Изобретение относится к оборудованию для переработки пластмасс в крупногабаритные пустотелые изделия, а именно к устройствам для ротационного формования изделий из термопластичных порошкообразных материалов.
Целью изобретения является упрощение конструкции и повышение качества формуемых изделий за счет обеспечения равномерного обогрева формы.
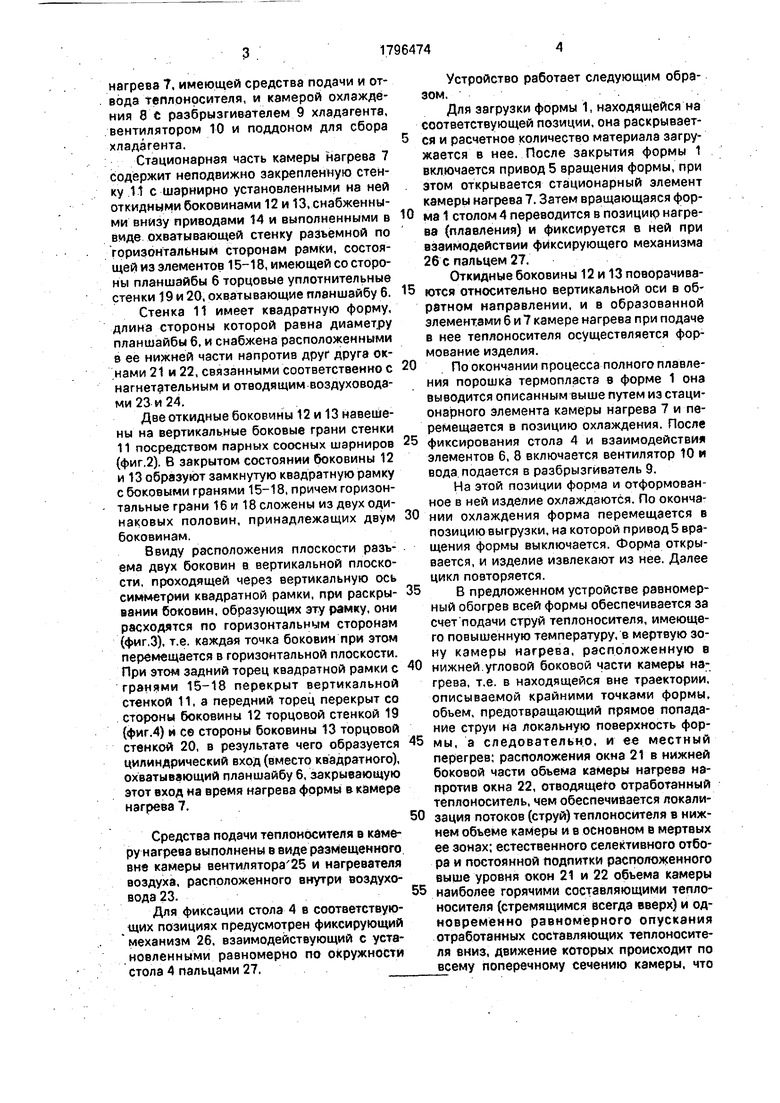
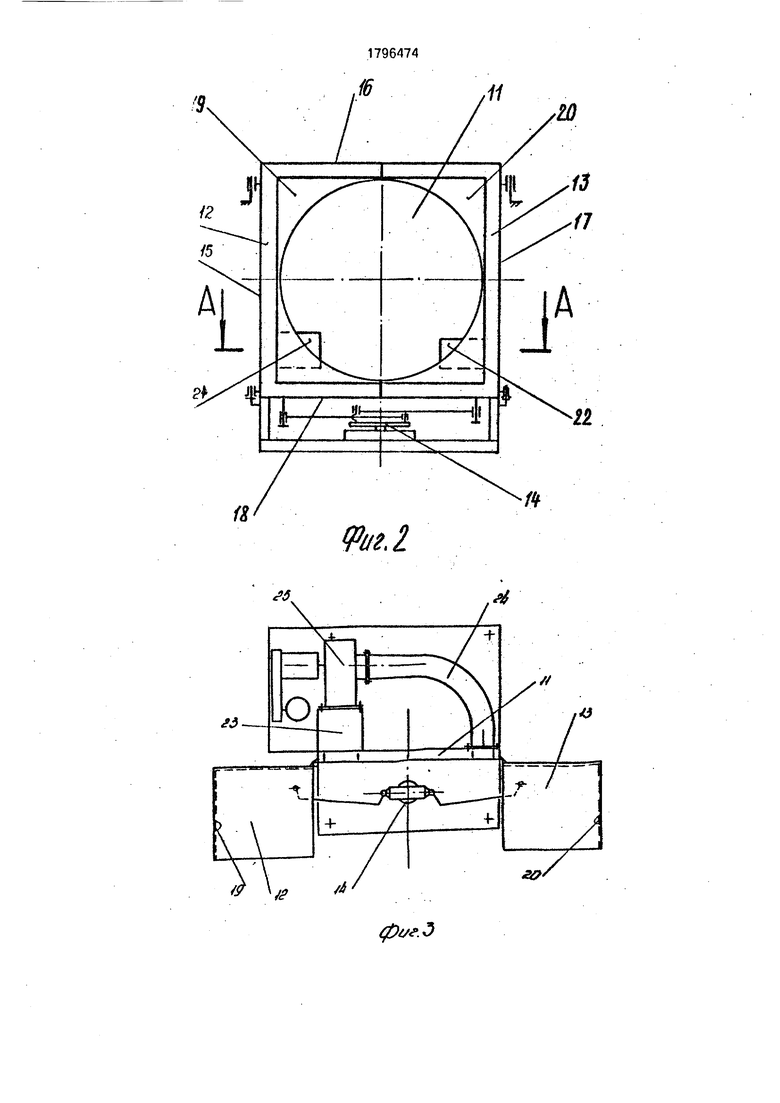
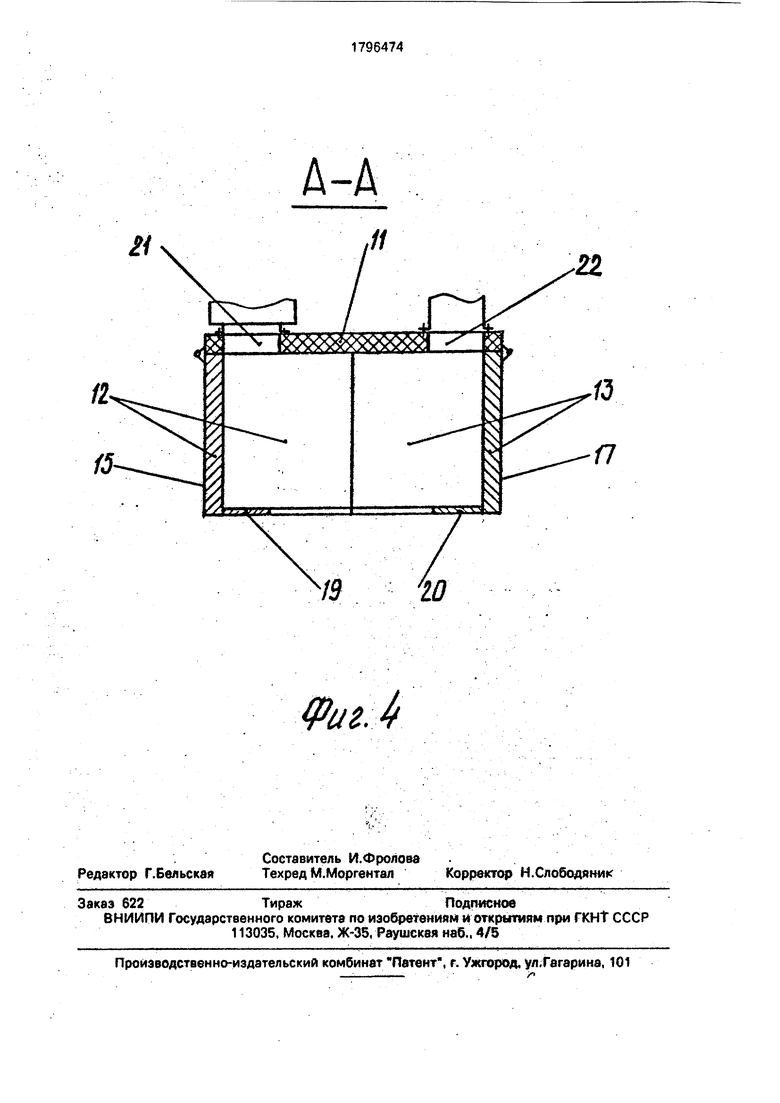
На фиг.1 показано предлагаемое устройство, вид сверху; на фиг.2 -стационарный элемент камеры нагрева, вид спереди; на фиг.З - то же, вид сверху при раскрытых откидных боковинах; на фиг.4 - разрез А-А на фиг.2.
Устройство для ротационного формования изделий из полимерных материалов содержит вращающиеся формы 1, каждая из которых смонтирована на формодержателе 2, закрепленном на валу 3, радиально расположенном на поворотном столе 4.
Каждый привод 5 вращения формы выполнен в виде центрифуги, снабженной двумя коробками скоростей и двигателями для вращения формы вокруг двух взаимно перпендикулярных осей, и размещен на столе 4.
На формодержателе 2 установлена планшайба 6. являющаяся подвижным элементом камеры нагрева, взаимодействующей с последовательно расположенными вокруг стола 4 стационарной частью камеры
XI
Ю
&
2
нагрева 7, имеющей средства подачи и отвода теплоносителя, и камерой охлаждения 8с разбрызгивателем 9 хладагента, вентилятором 10 и поддоном для сбора хладагента.
Стационарная часть камеры нагрева 7 содержит неподвижно закрепленную стенку .1.1 с шарнирно установленными на ней откидными боковинами 12 и 13, снабженными внизу приводами 14 и выполненными в виде охватывающей стенку разъёмной по горизонтальным сторонам рамки, состоящей из элементов 15-18, имеющей со стороны планшайбы б торцовые уплотнительные стенки 19 и 20, охватывающие планшайбу 6.
Стенка 11 имеет квадратную форму, длина стороны которой равна диаметру планшайбы 6, и снабжена расположенными в ее нижней части напротив друг друга окнами 21 и 22, связанными соответственно с нагнетательным и отводящим воздуховодами 23 и 24.
Двеоткидные боковины 12 и 13 навешены на вертикальные боковые грани стенки 11 посредством парных соосных шарниров (фиг.2). В закрытом состоянии боковины 12 и 13 образуют замкнутую квадратную рамку с боковыми гранями 15-18, причем горизонтальные грани 16 и 18 сложены из двух одинаковых половин, принадлежащих двум боковинам.
Ввиду расположения плоскости разъема двух боковин в вертикальной плоскости, проходящей через вертикальную ось симметрии квадратной рамки, при раскрывании боковин, образующих эту рамку, они расходятся по горизонтальном сторонам (фиг.З), т.е. каждая точка боковин при этом перемещается в горизонтальной плоскости. При этом задний торец квадратной рамки с гранями 15-18 перекрыт вертикальной стенкой 11, а передний торец перекрыт со стороны боковины 12 торцовой стенкой 19 {фиг.4) и се стороны боковины 13 торцовой стенкой 20, в результате чего образуется цилиндрический вход (вместо квадратного), охватывающий планшайбу 6, закрывающую этот вход на время нагрева формы в камере нагрева 7.
Средства подачи теплоносителя в камеру нагрева выполнены в виде размещенного, вне камеры вентилятора 25 и нагревателя воздуха, расположенного внутри воздуховода 23.
Для фиксации стола 4 в соответствующих позициях предусмотрен фиксирующий механизм 26, взаимодействующий с установленными равномерно по окружности стола 4 пальцами 27.
Устройство работает следующим образом.
Для загрузки формы 1, находящейся на соответствующей позиции, она раскрывается и расчетное количество материала загружается в нее. После закрытия формы 1 включается привод 5 вращения формы, при
этом открывается стационарный элемент камеры нагрева 7. Затем вращающаяся форма 1 столом 4 переводится в позицию нагрева (плавления) и фиксируется в ней при взаимодействии фиксирующего механизма 26 с пальцем 27.
Откидные боковины 12 и 13 поворачиваются относительно вертикальной оси в обратном направлении, и в образованной элементами 6 и 7 камере нагрева при подаче в нее теплоносителя осуществляется формование изделия.
По окончании процесса полного плавления порошка термопласта в форме 1 она выводится описанным выше путем из стационарного элемента камеры нагрева 7 и перемещается в позицию охлаждения. После
фиксирования стола 4 и взаимодействии элементов 6, 8 включается вентилятор 10 и вода подается в разбрызгиватель 9.
На этой позиции форма и отформованное в ней изделие охлаждаются. По окончании охлаждения форма перемещается в позицию выгрузки, на которой привод 5 вращения формы выключается. Форма открывается, и изделие извлекают из нее. Далее цикл повторяется.
в предложенном устройстве равномерный обогрев всей формы обеспечивается за счет подачи струй теплоносителя, имеющего повышенную температуру, в мертвую зону камеры нагрева, расположенную в
нижней.угловой боковой части камеры нэ- грева, т.е. в находящейся вне траектории, описываемой крайними точками формы, объем, предотвращающий прямое попадание струи на локальную поверхность формы, а следовательно, и ее местный перегрев; расположения окна 21 в нижней боковой части объема камеры нагрева напротив окна 22, отводящего отработанный теплоноситель, чем обеспечивается локализация потоков (струй) теплоносителя в нижнем объеме камеры и в основном в мертвых ее зонах; естественного селективного отбора и постоянной подпитки расположенного выше уровня окон 21 и 22 объема камеры
наиболее горячими составляющими теплоносителя (стремящимся всегда вверх) и одновременно равномерного опускания отработанных составляющих теплоносителя вниз, движение которых происходит по
всему поперечному сечению камеры, что
обеспечивает равномерный обогрев всей формы в среде, имеющей приближенно равновесное состояние температурного поля, предотвращающего локальный перегрев отдельных частей поверхности формы.
Изобретение позволяет упростить конструкцию стационарной части камеры нагрева, так как сокращает количество подвижных и управляемых по циклу механизмов, что повышает надежность работы устройства. Формула изобретения Устройство для ротационного формования изделий из полимерных материалов, содержащее вращающиеся формы, посредством формодержателя смонтиро- ванные на поворотном столе, и размещенные на соответствующих позициях вокруг стола камеру охлаждения и камеру нагрева, которая выполнена из двух частей, причем одна из частей выполнена в виде установ- ленной на формодержателе планшайбы, а
другая - в виде неподвижно закрепленной около стола стенки с шарнирно соединенными с ней откидными боковинами, имеющей окно нагнетательного воздуховода и расположенное в нижней ее части окно отводящего воздуховода, отличающее- с я тем, что, с целью упрощения конструкции и повышения качества изделий за счет обеспечения равномерного обогрева формы, неподвижная стенка камеры нагрева выполнена квадратной формы, длина стороны которой равна диаметру планшайбы, окно нагнетательного воздуховода расположено в нижней части неподвижной стенки напротив окна отводящего воздуховода, а боковины неподвижной стенки камеры нагрева выполнены в виде охватывающей стенку разъемной по горизонтальным сторонам рамки с торцовыми уплотнительными стенками, расположенными со стороны планшайбы и охватывающими ее.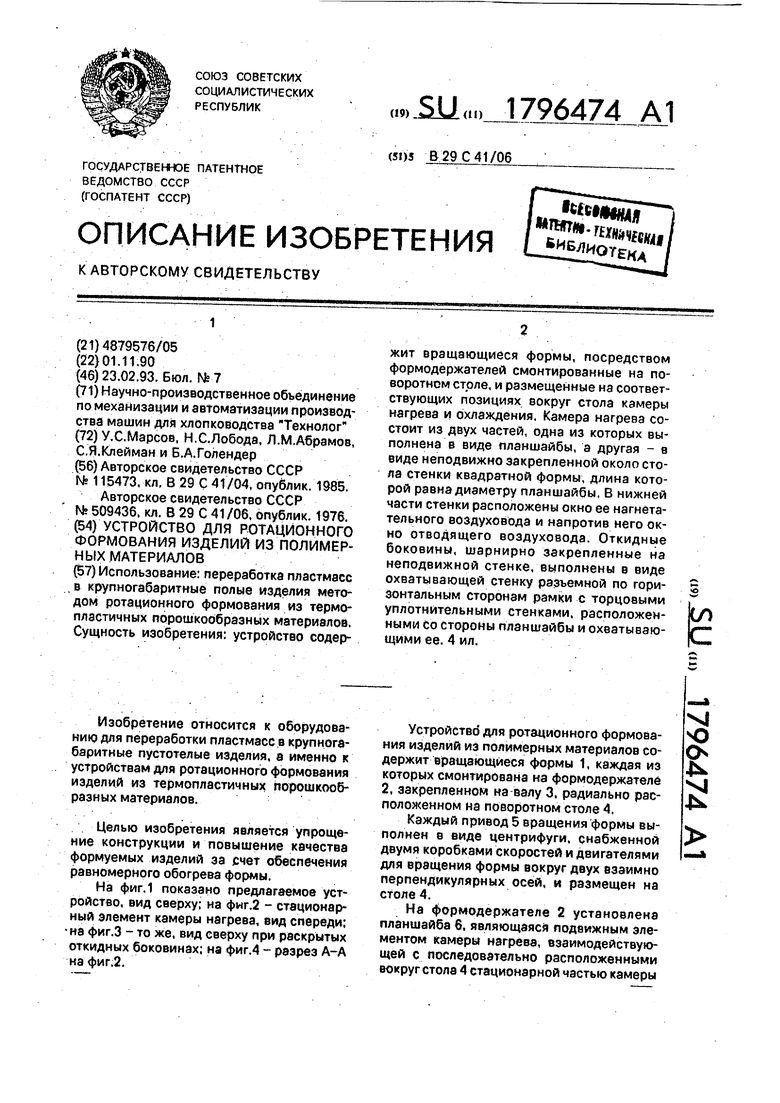
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для ротационного формования изделий из пластмасс | 1973 |
|
SU513863A1 |
| Устройство для ротационного формо-вания изделий из полимерных материалов | 1972 |
|
SU509436A1 |
| Машина для ротационного формования изделий из пластмасс | 1984 |
|
SU1151473A1 |
| Машина для ротационного формования изделий из пластмасс | 1977 |
|
SU735413A1 |
| Машина для ротационного формования изделий из пластмасс | 1988 |
|
SU1502373A1 |
| Стеклоформующая машина | 1981 |
|
SU1004273A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛОКРИСТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПУТЕМ ИОННОГО ОБМЕНА | 2006 |
|
RU2305078C1 |
| СУШИЛКА КОНВЕЙЕРНАЯ ДЛЯ ЗЕРНА | 2001 |
|
RU2300064C2 |
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU223298A1 |
| Автомат для формования и сушки фарфоровых изделий | 1971 |
|
SU482306A1 |
Использование: переработка пластмасс в крупногабаритные полые изделия методом ротационного формования из термопластичных порошкообразных материалов. Сущность изобретения: устройство содержит вращающиеся формы, посредством формодержателей смонтированные на поворотном столе, и размещенные на соответствующих позициях вокруг стола камеры нагрева и охлаждения. Камера нагрева состоит из двух частей, одна из которых выполнена в виде планшайбы, а другая - в виде неподвижно закрепленной около стола стенки квадратной формы, длина которой равна диаметру планшайбы. В нижней части стенки расположены окно ее нагнетательного воздуховода и напротив него окно отводящего воздуховода. Откидные боковины, шарнирно закрепленные на неподвижной стенке/выполнены в виде охватывающей стенку разъемной по горизонтальным сторонам рамки с торцовыми уплотнительными стенками, расположенными со стороны планшайбы и охватывающими ее. 4 ил. (Л С
0и. t
фиг.Э
Л-А
Фиг 4
| Способ и устройство для непрерывного сульфирования жирных спиртов | 1956 |
|
SU115473A1 |
| кл, В 29 С 41/04, опублик | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Устройство для ротационного формо-вания изделий из полимерных материалов | 1972 |
|
SU509436A1 |
| Солесос | 1922 |
|
SU29A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
