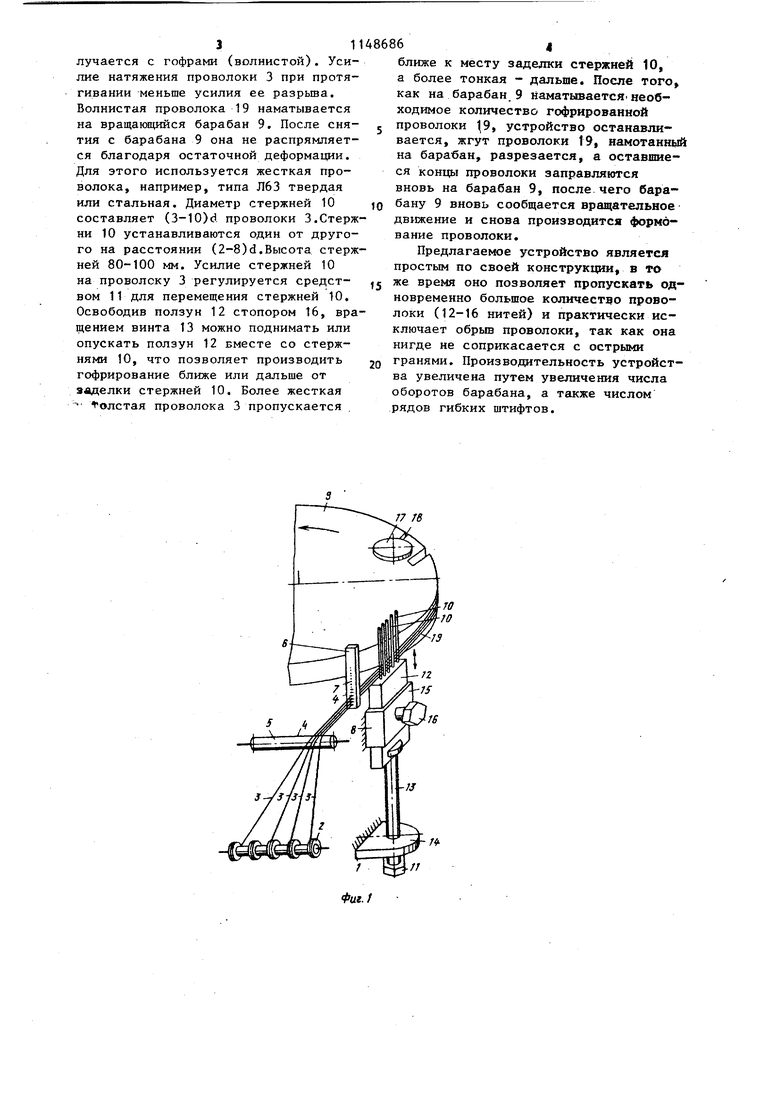
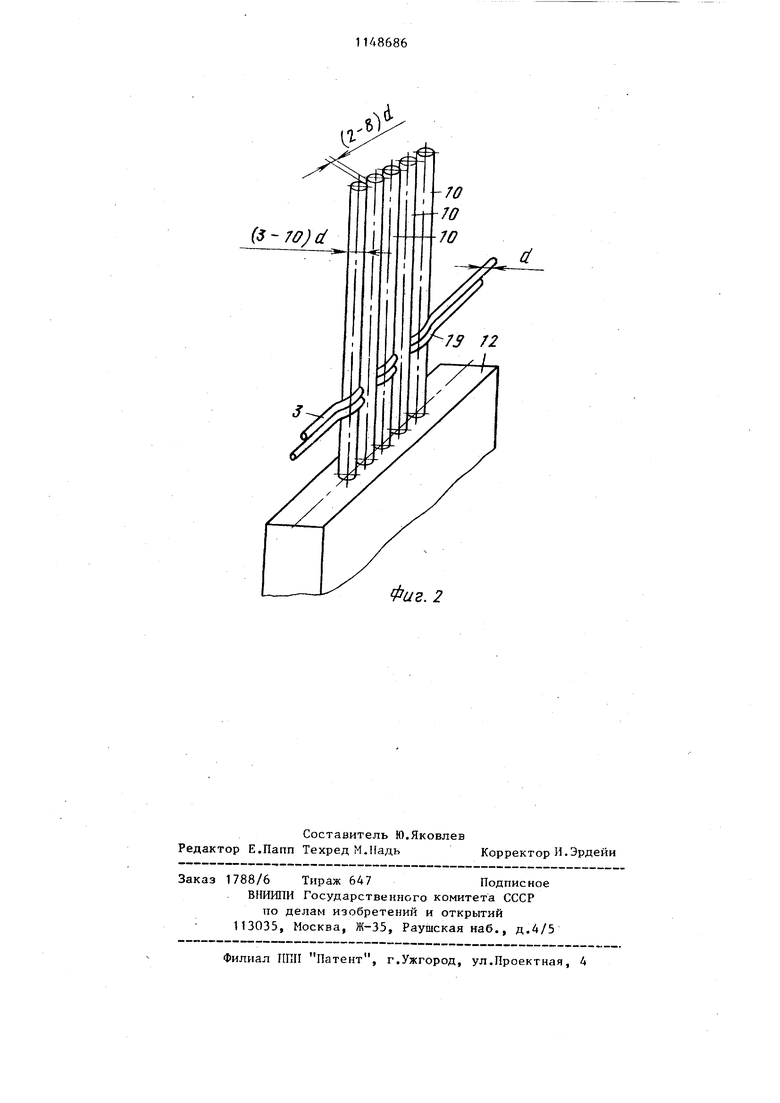
Изобретение относится к обработке металлов давлением, в частности .к оборудованию для изготовления волнистой проволоки, и может быть приме нено в машиностроении, приборостроеНИИ, радиоэлектронике и других отрас лях промышленности, где возникает необходимость снятия окисной пленки с деталей перед покрытием при помощи металлических щеток. Известно устройство для обработки проволоки, включакицее механизм формообразования изгибов проволоки Cl . Известно также устройство для обработки проволоки, содержащее смонтированные в технологической последовательности отдающую катушку с проволокой, механизм формообразования гофр и намоточньй приводной барабан 2. Недостатком указанных технических решений является то, что их производительность ограничена. Наиболее близким по своей технической сути к предлагаемому является устройство для гофрирования проволоки, содержащее смонтированные на основании направляющую для проволоки, механизм формообразования гофр и приводной намоточный барабан L3J. Недостатком известного технического решения является то, что его производительность и технологические возможности ограничены. Цель изобретения - повышение производительности и расширение технологических возможностей путем гофрирования проволоки различного диаметра. Указанная цель достигается тем, что в устройстве для гофрирования проволоки, содержащем смонтированные на основании направляющую для прово.локи, механизм формообразования гофр и приводной намоточный барабан, меха низм формообразования гофр состоит из консольно закрепленных на основании между направлякщей для проволоки и приводным намоточным барабаном ряд цилиндрических упругих стержней,расположенных по касательной к образующей приводного намоточного барабана. Кроме того, направляющая для проволоки выполнена в виде отклоняющего ролика и вертикальной стойки, имеюще ряд вертикально расположенных отверс тий для проволоки. При этом устройство имеет средство для регулирования положения стерж ней относительно оси подачи проволоки, состоящее из установленного с возможностью регулировочного перемещения в вертикальном направлении ползуна, на котором закреплены упругие стержни. На фиг.1 изображено устройство, общий вид4 на фиг.2 - механизм образования гофров. Устройство для гофрирования проволоки содержит смонтированные на основании 1 катушки 2 с проволокой 3, направляющую 4 для проволоки, имеющую отклоняющий ролик 5 и вертикальную стойку 6 с рядом вертикально расположенных отверстий 7 для проволоки 3,- механизм 8 формообразования гофров, состоящий из консольно закрепленного на основании 1 между направляющей 4 и приводным намоточным барабаном 9 ряда цилиндрических упругих dтepжнeй 10, расположенных по касательной к образующей приводного намоточного барабана 9. Имеется смонтированное на основании 1 средство 11 для регулирования положения стержней 10 относительно оси подачи проволоки 3, которое состоит из установленных с возможностью регулирования перемещения в вертикальном направлении ползуна 12 с поворотным винтом 13, гайки 14 для взаимодействия с винтом 13 и обоймы 15 со стопором 16. Цилиндрические упругие стержни 10 закреплены на ползуне 12, который размещен в обойме 15 со стопором 16. На барабане 9 имеется палец 17 для закрепления проволок 3 в пазу 18 барабана 9. Волнистая проволока (гофрированная) 19 уже за стержнями 10 наматывается на барабан 9. I Устройство работает следующим образом. Сначала производится заправка проволоки 3. Несколько нитей проволоки 3 с катушек 2 натягиваются через отклоняющий ролик 5, протягивается через отверстия 7 стойки 6, заправляются в механизм 8 через один стержень 10 и крепятся на палец 17, который вставляется в пазу 18 барабана 9. После этого барабан 9 приводится во вращательное движение. При вращении барабана 9 проволока 3, проходя между стержнями 10, вызывает колебания этих стержней, за счет чего она получается с гофрами (волнистой). Усилие натяжения проволоки 3 при протягивании меньше усилия ее разрьша. Волнистая проволока 19 наматывается на вращающийся барабан 9, После снятия с барабана 9 она не распрямляется благодаря остаточной деформации. Для этого используется жесткая проволока, например, типа Л63 твердая или стальная. Диаметр стержней 10 составляет (3-10)d проволоки 3.Стержни 10 устанавливаются один от другого на расстоянии (2-8)d.Высота стержней 80-100 мм. Усилие стержней 10 на проволоку 3 регулируется средством 11 для перемещения стержней 10. Освободив ползун 12 стопором 16, вращением винта 13 можно поднимать или опускать ползун 12 вместе со стержнями 10, что позволяет производить гофрирование ближе или дальше от заделки стержней 10. Более жесткая олстая проволока 3 пропускается
ближе к месту заделки стержней 10, а более тонкая - дальше. После того, как на барабан 9 йаматывается необходимое количество гофрированной проволоки 9, устройство останавли вается, жгут проволоки 19, намотанньй на барабан, разрезается, а оставшиеся концы проволоки заправляются вновь на барабан 9, после чего барабану 9 вновь сообщается вращательное движение и снова производится формование проволоки.
Предлагаемое устройство является простым по своей конструкции, в то
же время оно позволяет пропускать одновременно большое количество проволоки (12-16 нитей) и практически исключает обрьш проволоки, так как она нигде не соприкасается с острыми
гранями. Производительность устройства увеличена путем увеличения числа оборотов барабана, а также числом рядов гибких штифтов.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ РАЗМАТЫВАНИЯ ТОРООБРАЗНЫХ БУХТ ГЛАДКОЙ ПРУЖИННОЙ ПРОВОЛОКИ И ПОСЛЕДУЮЩЕГО ПРОСТРАНСТВЕННОГО ЕЕ ГОФРИРОВАНИЯ | 1997 |
|
RU2116856C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| Устройство для продольного разделения гофрированной полосы фильтрующей бумаги | 1987 |
|
SU1509284A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОФРИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА | 2007 |
|
RU2357828C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ МАТЕРИАЛОВ | 2002 |
|
RU2237577C2 |
| Агрегат для резки рулонного материала | 1982 |
|
SU1085112A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| Устройство для формообразования спиральных складчатых подогревателей | 1977 |
|
SU738730A1 |
| Устройство для изготовления гофрированных изделий | 1980 |
|
SU946726A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ НАМОТКИ И СЪЕМА БУНТОВ ПРОВОЛОКИ | 1965 |
|
SU175028A1 |
1. УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ПРОВОЛОКИ, содержащее смонтированные на основании направлякицую для проволоки, механизм формообразования гофр и приводной намоточный барабан, отличающееся тем, что, с целью иовьгшения производительности, механизм формообразования гофр состоит из консольно закрепленных на основании между направлякицей для проволоки и приводным намоточным барабаном ряда цилиндрических упругих стержней, расположенных по касательной к образующей приводного намоточного барабана. 2.Устройство по П.1, отличающееся тем, что направляющая для проволоки выполнена в виде отклоняющего ролика и вертикальной стойки, имеющей ряд вертикально расположенных отверстий для проволоки. 3.Устройство по П.1, отличающееся тем, что, с целью расширения технологических возможностей путем гофрирования проволоки различного диаметра, оно имеет средство для регулирования положения (Л стержней относительно оси подачи проволоки, состоящее из установленного с возможностью регулировочного перемещения в вертикальном направлении ползуна, на котором закреплены упругие стержни. J СХ) 05 00 Од
J7 76
/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ ВЫВИХНУТОГО ХРУСТАЛИКА С ПЛОТНЫМ ЯДРОМ В ПОЛОСТЬ СТЕКЛОВИДНОГО ТЕЛА | 2003 |
|
RU2234298C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
