Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве для резки профиля.
Цель изобретения - повышение качества резки.
На Лиг. 1 изображен штамп для резки профилей, исходное положение; на фиг. 2 - то же, в конце рабочего хода; на фиг. 3 - разрез А-А на фиг. 1.
Штамп содержит неподвижную верхнюю плиту 1 с жестко закрепленными на ней щеками 2 и обоймой 3. В обойме 3 размещены с возможностью вертикального перемещения две подвижные наружные матрицы 4 и два подвижных прижима 5. Две неподвижные внутренние матрицы б жестко связаны с обоймой 3.
Рабочая полость подвижных наружных матриц 4 выполнена шириной,не превышающей наибольшей допустимой ширины разрезаемого профиля 7, и имеет заходную часть в виде скругления радиусом R. Плоскости подвижных наружных матриц 4, контактирующие с клином 8 привода Р их перемещения, выполнены скошенными; плоскости, обращенные к прижимам 5, снабжены отверстиями под пружины 9, служащие для возврата подвижных наружных матриц 4 в исходное положение при отведенном клине 8.
Пружины 9 и ход- клина 8 рассчитаны таким образом, чтобы наружные матрицы 4 во время загрузки штампа профилем 7 были отведены от внутренних матриц 6 более чем на высоту профиля.
Для поджима во время рабочего хода подвижных прижимов 5 к полкам профиля 7,надетого на неподвижные внутренние матрицы 6, служит поли- уретановый буфер 10.
Для удержания прижимов 5 в отве- денном положении при загрузке штампа они связаны с подвижной частью штампа тягами 11, головки которых размещены в отверстиях пуансонодер- жателя 12; с последним жестко связаны планки 13, в которых выполнены пазы под стержневую часть тяг 11. В пуансонодержателе 12 жестко закреплен пуансон 14 с профильными режущими кромками, который связан через плиту 15 и хвостовик 16 с приводом пуансона Рг (а в обой
0
5
ме 3 выполнено отверстие под пуансон 14).
Для удаления отхода между матрицами установлены лотки 17.
Штамп работает следующим образом.
Загрузка профиля 7 производится в исходном положении штампа, при отведенных подвижных наружных матри- цах 4, подвижных прижимах 5 и пуансоне 14. В этом положении профиль 7 контактирует только с неподвижными внутренними матрицами 6.
Под действием привода наружных матриц Р. клин 8 перемещает наружные матрицы 4 до упора их рабочей полости в профиль 7. Заходная часть в виде скругления R обеспечивает скольжение стенок рабочей полости наружных матриц 4 по стенкам профиля 7 без образования задиров.
Затем под действием привода пуансона Р подвижная плита 15 начинает перемещаться.
При этом планки 13 перестают оказывать давление на головки тяг 11 и удерживать в отведенном положении прижимы 5, последние под действием полиуретановых буЛеров 10 осуществляют поджим полок профиля 7 к внутренним матрицам 6.
При дальнейшем движении подвижной части штампа происходит разрезка проЛиля 7 пуансоном 14.
В конце обратного хода привода пуансона Р2 планки 13, нажимая на головки тяг 11 и преодолевая давление буфера 10, отводят прижимы 5, освобождая полки проЛиля 7.
Затем включается на обратный ход1 привод матрицы Р1 ; клин 8 освобождает наружные матрицы 4, которые под воздействием пружин 9 отводятся от внутренних матриц 6 более чем на высоту профиля 7.
Отрезанная часть профиля снимается со штампа, оставшийся профиль свободно подается на загрузочную позицию.
Формула изобретения
1. Штамп для резки коробчатого незамкнутого профиля на заготовки, содержащий нижнюю и верхнюю плиты, 5 пуансон с профильной режущей кромкой, две неподвижные внутренние и две подвижные наружные матрицы и клиновой привод подвижных наружных
0
5
0
5
матриц, отличающийся тем что, с целью повышения качества получаемых заготовок, он снабжен тягами, установленными на нижней плите, обоймой, закрепленной на верхней плите, и двумя подвижными прижимами, связанными с нижней плитой посредством тяг, при этом наружные подвижные полуматрицы и подвижные прижимы установлены в обойме с возможностью встречного- перемещения и образуют в сомкнутом положении замкнутый контур, подвижные полуматрицы подпружинены к обойме и установлены с возможностью перемещения, величина которого больше высоты их
рабочей полости, неподвижные внутренние матрицы жестко закреплены в обойме, пуансон с профильной режущей, кромкой установлен на нижней плите, выполненной подвижной, верхняя плита выполнена неподвижной, а клиновой привод подвижных наружных матриц установлен с возможностью перемещения в направлении, перпендикулярном направлению перемещения пуансона.
2. Штамп по п. 1, о т л и ч а ю- щ и и с я тем, что пуансон выполнен
клиновой формы с прямолинейными плоскостями, образующими режущую
кромку.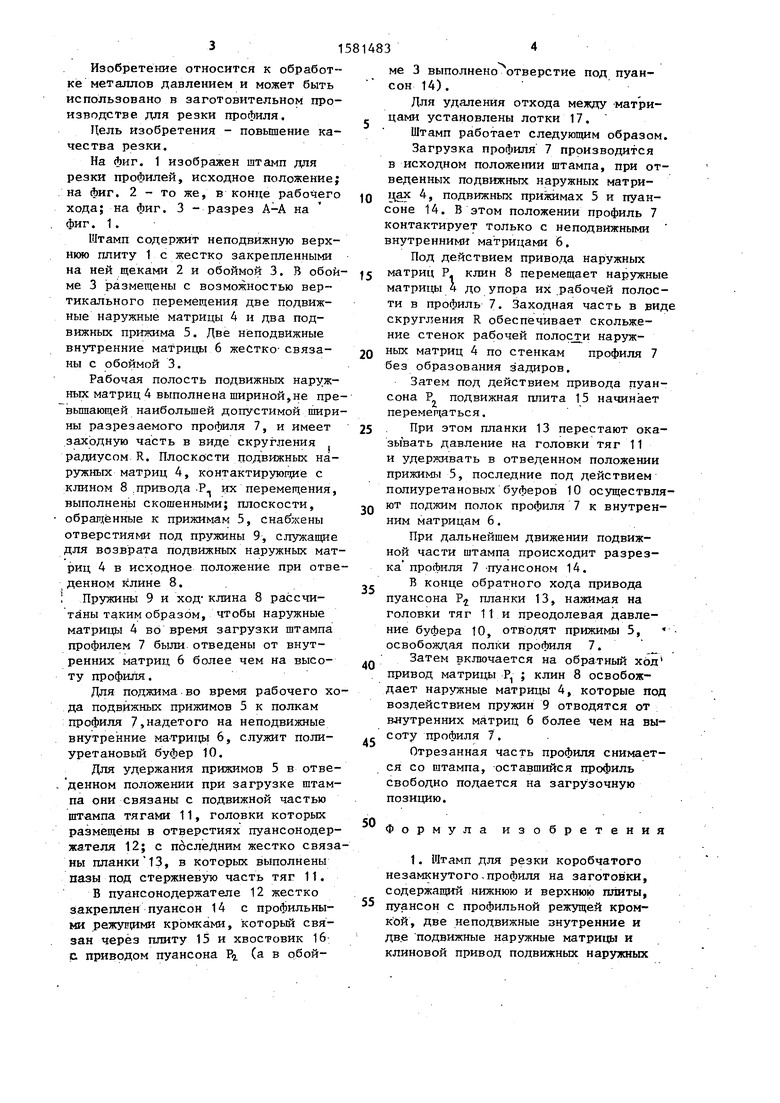
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
| Гибочный штамп для изготовления деталей типа втулок | 1979 |
|
SU897353A1 |
| Штамп для резки П-образных профилей | 1989 |
|
SU1620224A1 |
| Устройство для формообразования ячеекВ лиСТОВыХ зАгОТОВКАХ | 1978 |
|
SU806201A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Штамп для резки профильного материала | 1987 |
|
SU1641526A1 |
| Штамп для штамповки деталей в разъемных матрицах | 1974 |
|
SU538802A1 |
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |


Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве для резки профиля. Цель изобретения - повышение качества резки. После подачи профиля 7 в рабочую полость штампа на поверхность внутренних матриц 6 клин 8 перемещает наружные матрицы 4 до упора их в профиль. Под действием привода пуансона плита 15 с пуансоном 14 начинает перемещаться. При этом планки 13 перестают оказывать давление на тяги 11 и под действием буферов 10 прижимы 5 перемещаются к профилю 7 и зажимают его, образуя замкнутый контур с подвижными матрицами 4. Затем происходит разрезка профиля пуансоном 14. 1 з.п. ф-лы, 3 ил.
Фиг. 2
Фиг.д
| Штамп для резки профилей | 1981 |
|
SU1013136A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
