3150
Изобретение относится к оборудованию по переработке пластмасс в изделия и предназначено для ротационного формования полых изделий из термопластичных материалов.
Цель изобретения - упрощение конструкции и снижение энергоемкости машины за счет сокращения количества приводов вращения центрифуг и распо- ложения их вне поворотного стола.
На фиг. 1 изображена предлагаемая машина для ротационного формования изделий из пластмасс; на фиг. 2 - то же, вид в плане.
Машина для ротационного формования изделия из пластмасс содержит приводной поворотный стол 1, закрепленные |на нем центрифуги 2 для вращения форм 3 вокруг двух осей, оборудованные планетарной передачей с водилом в виде вилки-формодержателя 4, на котором На концах шпинделей установлены формы 3, стационарно расположенные около стола 1 двухпозиционную камеру 5 нагрева и камеру 6 охлаждения форм и позицию 7 загрузки-выгрузки, находящуюся в зоне А.
Камеры 5 и 6 снабжены жалюзийными воротами 8-10, системой 11 нагрева с входным 12 и выходным 13 отверстиями и системой 14 охлаждения с входным 15 и выходньм 16 отверстиями.
Каждая центрифуга 2 снабжена вертикальным входным валом 17 для подачи движения через полый вал 18 на вил ку-формодержатель 4 (горизонтальная ось вращения форм) и вертикальным входным валом 19 для передачи движения через внутренний вал 20 на вращение формы 3 вокруг собственной оси (перпендикулярной). Причем передача движения на полый вал 18 сопровождается одновременной передачей через дифференциальное устройство 21 равного движения на внутренний вал 20 с целью предотвращения относительного планетарного вращения форм вокруг собственной оси не от своего привода
Входные валы 17 и 19 центрифуг расположены параллельно оси 22 вра- цения поворотного стола 1 и снабжены соответственно шкивами 23 и 24, расположенными на разных уровнях относительно поворотного стола 1.
Приводы 25 и 26 вращения центрифуг расположены параллельно оси 22 вращения поворотного стола 1 и смонтиро- ваны над последним в одной радиаль
Q
5
0 5
о
0
5
5
0
5
ной плоскости посредством поворотных рычагов 27 и 28 с подпруткиненными в направлении поворота концами. Рычаги 27 и 28 расположены перпендикулярно радиальной плоскости. Приводы 25 и 26 связаны со шкивами 23 и 24 посредством бесконечных гибких элементов - ремней 29 и 30.
В одной радиальной плоскости с приводами 25 и 26 вращения и параллельно им расположены дополнительные приводы 31 и 32 вращения для облегчения перезарядки форм. Приводы 31 и 32 смонтированы над столом 1 посредством поворотных рычагов 33 и 34 с подпружиненными в направлении поворота концами. Рычаги 33 и 34 расположены перпендикулярно радиальной плоскости.
Дополнительные приводы 31 и 32 снабжены зубчатыми шестернями 35 и 36, а входные валы 17 и 19 - зубчатыми колесами 37 и 38 для взаимодействия с шестернями на позиции загрузки- выгрузки после выхода шкивов 23 и 24 из взаимодействия с бесконечными ремнями 29 и 30.
Поворотный стол 1 снабжен приводом 39, работающим в двух режимах - на рабочей скорости и ползучей, обеспечивающей остановку поворотного стола в заданном положении.
Машина для ротационного формования работает следующим образом.
В зоне А, где находится позиция 7 загрузки-выгрузки, формы 3 раскрьша- ются и загружаются заданным количеством порошкообразного термопласта,после чего закрываются.
Перед поворотом стола 1 для смены позиций технологического положения форм 3 жалюзийные ворота 8-10 открываются и в конечном положении подают команду на поворот стола. Включается привод 39 и стол 1 на рабочей скорости поворачивается в очередное положение f
При подходе стола к заданному положению его рабочая скорость меняется на ползучую и стол 1 медленно доводится и останавливается в очередном положении. При этом шкивы 23 и 24 центрифуги 2, вошедшей в зону А, выходят из взаимодействия с ремнями 29 и 30. Вследствие этого формы данной центрифуги прекращают вращаться, одновременно ее шестерни 37 и 38 входят в зацепление с шестернями допол- .
5
нительных приводов 31 и 32, что позволяет оператору производить (посредством толчковых кнопок) проворачивание форм в заданные положения для проведения выгрузки готовых изделий из форм и загрузки в них новых навесок порошкообразного термопласта.
Загруженные формы 3, попадающие на позицию в зоне Б, начинают получать необходимые рабочие движения, так как шкивы 23 и 24 центрифуги на этой позиции вступают во взаимодействие с ремнями 29 и 30.
После поворота стола 1 жалюзийные ворота закрываются и формы вращающиеся в камере 5 нагрева, в зонах Б и В подвергаются нагреву, а в камере 6 охлаждения в зоне Г подвергаются охлаждению. Нагрев форм в камере 5 нагрева обеспечивает система 11 нагрева, засасьгаающая из входного отверстия 12 отработанный воздух, а через выходное отверстие 13 нагнетающая в камеру подогретый воздух.
Охлаждение форм в камере 6 охлаждения обеспечивает система 14 охлаждения, вдувающая через входное отверстие 15 холодный воздух, а через выходное отверстие 16 он выносится в атмосферу отработанньш.
Процесс нагрева продолжается до полного расплавления термопласта в формах 3, которое происходит за два цикла в позициях зон Б и В, а процес охлаяздения происходит только на позиции зоны Г до затвердения изделия.
По окончании охлаждения форм 3 и подготовки форм на позиции загрузки- выгрузки в зоне А цикл повторяется в описанной последовательности.
Предлагаемое устройство позволяет уменьшить занимаемую машиной производственную площадь более чем в два раза, упростить конструкцию и уменьшить вес центрифуг, сократить количество двигателей приводов центрифуг с шестнадцати до четырех (для
15
02373
10
15
20
четырехпозиционной машины), улучшить услопия обслуживания маипгны при переключении скоростей вращения форм.
Формула изобретении
1.Машина для ротационного формования изделий из пластмасс, содержащая приводной поворотный стол, закрепленный на нем центрифуги для вращения форм вокруг двух осей, имеющие входные валы и приводы вращения, стационарно расположенные около стола камеры нагрева и охлаждения и позицию .Загрузки-выгрузки, отличающаяся тем, что, с целью упрощения конструкции и снижения энергоемкости машины, приводы вращения центрифуг расположены параллельно оси вращения поворотного стола и смонтированы над последним в одной радиальной плоскости посредством поворотных рычагов с подпружиненными в направлении поворота концами, расположенными перпендикулярно радиальной плоскости, а входные валы центрифуг расположены параллельно оси вращения поворотного стола и снабжены шкивами, которые связаны с соответствующими приводами вращения посредством бесконечных гибких элементов.
2.Машина поп.1, отличающаяся тем, что, с целью облегчения перезарядки форм, она снабжена дополнительными приводами вращения с зубчатыми шестернями, расположенными в одной радиальной плоскости с имеющимися приводами вращения и параллельно смонтированными над поворотным столом посредством поворотных рычагов с подпружиненными в направлении поворота концами, и Зубчатыми колесами, закрепленными на входных валах центрифуг
5 для взаимодействия с зубчатыми шестернями на позиции загрузки-выгрузки после выхода шкивов из взаимодействия с гибкими элементами.
25
30
35
40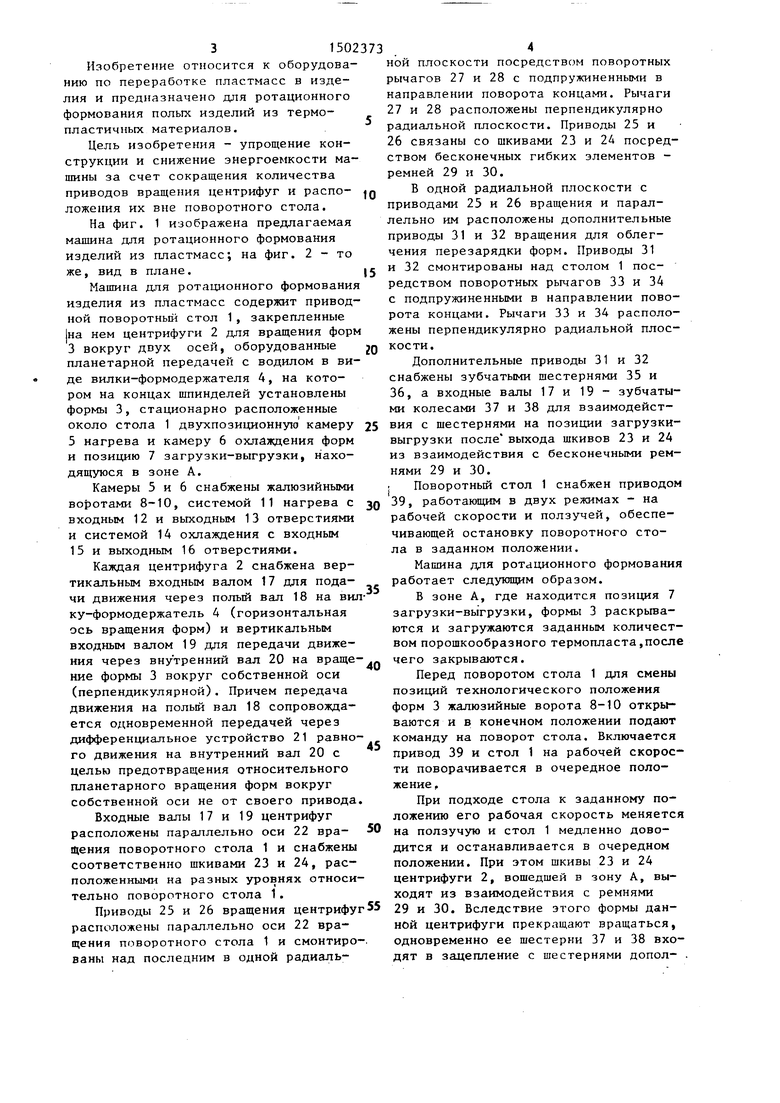

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для ротационного формования изделий из пластмасс | 1977 |
|
SU735413A1 |
| Машина для ротационного формования изделий из пластмасс | 1973 |
|
SU513863A1 |
| Машина для ротационного формования изделий из пластмасс | 1984 |
|
SU1151473A1 |
| Устройство для ротационного формования изделий из полимерных материалов | 1990 |
|
SU1796474A1 |
| Установка для ротационного формирования изделий из пластмасс | 1973 |
|
SU515646A1 |
| Устройство для полусухого прессования кирпича | 1990 |
|
SU1761482A1 |
| Устройство для прессования пустотелого сборного строительного элемента | 1990 |
|
SU1821374A1 |
| Отопочная машина | 1982 |
|
SU1025672A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВКИ В МАШИНУ ДЛЯ КОМПРЕССИОННОГО ФОРМОВАНИЯ | 2008 |
|
RU2463161C2 |
| ЛИНИЯ РОТАЦИОННОГО ФОРМОВАНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ | 2002 |
|
RU2226464C2 |

Изобретение относится к оборудованию для переработки пластмасс в изделия и предназначено для ротационного формования полых изделий из термопластичных материалов. Цель изобретения - упрощение конструкции и снижение энергоемкости машины. Для этого приводы 25 и 26 вращения центрифуг 2 расположены параллельно оси 22 вращения поворотного стола 1. Приводы 25 и 26 смонтированы над столом 1 в одной радиальной плоскости посредством поворотных рычагов с подпружиненными в направлении поворота концами. Рычаги расположены перпендикулярно радиальной плоскости. Входные валы 17 и 19 центрифуг 2 расположены параллельно оси вращения стола 1 и снабжены шкивами 23 и 24. Последние связаны с приводами 25 и 26 посредством бесконечных гибких элементов 29 и 30. Для облегчения перезарядки форм в одной радиальной плоскости с приводами 25 и 26 расположены дополнительные приводы 31 и 32 вращения с зубчатыми шестернями 35 и 36. Валы 17 и 19 снабжены зубчатыми колесами 37 и 38 для взаимодействия с шестернями на позиции загрузки-выгрузки после входа шкивов 23 и 24 из взаимодействия с гибкими элементами 29 и 30. 1 з.п.ф-лы., 2 ил.
| Патент США № 3829272, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Машина для ротационного формования изделий из пластмасс | 1984 |
|
SU1151473A1 |
| Солесос | 1922 |
|
SU29A1 |
