(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДОВОДКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления процессом доводки | 1978 |
|
SU751604A1 |
| Способ абразивной доводки деталей | 1978 |
|
SU764943A1 |
| Вертикальный доводочный двухдиско-Вый CTAHOK плАНЕТАРНОгО ТипА | 1979 |
|
SU831579A1 |
| Способ доводки деталей | 1979 |
|
SU837807A1 |
| Вертикальный доводочный двухдисковый станок планетарного типа | 1981 |
|
SU1187968A2 |
| Устройство управления приводом разжима притира | 1981 |
|
SU995067A1 |
| Устройство управления приводом разжима притира | 1980 |
|
SU894680A1 |
| Система управления станков дляАбРАзиВНОй ОбРАбОТКи | 1979 |
|
SU831589A1 |
| Станок для доводки поверхностей вращения | 1982 |
|
SU1039700A1 |
| Устройство для плоскопараллельной доводки деталей | 1984 |
|
SU1252142A1 |
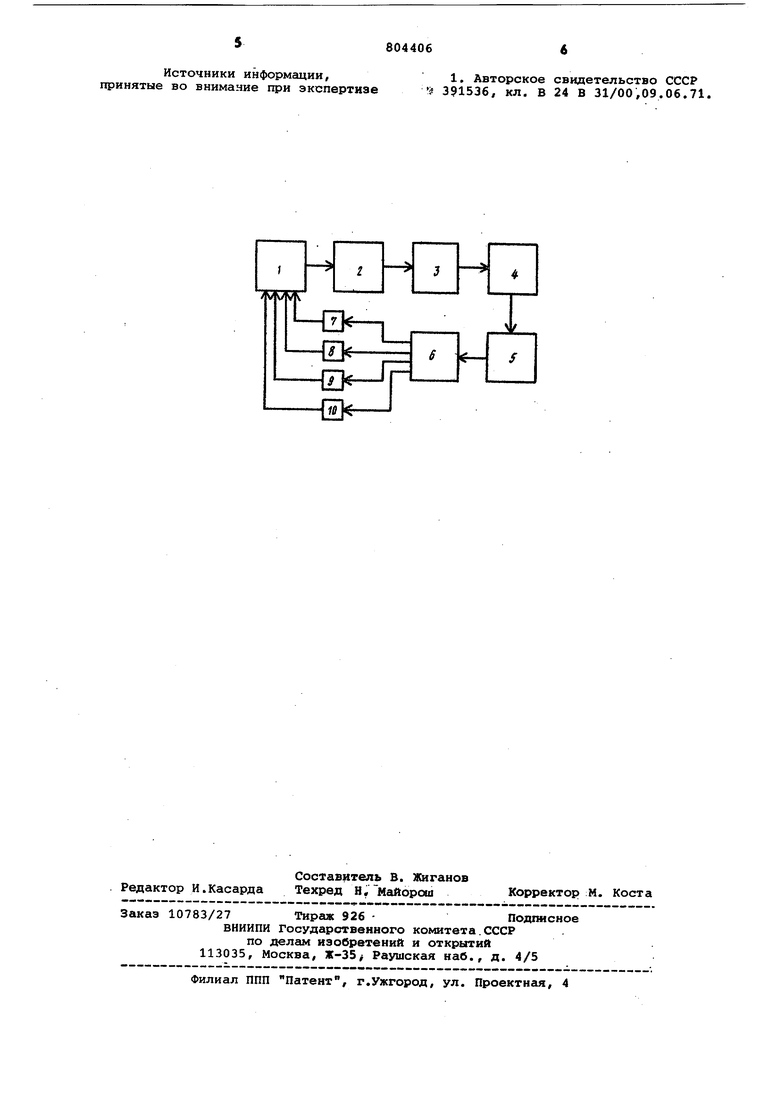
Изобретение относится к абра- зивной обработкематериалов и может быть использовано в различных отраслях народного хозяйства, например, в приборостроении для высокоэффективно разкшрнс обработки деталей из различных полупроводниковых и хрупких труднообрабатываемых материсшов, например кварца, рубина, сапфира и др. Известен способ управления процес сом круглого бесцентрового шлифования посредством регулирования скорос ти вргицения изделия, при котором фор мируют сигналы пропорциональные ёцлплитуде и приращению амплитуды виб рации, возникающей при вращении изде лия, преобразуют их в сигналы управления и используют для регулирования скорости вращения изделия fl. Недостаток этого способа доводки отсутствие учета частоты действия силы абразивного трения, что снижает производительность процесса и качество обработанной поверхности,т.е. одним и тем же значениям давления, скорости и ускорения относительного движения детали по притиру соответствует некоторая область значений механической работы. Цель изобретения - повышение производительности процесса доводки и улучшение качества обработанной .i поверхности изделия. Поставленная цель достигается тем, что формируют сигналы пропорционально спектргшьной плотности силы абразивного трения и используют их для регулирования давлення, траектории, скорости и ускорения относительного движения детали по притиру. Иа чертеже изображена функциональная схема управления процессом доводки . Информация о спектре силы абразивного трения может быть получена непосредственным измерением.силы абразивного трения, измерением угловой скорости вращения сепаратора, измерением вращающегося момента привода сепаратора. Процесс доводки регулируют следующим образом. На вычислительной машине, моделируя процесс абразивного изнашива- Г ния, расчитывают последовательность кинематических режимов,т.е. значений окружных, скоростей притира сепаратора П,. , которые определяют
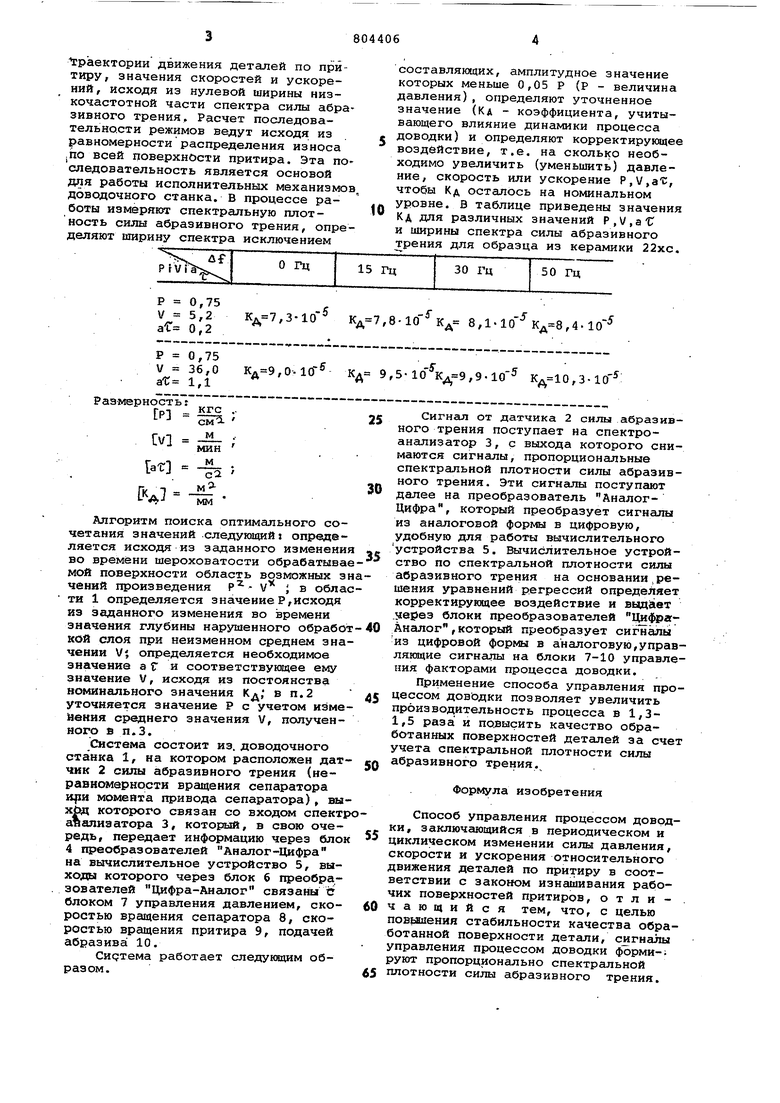
Траектории движения деталей по притиру, значения скоростей и ускорений, исходя из нулевой ширины низкочастотной части спектра силы абразивного трения. Расчет последовательности режимов ведут исходя из равномерности распределения износа |ПО всей поверхности притира. Эта по следовательность является основой для работы исполнительных механизмов доводочного станка. В процессе работы измеряют спектральную плотность силы абразивного трения, определяют ширину спектра исключением Р 0,75, V 36,0 ,0-1(Г Кд 31: 1,1и Размерность РЗ Алгоритм поиска оптимального сочетания значений следующий: определяется исходя из заданного изменения во времени шероховатости обрабатывае мой поверхности область возможных зн чений произведения V ; в облас ти 1 определяется значение Р,исходя из заданного изменения во времени значения глубины нарушенного обработ КОЙ слоя при неизменном среднем зна чении Vj определяется необходимое значение а Г и соответствующее ему значение V, исходя из постоянства номинального значения Кд, в п. 2 уточняется значение Р с учетом изме нения среднего значения V, полученного в п.З. Система состоит из. доводочного станка 1, на котором расположен дат чик 2 силы абразивного треиия (неравномерности вращения сепаратора HfiH момейта привода сепаратора) , вы х4зд которого связан со входом спект айализатора 3, который, в свою очередь, передает информацию через бло 4 преобразователей Аналог-Цифра на вычислительное устройство 5, выходы которого через блок 6 преобразователей Цифра-Аналог связаны с блоком 7 управления давлением, скоростью вращения сепаратора 8, скоростью вращения притира 9, подачей абразива 10. Сидтема работает следукяцим образом.
составляющих, амплитудное значение которых меньше 0,05 Р (Р - величина давления), определяют уточненное значение (Кд - коэффициента, учитывающего влияние динамики процесса доводки) и определяют корректирующее воздействие, т.е. на сколько необходимо увеличить (уменьшить) давление, скорость или ускорение P,/,at, чтобы Кд осталось на номинальном уровне. В таблице приведены значения Кд для различных значений P.V.aT и ширины спектра силы абразивного трения для образца из керамики 22хс. г 9,5-10 ,9-10 ,3-10 л f Сигнал от датчика 2 силы абразивного трения поступает на спектроанализатор 3, с выхода которого снимаются сигналы, пропорциональные спектральной плотности силы абразивного трения. Эти сигналы поступают далее на преобразователь АналогЦифра, который преобразует сигналы из аналоговой формы в цифровую, удобную для работы вычислительного устройства 5. Вычислительное устройство по спектральной плотности силы абразивного трения на основании.решения уравнений регрессий определяет корректирующее воздействие и выдает уерез блоки преобразователей ЦифраАналог,который преобразует сигналы ИЗ цифровой формы в аналоговую,управляющие сигналы на блоки 7-10 управления факторами процесса доводки. Применение способа управления процессом доводки позволяет увеличить производительность процесса в 1,31,5 раза и повысить качество обработанных поверхностей деталей за счет учета спектральной плотности силы абразивного трения. Формула изобретения Способ управления процессом доводки, заключающийся в периодическом и циклическом изменении силы давления, скорости и ускорения относительного движения деталей по притиру в соответствии с законом изнашивания рабочих поверхностей притиров, отличающийся тем, что, с целью повьииения стабильности качества обработанной поверхности детали, сигнала управления процессом доводки форми-; руют пропорционально спектральной плотности сялы абразивного трения.
Источники информации, принятые во внимание при экспертизе
