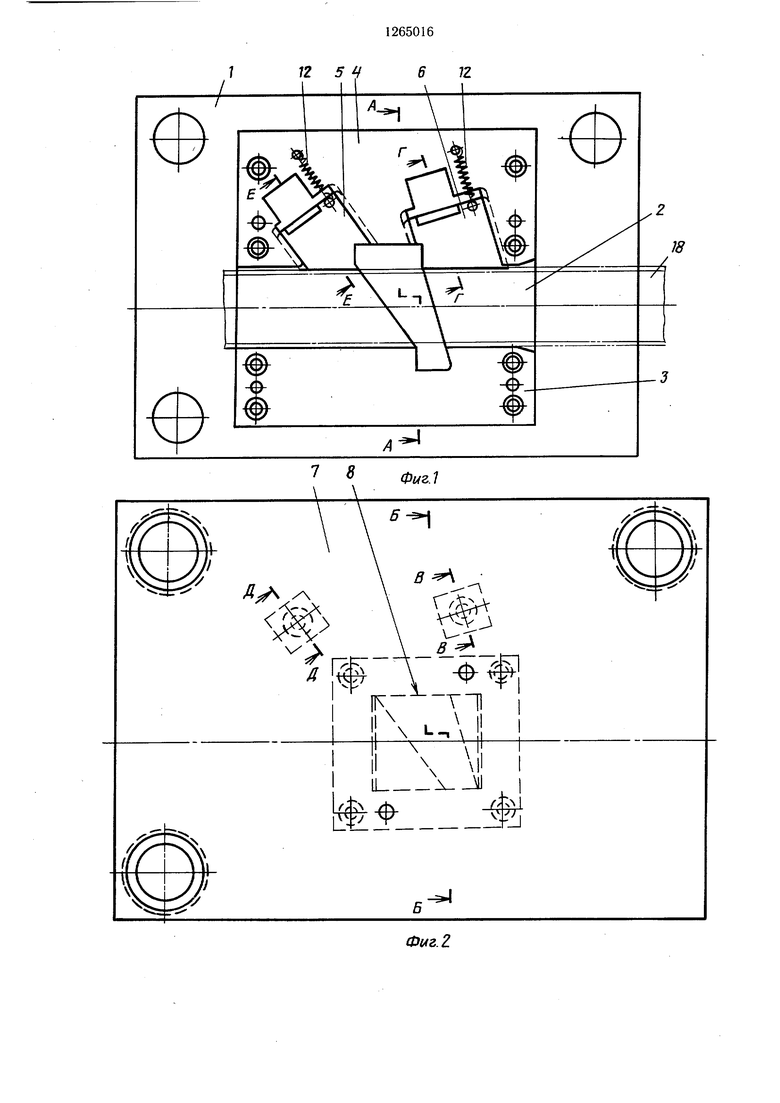
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки П-образных профилей. Цель изобретения - расширение технологических возможностей штампа путем обеспечения резки профилей под разными углами. На фиг. 1 изображена нижняя плита штампа, в плане; на фиг. 2 - верхняя плита штампа, в плане; на фиг. 3 штамп в конце рабочего хода пресса, разрез А-А на фиг. 1 и разрез Б-Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 2 и Г-Г на фиг. 1; на фиг. 5 - пуансон штампа; на фиг. 6 - то же, вид в плане; на фиг. 7 - вид Д на фиг. 6; на фиг. 8 - вид Е на фиг. 6; на фиг. 9 - сечение Ж-Ж на фиг. 8; на фиг. 10 - сечение И-И на фиг. 5; на фиг. 11 получаемая деталь; на фиг. 12 - сечение К-К на фиг. 11. Штамп для резки П-образных профилей содержит нижнюю плИту 1, на которой установлена матрица 2 с жестко закрепленными на ней полуматрицей 3 и направляющей 4 с двумя подвижными полуматрицами 5 и 6, верхнюю плиту 7,- на которой жестко крепится пуансон 8 и установлены два винта 9 с подвижными клиньями 10 на них, подпружиненными пружинами 11. Полуматрицы 5 и 6, удерживаются в исходном положении пружинами 12. Режущая кромка пуансона 8 образована двумя наклонными к вертикальной плоскости периферийны.ми участками 13 и 14 и соединяющим их центральным участком 15. Боковые поверхности 16 и 17 пуансона не параллельны между собой. На боковой поверхности 16 пуансона, образующей меньший угол с параллельной направлению подачи заготовки 18 поверхностью неподвижной полуматрицы 3, выполнен вертикальный трехгранный вырез, образованный плоскостями: 19 - параллельной боковой поверхности 17 пуансона; 20 - параллельной более низкому периферийному участку 14; 21 - перпендикулярной плоскости 19. Плоскости 20 и 21 сопряжены по радиусу. В верхней части паза выполнен дополнительный вырез для свободного удаления отхода с поверхностью, параллельной поверх ности 16 пуансона с большим углом наклона. Ширина участка 22 (фиг. 8) поверхности 16 должна быть минимальной, обеспечивающей наименьшее усилие проталкивания отхода. Участок выполняется под углом 45° по отношению к плоскости 19 паза. Штамп работает следующим образом. В исходном положении ползун пресса (не показан) вместе с верхней плитой 7 и пуансоном 8 находится в верхнем положении. Заготовка 18, подлежащая резке, подается в полость между полуматрицами 3, 5 и 6, перекрывая отверстие матрицы 2 приблизительно на величину контактирующей поверхности полуматрицы 5 с заготовкой. обеспечивая отрезку заготовки периферийным участком с меньшим углом наклона. При опускании ползуна пресса клинья 10 под воздействием пружин 11 перемещают полуматрицы 5 и 6, которые прижимают заготовку к полуматрице 3. В это же время пуансон 8 центральным участком 15 режушей кромки внедряется в заготовку 18 и начинает ее резку от центра к полкам. Происходит разрыв отхода у вершины конуса пуансона. Первым начинает резку полки заготовки участок 14 режущей кромки с меньшим углом наклона, оставляя часть отхода в зоне вертикального выреза, выполненного в пуансоне. В момент, когда плоскость 20 выреза достигает вершины полки заготовки, периферийный участок 13 режущей кромки начинает резку другой полки заготовки. Резка полки участком 13 и окончательная отрезка оставшегося отхода в зоне вертикального выреза пуансона происходят одновременно. Удаление оставшейся части отхода, срезаемой плоскостью 20 вертикального выреза (зачистка), осуществляется последовательно за основным отходом. К концу рабочего хода ползуна пресса резка заготовки окончена. При ходе ползуна пресса вверх головки винтов 9 поднимают клинья 10 и пружины 12 перемещают полуматрицы 5 и 6 в исходное положение. Заготовка 18 подается до упора (не показан), цикл повторяется, после чего получают деталь с боковыми сторонами, отрезанными под разными углами. Формула изобретения 1.Штамп для резки П-образных профилей, содержащий нижнюю и верхнюю плиты, полуматрицы, размещенные на нижней плите, одна из которых неподвижна, закрепленный на верхней плите пуансон с режущими кромками, образованными двумя наклонными к вертикальной плоскости периферийными участками и соединяющим их центральным участком, отличающийся тем, что, с целью расширения технологических возможностей, боковые поверхности пуансона непараллельны и на одной из них, образующей с параллельной направлению подачи заготовки поверхностью неподвижной полуматрицы меньший угол, выполнен вертикальный трехгранный вырез, образованный сторонами параллельной и перпендикулярной поверхности с большим углом наклона и параллельной поверхности периферийного участка пуансона, при этом в пуансоне выполнен дополнительный вертикальный вырез для удаления отхода, сопряженный с трехгранным вырезом. 2.Штамп по п. 1, отличающийся тем, что дополнительный вертикальный вырез выполнен двухгранным, одна грань которого параллельна боковой поверхности пуансона с меньшим углом наклона, а другая перпендикулярна ей.
Л
Фиг.З Ю
ФигЛ .5,6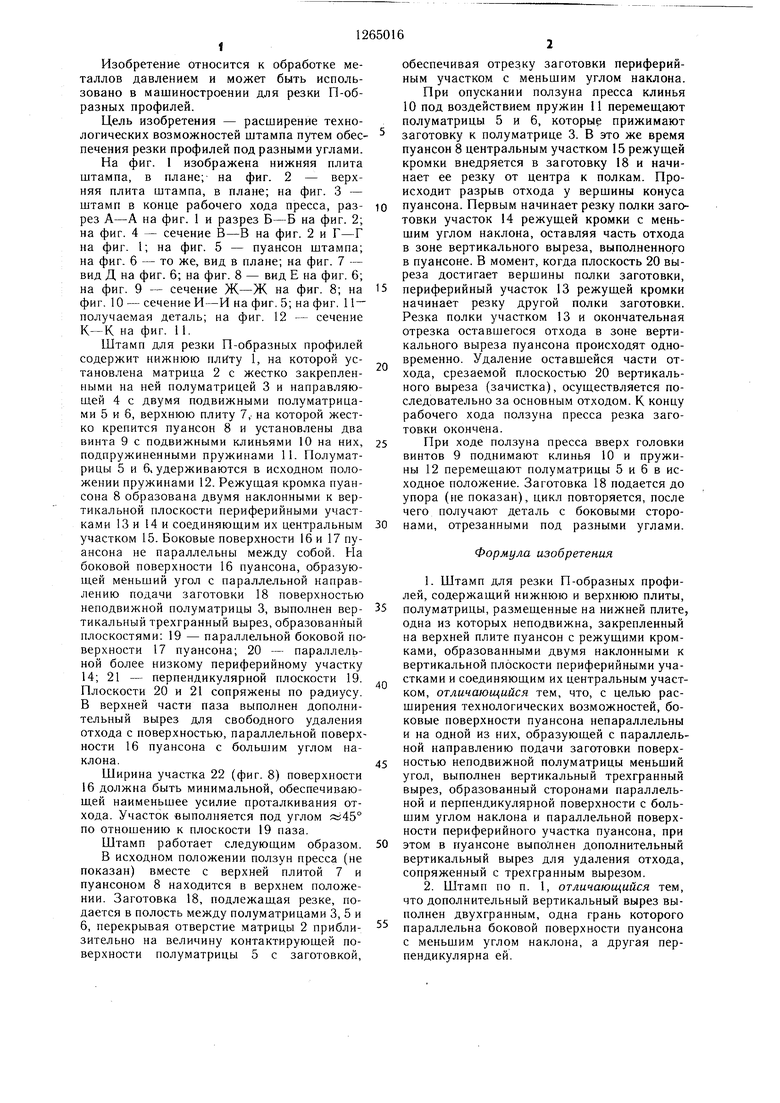
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Штамп для резки П-образных профилей | 1989 |
|
SU1620224A1 |
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
| Штамп для резки гнутых равнополочных швеллеров | 1987 |
|
SU1530346A1 |
| Штамп для резки П-образных профилей | 1981 |
|
SU963729A1 |
| Штамп для резки труб | 1989 |
|
SU1708547A1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2149082C1 |
| Штамп для резки профильного материала | 1979 |
|
SU863202A1 |
| Штамп для гибки | 1981 |
|
SU1053926A1 |
| Штамп для резки профилей | 1981 |
|
SU1013136A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки П-образных профилей. Цель изобретения - расширение технологических возможностей путем обеспечения разрезки профиля под разными углами. Пуансон 8 центральным участком внедряется в профиль и начинает его резку от центра к полкам. Происходит разрыв отхода у вершины конуса пуансона. Первым начинает резать полку участок 14 режущей кромки. В момент, когда плоскость 20 достигнет вершины полки заготовки, участок 13 режущей кромки начинает резку другой полки. JPesKa полки участком 13 и окончательная разрезка оставшегося отхода - происходят одновременно. Это обеспечивается за счет наличия в пуансоне 8 трехгранного выреза. 1 з.п. ф-лы, 12 ил. ВидЛ (Л to 05 ел 05
I
1
А
Фм.5
К
А
ч
Фиг. 6
20
и-и
16
Фиг.9
К-К
18
U.
А
Фиг.П
Фиг. 2
| Авторское свидетельство СССР № 923751, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Штамп для резки П-образных профилей | 1981 |
|
SU963729A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
