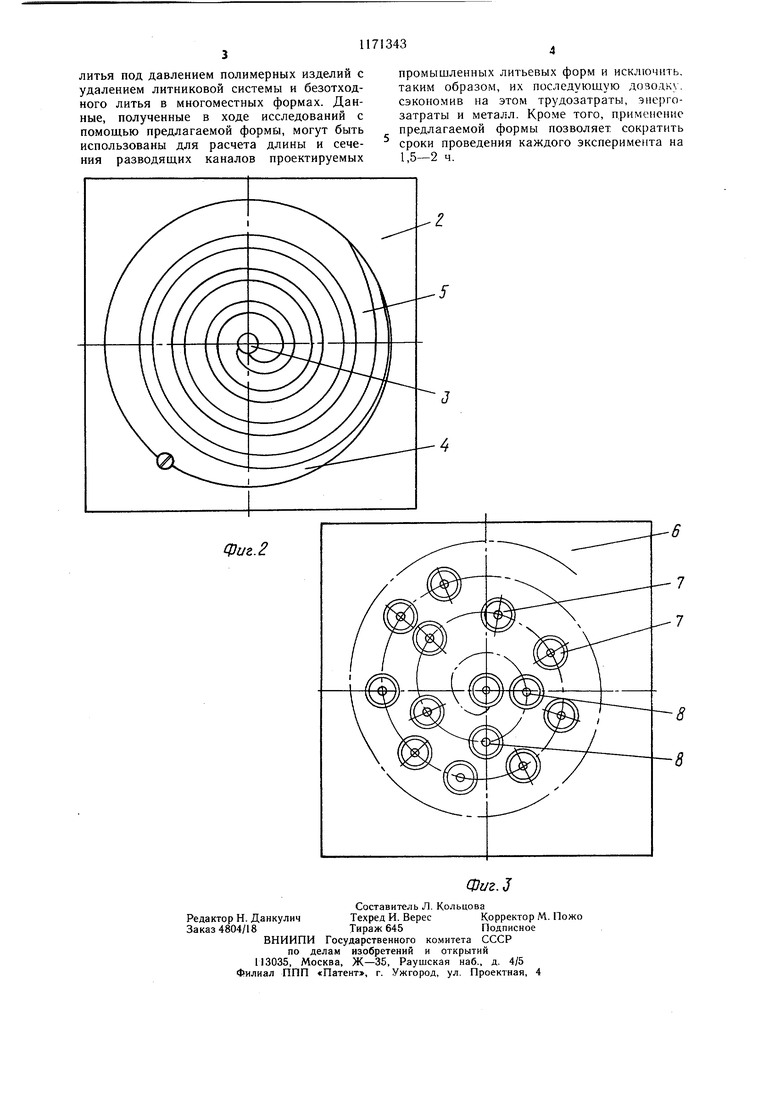
Изобретение относится к устройствам для исс.чедования формуемости полимерных материалов при их переработке методом литья под давлением и может быть использовано для определения конструктивных элементов проектируемых литьевых форм в химической промышленности, машиностроении. Цель изобретения - повышение производительности и качества в исследовании процесса литья под давлением и расширения технологических возможностей литьевой формы. На фиг. 1 показана модельная литьевая форма, общий вид; на фиг. 2 - разводяший спиральный канал в плане; на фиг. 3 - выпускные каналы в плане. Модельная литьевая форма содержит блок 1 литников, который состоит из основной плиты 2 с центральным подводящим каналом 3, вставки 4 со спиральным разводящим каналом 5 и плиты 6, содержащей втулки 7 с впускными каналами 8. Имеется формующий блок 9 с формующими гнездами 10, а также крепежная плита с пуансонами 11, перемещение которых осуществляется от привода перемещения винтовой пары 12. Витки спирали разводящего канала 5 расположены на одинаковом расстоянии один от другого. Впускные каналы 8 размещены на витках спирали через равные промежутки в зависимости от задач эксперимента и сообщают формующие гнезда 10 с разводящим каналом 5. nepeiveojeHHe пуансонов И обеспечивает изменение высоты формующих гнезд 10. Модельная литьевая форма работает следующим образом. После смыкания блока 1 литников с формующим блоком 9 расплав исследуемого полимера из инжекционного цилиндра литьевой машины (не показана) через центральный подводящий канал 3 заполняет спиральный разводяишй канал 5 и через впускные каналы 8 - формующие гнезда 10. После выдерягки и охлаждения модельная форма раскрывается по разъему блок 1 литников - формующий блок 9 и отлитые изделия сбрасываются пуансонами 11. После следующего смыкания формы расплав, находящийся в спиральном разводящем канале 5 в вязкотенучем состоянии, впрыскивается в формующие гнезда 10, а сам разводящий канал заполняется новой дозой высокотемпературного расплава. Исследование формуемости полимерных материалов на предлагаемой модельной литьевой форме осуществляется по количеству одновременно отлитых дисков в зависимости -от технологического режима толн1.ины дисков и вида материала, которые могут меняться, а также по изменению физикомеханических и физических свойств дисков (например, плотности) по мере их удаления от центрального подводящего канала 3. Задавая толщину диска равной толщине проектируемой к отливке детали, можно определить длину разводящего канала 5, физикомеханические и другие свойства отливки, подобрать материал и режим его переработки. Такой метод позволяет судить как о формуемости (текучести) полимеров, так и об изменении физико-механических свойств отливаемых изделий в зависимости от многих факторов литья под давлением в условиях максимального приближения к реальному процессу пролучения проектируемой детали. Экспериментальные исследования процесса заполняемости формующих гнезд 10 позволяет определить длину разводящих каналов в зависимости от толщины и количества отливаемых изделий, а посредством смены вставки со спиральным разводящим каналом определить и необходимое сечение канала. Спиральная конфигурация разводящего канала позволяет выполнить модельную форму компактной, но с достаточной длиной самого канала. Модельная форма имеет небольшой вес и размеры, что позволяет использовать для исследования испытательное оборудование малой мощности. Кроме того, спиральная форма разводящего канала обес печивает плавное течение расплава без возникновения резких перепадов давления и температуры на пути движения расплава. Равноудаленность витков спирали один от другого обеспечивает равномерность и стабильность температурного поля. Расположение впускных каналов на витках спирали через равные промежутки позволяет оценивать формуемость полимеров, перерабатываемых методом литья под давлением, по числу отлитых изделий и изменению физико-механических свойств отливаемых изделий по длине разводящео канала. Использование в формирующих гнездах пуансона, перемещаемого с помощью винтовой пары, позволяет изменять толщину отливаемых изделий, не снимая форму с мащины, при этом формующие гнезда могут иметь различную конфигурацию: дисков, клиновых пластин, усеченных конусов и т.д. Модельная форма имеет определенное количество формующих гнезд, что позволяет использовать ее для определения длины и сечения разводящих каналов проектируемых многоместных литьевых форм. В том случае, если блок литников теплоизолировать от формующего блока, интенсивно охлаждаемого водой, например с помощью воздушных зазоров, модельную литьевую форму можно использовать для определения ранее указанных характеристик, но уже для горячеканальных многоместных форм. Область использования формы и исследования процесса литья под давлением расширена, так как форма может быть использована для определения параметров процесса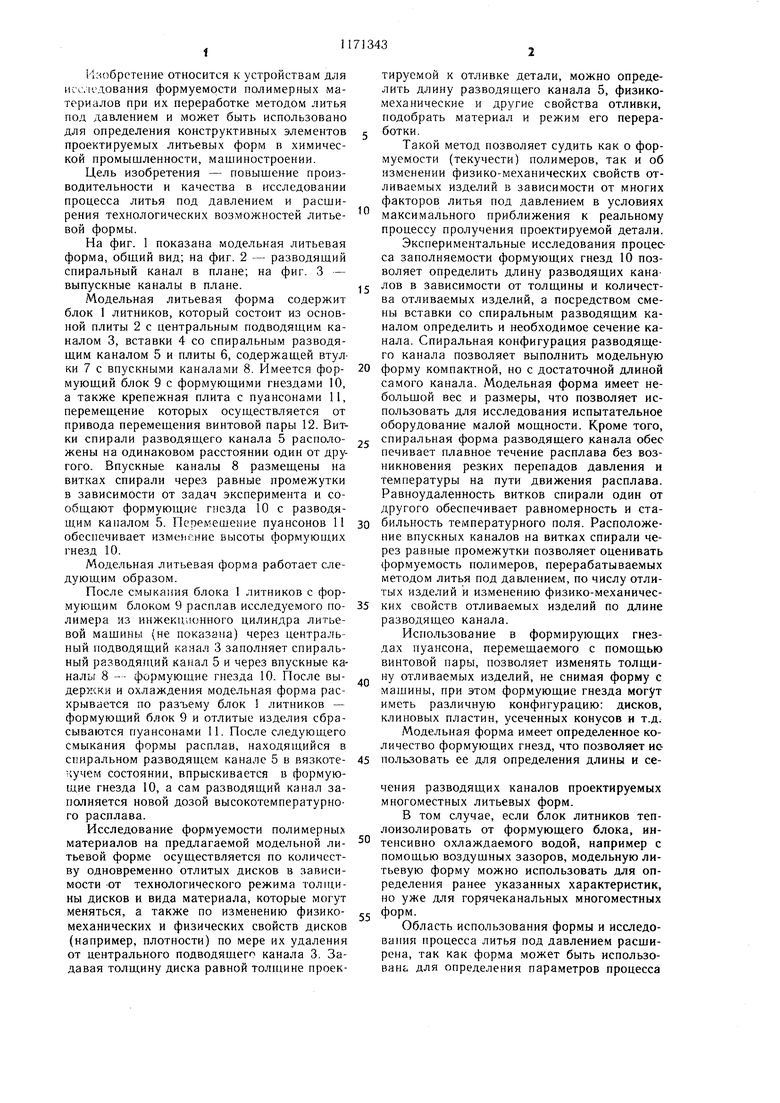
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И МАШИНА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2005 |
|
RU2344039C2 |
| Литьевая форма для изготовления изделий со сквозным отверстием из термопластов | 1984 |
|
SU1199644A1 |
| Литьевая форма | 1980 |
|
SU982278A1 |
| ФОРМА ДЛЯ ЛИТЬЯ ТЕРМОПЛАСТИЧЕСКИХ МАТЕРИАЛОВ | 1971 |
|
SU292809A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1980 |
|
SU921866A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1024284A1 |
| Литьевая форма для изготовления длинномерных полимерных изделий | 1988 |
|
SU1590391A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1500493A1 |
МОДЕЛЬНАЯ ЛИТЬЕВАЯ ФОРМА, содержащая блок литников с центрально расположенным подводящим каналом, разводящим и впускными каналами, формующий блок с формующими гнездами, сообщенными посредством впускных каналов с разводящим каналом и снабженных пуансонами, отличающаяся тем, что, с целью повьппения производительности и качества в исследовании процесса литья под давлением и расширения технологических возможностей литьевой формы, разводящий канал выполнен в виде спирали, витки которой равноудалены друг от друга, впускные каналы размещены по длине разводящего канала на равном расстоянии друг от друга, S а пуансон снабжен приводом осевого перемещения для изменения высоты формующих (Л гнезд. 00 4 оо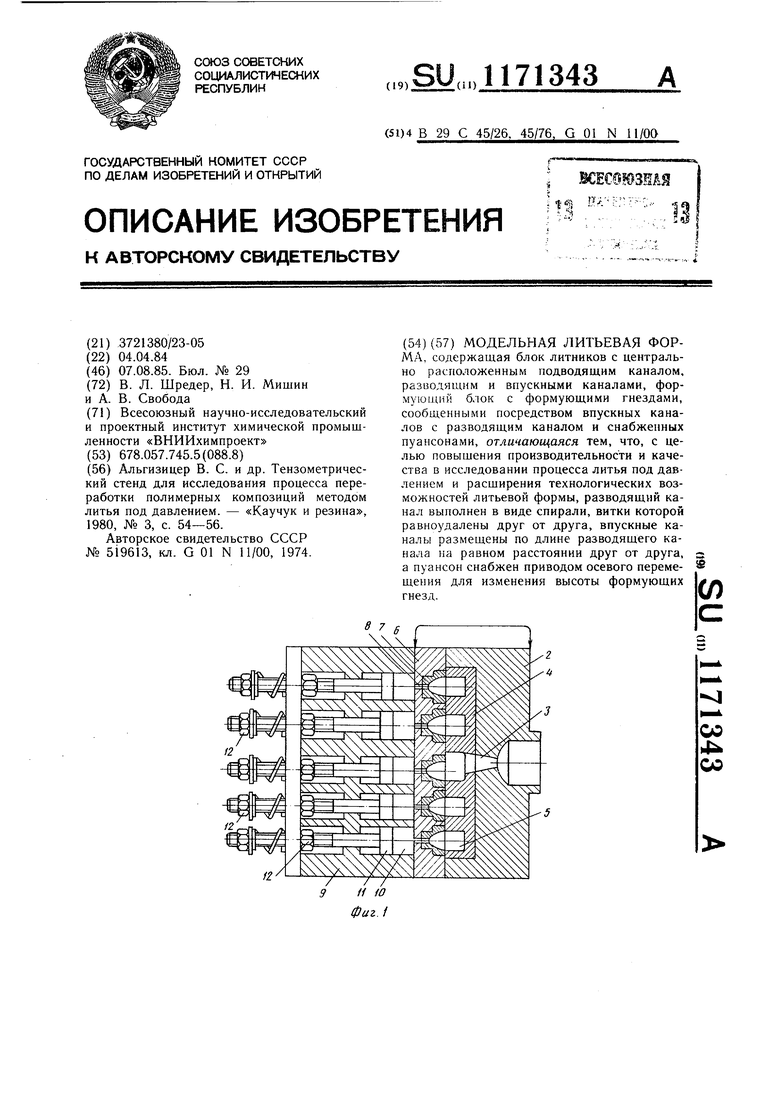
| Альгизицер В | |||
| С | |||
| и др | |||
| Тензометрический стенд для исследования процесса переработки полимерных композиций методом литья под давлением | |||
| - «Каучук и резина, 1980, № 3, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Устройство для определения текучести термореактивных материалов | 1974 |
|
SU519613A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
