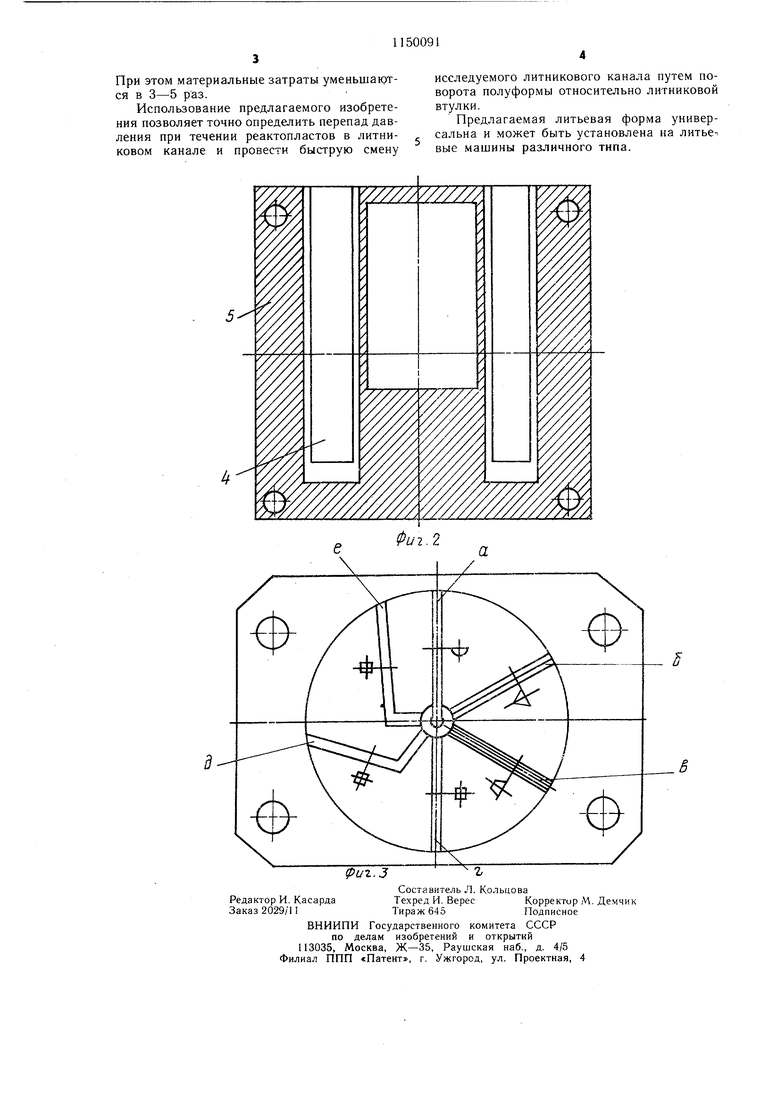
Изобретение относится к переработке полимерных материалов, в частности реактопластов методом литья под давлением, и может быть использовано в химической и других отраслях промышленности. Известна литьевая форма для полимерных изделий, содержащая неподвижную литниковую плиту с закрепленными с ней наклонными колонками, подвижные плиты, включающие плиту пуансона, основание, плиту выталкивателей, при этом плита выталкивателей размещена на плите пуансона, а боковая поверхность выполнена наклонной, взаимодействующей с наклонными поверхностями полуматриц 1. Недостатком этой литьевой формы является невозможность использования ее для исследования процесса течения расплава в литниковых каналах различного поперечного сечения. Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является литьевая форма для исследования формуемости полимерных материалов, содержащая две полуформы, в одной из которых установлена литниковая втулка и размещена литниковая система, а в другой расположены средства измерения. В указанной литьевой форме благодаря наличию средства измерения в виде датчика, размещенного под сменной вставкой, в которой выполнен литниковый канал, определяются потери давления в разводящем литниковом канале 2. Недостатки известной литьевой формы заключаются в том, что для исследования течения расплава в литниковых, каналах различного поперечного сечения необходима замена оператором съемных вставок, что требует значительного времени, трудоемкости и способствует снижению производительности. Кроме того, она имеет ограниченные возможности, так как не позволяет определить перепад давления в литниковой системе. Отсутствие данных о перепаде давления способствует увеличению расхода материала в пусковой период литьевой машины при переходе на другой ассортимент изделий, что снижает экономичность. Особенно это имеет значение при переработке трудноперерабатываемых материалов, таких как те 5мореактивные материалы. Цель изобретения - повышение производительности и расширение технологических возможностей литьевой формы. Указанная цель достигается тем, что в литьевой форме для исследования формуемости полимерных материалов, содержащей две полуформы, в одной из которых установлена литниковая втулка и размещена литниковая система, а в другой расположены средства измерения, литниковая система выполнена в виде радиально расположенных литниковых каналов различного поперечного сечения, а полуформа с литниковой систе.мой смонтирована с возможностью поворота относительно литниковой втулки дЛя последовательного подвода каждого литникового канала к средствам измерения. Кроме того, средства измерения выполнены в виде ряда датчиков, распо.тоженных по длине каждого литникового канала. Использование данной литьевой формы позволяет изучать перепад давления по длине литниковых каналов различного поперечного сечения при использовании одних и тех же датчиков для различных каналов, что снижает трудоемкость, способствует удешевлению системы. При этом за счет поворота полуформы время смены исследуемого канала является минимальным. На фиг. 1 изображена литьевая форма для исследования формуемости полимерных материалов; на фиг. 2 - полуформа с нагревателями; на фиг. 3 - полуформа с литниковыми каналами. Литьевая форма состоит из двух полуформ i и 2. В полуформе 1 расположены средства измерения в виде нескольких датчиков 3 давления и нагреватели 4. Полуформа I прикреплена к обогреваемой плите 5, которая, в свою очередь, установлена на левой крепежной плите 6. В полуфор.ме 2 размещена литниковая система в виде радиально расположенных литниковых каналов а, б, в, г, д, е различного поперечного сечения. Полуфор.ма 2 прикреплена к правой крепежной плите 7 и смонтирована с возможностью поворота вокруг оси литниковой втулки 8, установленной в полуформе 2. Литьевая форма работает следующим образом. Подготовленная механизмом пластикации доза расплава реактопласта впрыскивается в предварительно разогретую нагревателями 4 форму. Давление расплава, поступающего через литниковую втулку 8 в один из исследуемых каналов а, б, в, г, д, е, передается на датчики 3 давления. При этом фиксируется давление по длине литникового канала и время течения расплава по литниковому каналу. После окончания впрыска форма раскрывается и .материал удаляется из канала. Затем форма смыкается и цикл повторяется. Для смены исследуемого литникового канала полуформу 2 с литниковыми каналами поворачивают относительно литниковой втулки 8 и исследуемый канал подводится к средствам измерения - ряду датчиков 3 давления, которые располагаются по длине литникового канала. Наличие ряда датчиков, размещенных по длине литникового канала, позволяет быстро и точно определить перепад давления в литниковом канале, а затем с помощью диаграмм выбрать оптимальные размеры литникового канала и параметры впрыска.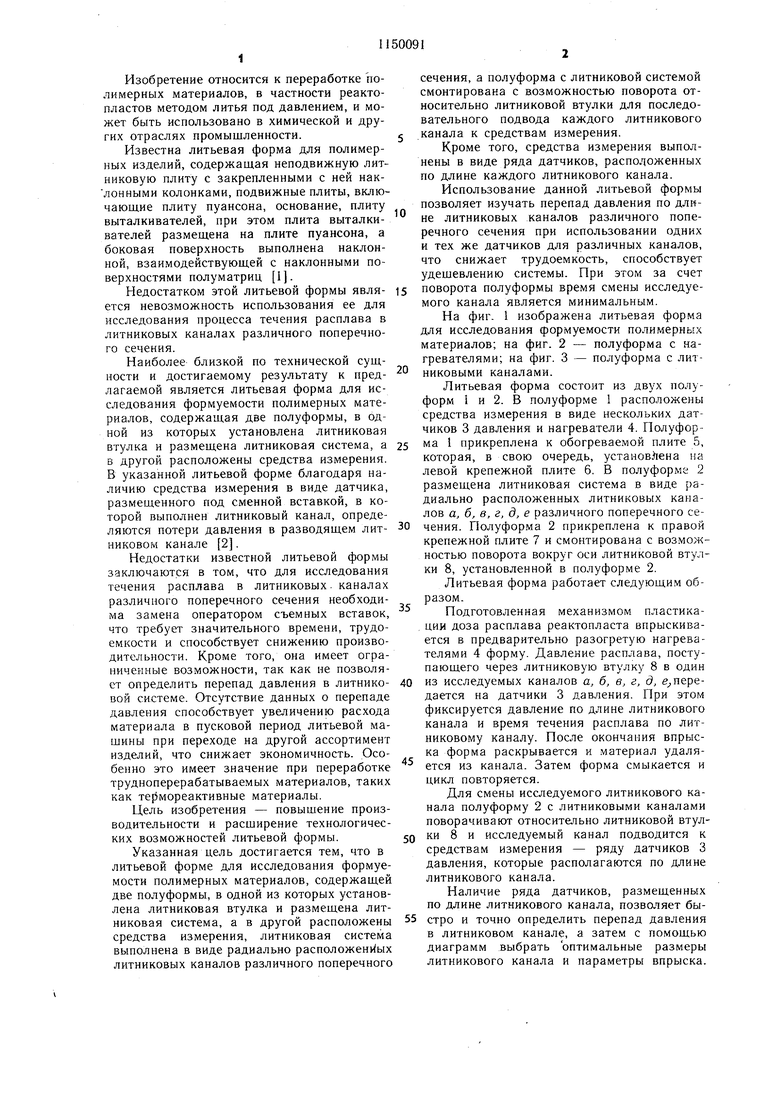
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ | 1989 |
|
RU2050279C1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1110645A1 |
| Форма для исследования текучести полимерных материалов | 1990 |
|
SU1753366A1 |
| Устройство для определения литьевых свойств полимерных материалов | 1971 |
|
SU444968A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА | 1994 |
|
RU2037418C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ПРИ НИЗКОМ ПОСТОЯННОМ ДАВЛЕНИИ | 2012 |
|
RU2573483C2 |
| Литьевая форма для полимерных изделий | 1979 |
|
SU895689A1 |
| Модельная литьевая форма | 1984 |
|
SU1171343A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОДДОНОВ И ПОДДОНЫ, ИЗГОТАВЛИВАЕМЫЕ ПОСРЕДСТВОМ ЛИТЬЕВОЙ ПРЕСС-ФОРМЫ | 2023 |
|
RU2810812C1 |
1. ЛИТЬЕВАЯ ФОРМА ДЛЯ ИССЛЕДОВАНИЯ ФОРМУЕМОСТИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, содержащая две полуформы, в одной из которых установлена литниковая втулка и размещена литниковая система, а в другой расположены средства измерения, отличающаяся тем, что, с целью повышения производительности и расширения технологических возможностей литьевой формы, литниковая система выполнена в виде радиально расположенных литниковых каналов различного поперечного сечения, а полуформа с литниковой системой смонтирована с возможностью поворота относительно литниковой втулки для последовательного подвода каждого литникового канала к средствам измерения. 2. Форма по п. 1, отличающаяся тем, что средства измерения выполнены в виде ряда датчиков, расположенных по длине каждого литникового канала. /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма для полимерных изделий | 1978 |
|
SU691309A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бельник П | |||
| Р | |||
| и др | |||
| Расчет разводящих каналов литьевых форм | |||
| «Пластические массы, 1976, № 6, с | |||
| Солесос | 1922 |
|
SU29A1 |
