изобретение относится к станкостроению и может быть использовано для обработки деталей типа плоскогубцев по внутреннему и наружному контурам.
Цель изобретения - повышение точности обработки, упрощение конструкции.
В результате того, что полная обработка детали осуществляется в одних и тех же тисках, на одном и том же базирующем штыре, который разгружается от усилий резания за счет введения подводимых опор, которые воспринимают нагрузки, возниканнцие в процессе обработки, обеспечивается точность обработки, а выполнение кантователя в виде кулачка исключает необходимость оснащения кантователя исполнительными органами для переноса детали.
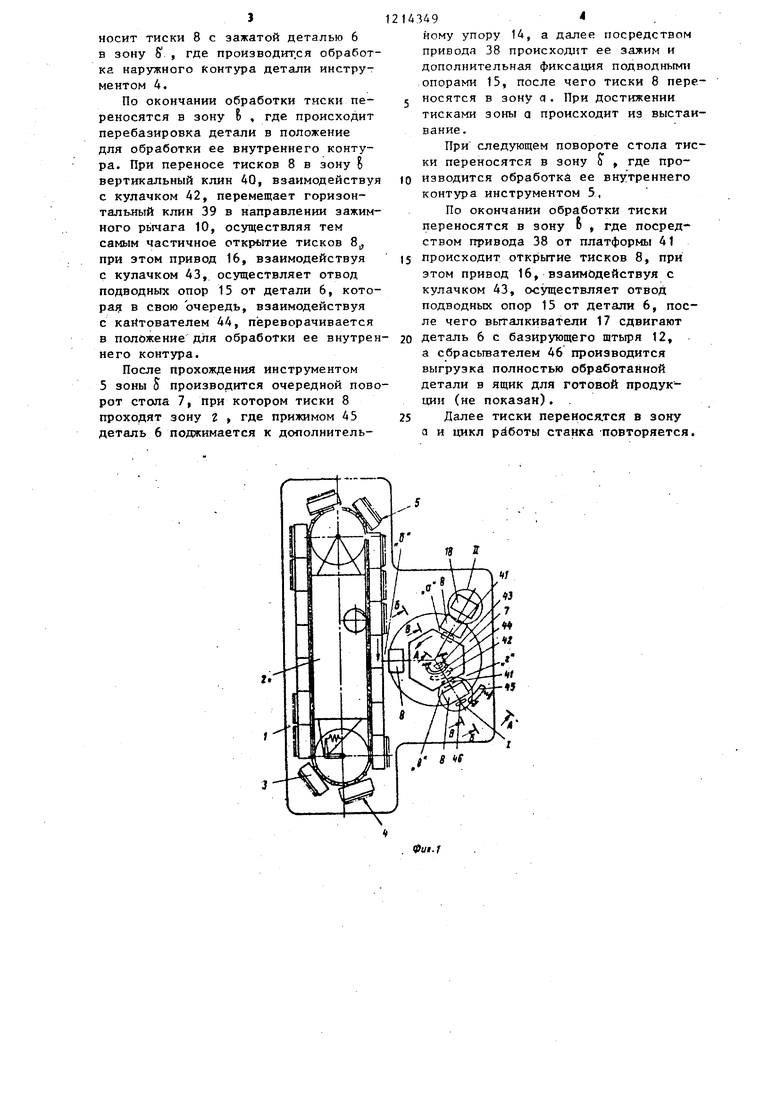
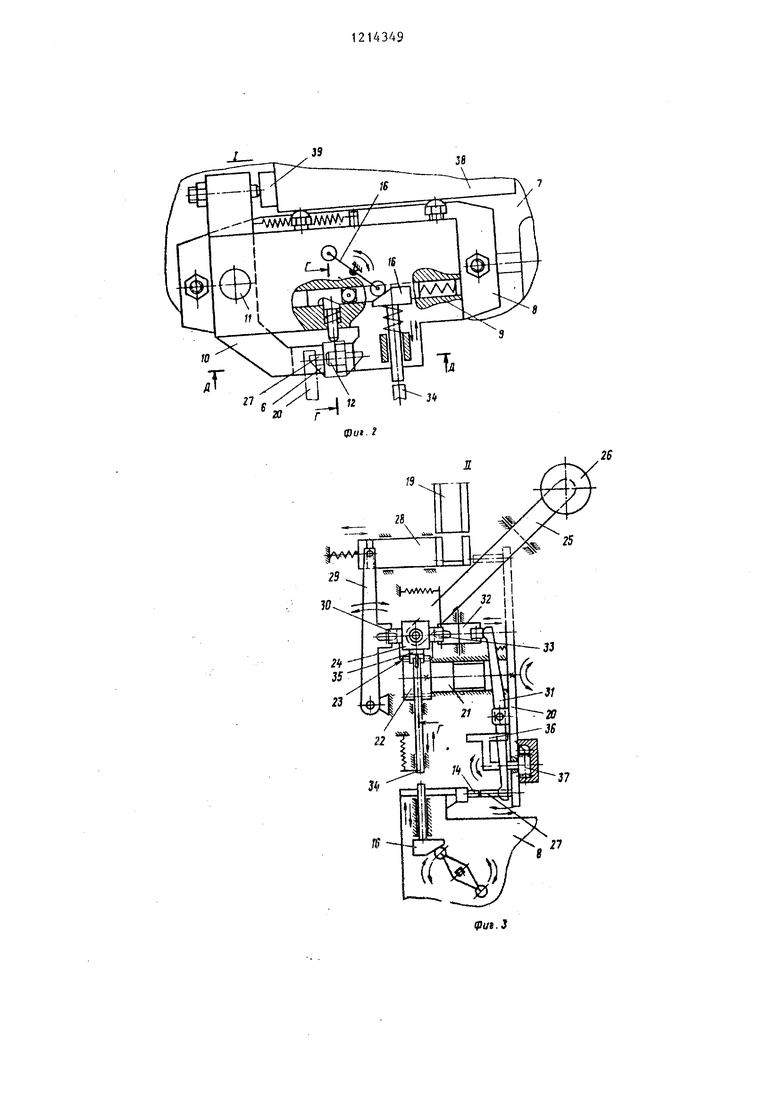
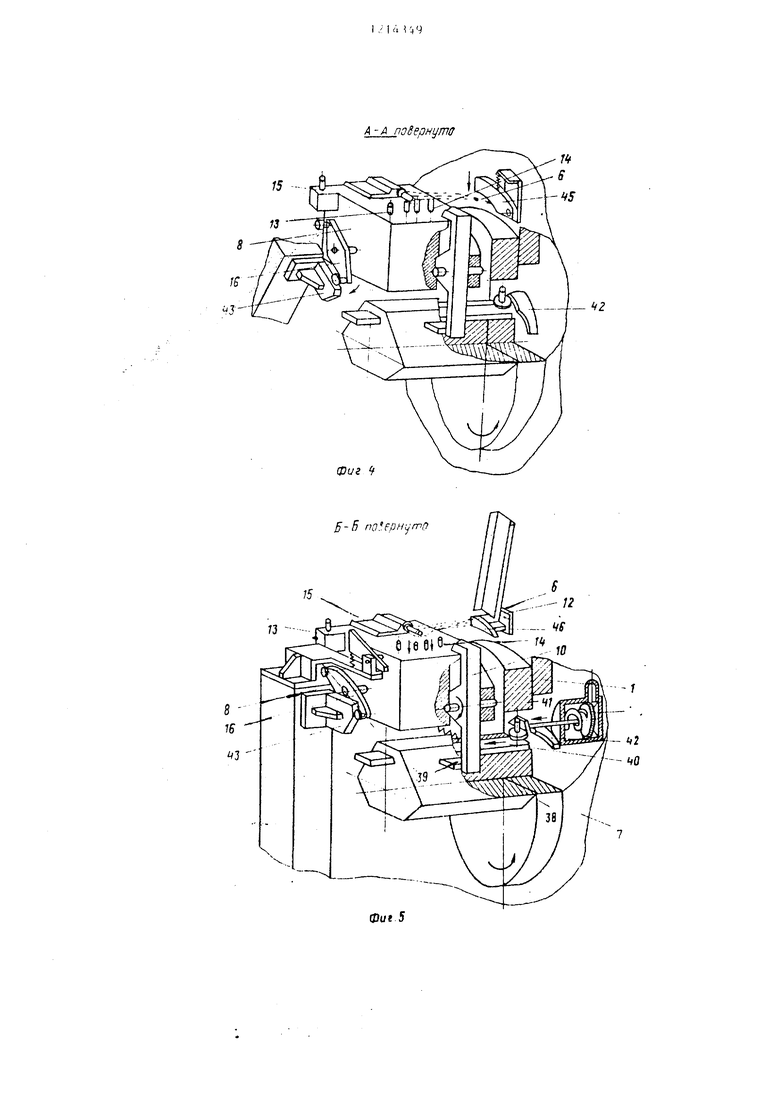
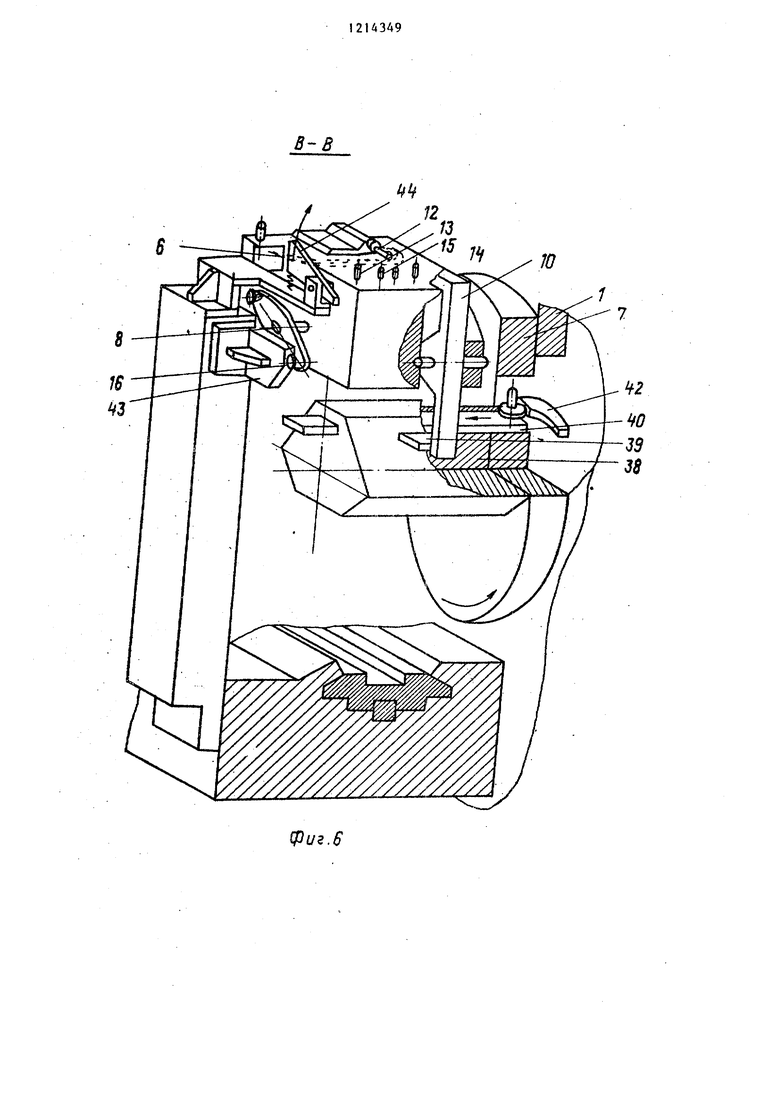
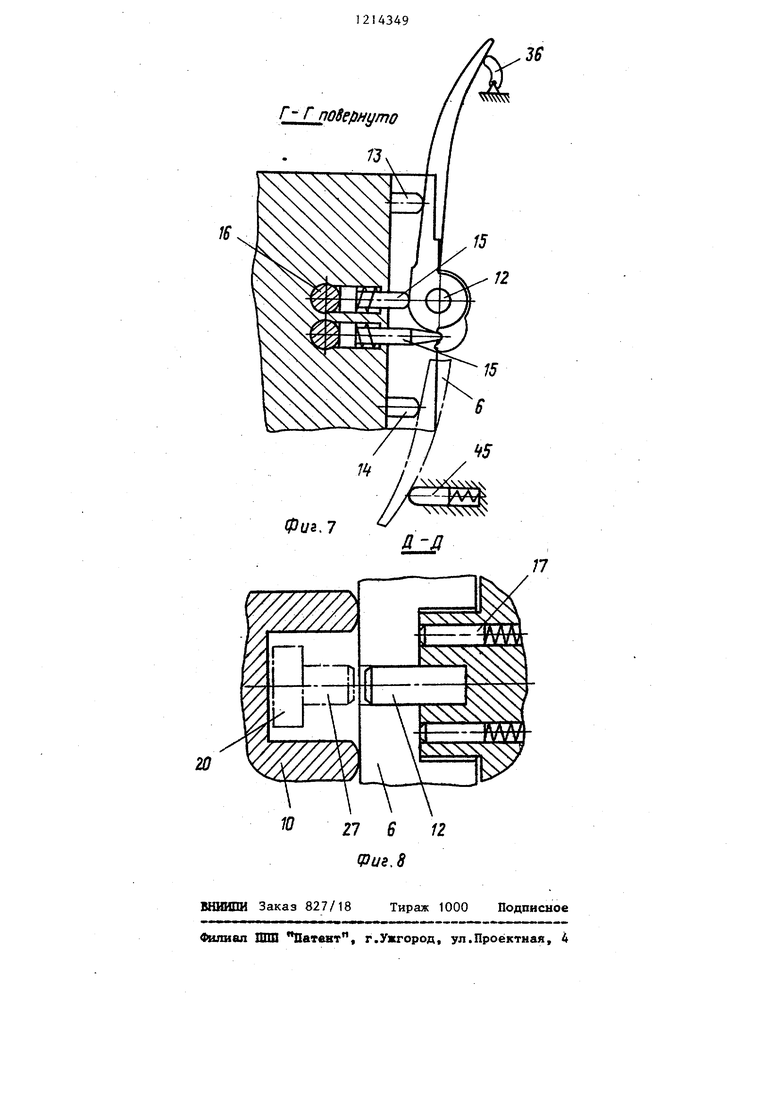
На фиг. 1 изображен станок, общий вид; на фиг. 2 - узел I фиг. 1} на фиг. 3 - узел И на фиг. 1; на фиг. 4 - разрез А-А на фиг. 1;. на фиг. 5 - разрез Б-Б на фиг. 1; на фиг. 6 - разрез В-В на фиг. 1; на фиг. 7 - разрез Г-Г на фиг. 2; на фиг. 8 - разрез Д-Д на фиг. 2.
Непрерывно-протяжной станок содержит стойку 1, рабочий ползун 2, в виде транспортера с держателями 3, на которых закреплен инструмент 4 и 5 для обработки соответственно наружного и внутреннего контуров детали 6, поворотный стол 7 с тисками 8 в корпусе 9 которых размещены зажимной рычаг 1О на оси 11 и базирующий штьгрь 12,. упор 13 и допол- нительньй упор 14 для базирования детали 6 при обработке соответственно наружного и внутреннего контуров, подводные опоры 15 с приводом 16 и подпружиненные выталкиватели 17. Загрузочное устройство 18 выполнено в виде магазина 19, питателя 20, жестко закрепленного на оси 21, несущей зубчатое колесо 22, находящееся в зацеплении с рейкой 23 командоаппарата 24, связанного посредством рычага 25 с гидроцилиндром 26, и оснащенного пальцем 27 перекладчика 28 с приводом 29 от кулачка 30 командоаппарата 24, толкателя 31 с приводом 32 от кулачка 33 командоаппарата 24, штока 34 управления приводом 16 подводных опор 15, получающего движение от кулачка 35 командоаппарата 24, и прижима 36 с приводом 37 также от командоаппарата 24. Привод 38 зажима тисков 8 выполнен в виде горизонтального клина 39 и вертикального 40, образ5т)щих клиновую пару, гид- рофицированных платформ 41, размещенных в зонах а и b и кулачка 42-, установленного в зоне Ь- , кулачка
43 управления приводом 16 подводньк опор 15 в зоне Ь , который жестко закреплен на стойке 1. Кантователь 44 вьшолнен в виде подпружиненного кулачка, закрепленного на стойке 1.
Прижим 45 вьтолнен в виде подпружиненной профильной планки. Сбрасыватель 46 обрабатьшаемых деталей 6 установлен также на стойке 1. Непрерывно-протяжной станок ра-
ботает следующим образом.
В зоне Р деталь 6 из магазина 19 перекладчиком 28 перемещается под действием привода 29 от кулачка 30 командодппарата 24, рычага
25 и гидроцилиндра 26 на палец 27 питателя 20, при этом шток 34 через привод 16 отводит подводимые опоры 15 от базщззтощего штьфя 12 Одновременно по команде распределительного вала (не показан) гидро- фицированная платформа 41, размещенная в зоне о , через клинья 40 и 39 производит открытие тисков 8, т.е. зажимной рьгааг 10 поворачивается вокруг оси 11 в исходное положение. После этого питатель 20 переносит деталь 6 в тиски 8 поворотного стопа 7, совмещая ось пальца 27 с осью базирующего штыря 12. Далее толкатель 31 под действием привода 32 от кулачка 33 командоаппарата 24 переталкивает деталь 6 на базируюпщй штьфь 12 тисков 8, а затем прижимом 36 через привод 37 от ко)х андоаппарата 24 деталь 6 поджимается к упору 13, после чего происходит зажим детали 6 рычагом 10 под действием привода 38
После зажима детали испопнитель- ные органы загрузочного устройства 1В отводятся в исходное положение, при этом привод 16 перемещает под- водны опоры 15 к детали 6, осуществляя тем самым дополнительную ее фик- сащш.,
Посредством привода станка по команде распределительного вала (не показан) поворотньй стол 7 пере
носит тиски 8 с зажатой деталью 6 в зону S , где производит.ся обработка наружного Контура детали инструментом 4.
По окончании обработки тиски переносятся в зону & , где происходит перебазировка детали в положение для обработки ее внутреннего контура. При переносе тисков 8 в зону S вертикальный клин 40, взаимодействуя с кулачком 42, перемещает горизонтальный клин 39 в направлении зажимного рьгчага 10, осуществляя тем самым частичное открытие тисков 8,, при этом привод 16, взаимодействуя с кулачком 43, осуществляет отвод подводных опор 15 от детали 6, которая в свою очередь, взаимодействуя с кайтователем 44, переворачивается в положение для обработки ее внутрен него контура.
После прохождения инструментом 5 зоны S производится очередной пово рот стола 7, при котором тиски 8 проходят зону 2 где прижимом 45 деталь 6 поджимается к дололнитель214349 .
ному упору 14, а далее посредством привода 38 происходит ее зажим и дополнительная фиксация подводными onopaNra 15, после чего тиски 8 перег носятся в зону q. При достижении тисками зоны а происходит иэ выстаивание.
При следующем повороте стола тиски переносятся в зону о , где про)0 изводится обработки ее внутреннего контура инструментом 5,
По окончании обработки тиски переносятся в зону 6 , где посредством привода 38 от платформы 41
15 происходит открытие тисков 8, при этом привод 16, взаимбдействуя с кулачком 43, осуществляет отвод подводных опор 15 от детали 6, после чего выталкиватели 17 сдвигают 20 деталь 6 с базирующего штьфя 12, а сбрасьгоателем 46 производится выгрузка полностью обработанной детали в ящик для готовой продукции (не показан). .
25 Далее тиски переносятся в зону а и цикл работы станка повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления сборных изделий | 1989 |
|
SU1691047A1 |
| Автоматическая линия | 1987 |
|
SU1445920A1 |
| Устройство для зажима и подачи деталей | 1983 |
|
SU1151417A1 |
| Металлорежущий станок | 1981 |
|
SU988528A1 |
| Автоматическая линия для обработки крупногабаритных колец | 1985 |
|
SU1252132A1 |
| Обкатный станок для обработки заготовок | 1973 |
|
SU556878A1 |
| Станок для обработки наружных многогранных поверхностей деталей | 1986 |
|
SU1516259A1 |
| Автоматическая линия | 1985 |
|
SU1348144A1 |
| Загрузочное устройство | 1977 |
|
SU673422A1 |
| АВТОМАТ ДЛЯ ОБРАБОТКИ ПЛОСКИХ МАЛОГАБАРИТНЫХДЕТАЛЕЙ | 1968 |
|
SU222133A1 |

,, .
I
да Г
ж
9 --гг
J
27
A -A подернуто
фиг ff
,.-1 2
Б-В па ерн то
15
73
N
- f
ю
(риг.е
Г- Г noSeuHymf)
;j,
Фиг,1
Д
2D
ВНИШШ Заказ 827/18 Тираж 1000 Подписное
Филиал ЛПП Патент, г.Ужгород, ул.Проектная, 4
| Авторское свидетельство СССР № 509013, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 1070803, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
