 23 (фиг.1,6), сжатый воздух поступит через воздухораспределитель 24 в штоковую полость 33 цилиндра 17, возвращая шток 18 и толкатель 16 в исходное положение При третьем двойном ходе ползуна пресса повторяются операции второго двойного хода, одновременно пуансоном 37 на матрице 36 производится предварительная гибка ушка половинки шарнирной петли (см.фиг.4). Подогнутая заготовка проталкивается последующей вырубленной заготовкой до упора 43 (см.фиг.З) к подвижному 40 и неподвижному 39 инструментам окончательной гибки (завивки). За четвертый двойной ход ползуна пресса повторяются операции третьего двойного хода, одновременно подвижным инструментом 40 на неподвижном инструменте 39 производится окончательная гибка (завивка ушка) заготовки (фиг.5). Завитая половинка шарнирной петли проталкивается последующей подогнутой заготовкой под упором )43, так как после завивки высота детали становится меньше. За каждый послецующий двойной ход в тару падает готовая половинка шарнирной петли, Использование описанного штампа позволяет экономить металл, механизировать процесс, повысить производительность труда примерно в два раза. Формула изобретения Комбинированный штамп для изготов ления деталей,в частности петель,содержащий узлы пробивки отверстий и в резки заготовки,расположенные послед вательно в направлении перемещения п лосы и выполненные в виде взаимодействующих между собой пуансонов и мат риц, узлы предварительной и окончательной гибки, расположенные перпендикулярно направлению перемещения полосы и выполненные в виде взаимодействующих между собой соответственно пуансона с матрицей и подвижного инструмента с неподвижным,кронштейн, закрепленный на верхней плите и узел передачи заготовки в виде тол кателя, отличающийся тем что, с целью повышения производитель ности труда, он снабжен наклонным 5б столом, расположенным под вырезной матрицей, подпружиненным стержнем для перемещения заготовки из наклонного положения в вертикальное, собачкой, шарнирно закрепленной на свободном конце кронштейна, приводом в виде силового цилиндра, шток которого скреплен с толкателем, воздухораспределителем, соединенным с силовым цилиндром,двумя трехходовыми клапанами с pычaгa ш, связанными с воздухораспределителем, двуплечим рычагом, взаимодействующим одним плечом с собачкой, а другим - с рычагом одного трехходового клапана, одноплечим рычагом, посаженным на одной оси с двуплечим рычагом и перемещаюгцим подпружиненный стержень, ползушкой, смонтированной на штоке силового цилиндра и переключающей рычаг другого трехходового клапана, а подвижны } инструмент узла окончательной гибки связан с верхней плитой. Источники информации, принятые во внимание при экспертизе: 1. Скворцов Г.Д. Основы конструирования штампов для холодной листовой штамповки. М., 1972, с,334-336, 2 , Альбом оригинальных конструкций холодных штампов и автоматических подач. Горький, 1962, с.21.
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для изготовления деталей | 1981 |
|
SU986545A2 |
| Штамп для завивки петель | 1990 |
|
SU1810171A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Устройство для штамповки деталей из листового материала В.И.Васильева | 1989 |
|
SU1660805A1 |
| Штамп для изготовления изделий типа "петля | 1989 |
|
SU1607998A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Штамп совмещенного действия | 1991 |
|
SU1799653A1 |
| Штамп для гибки деталей из штучных листовых заготовок | 1983 |
|
SU1144744A1 |