О1
О9
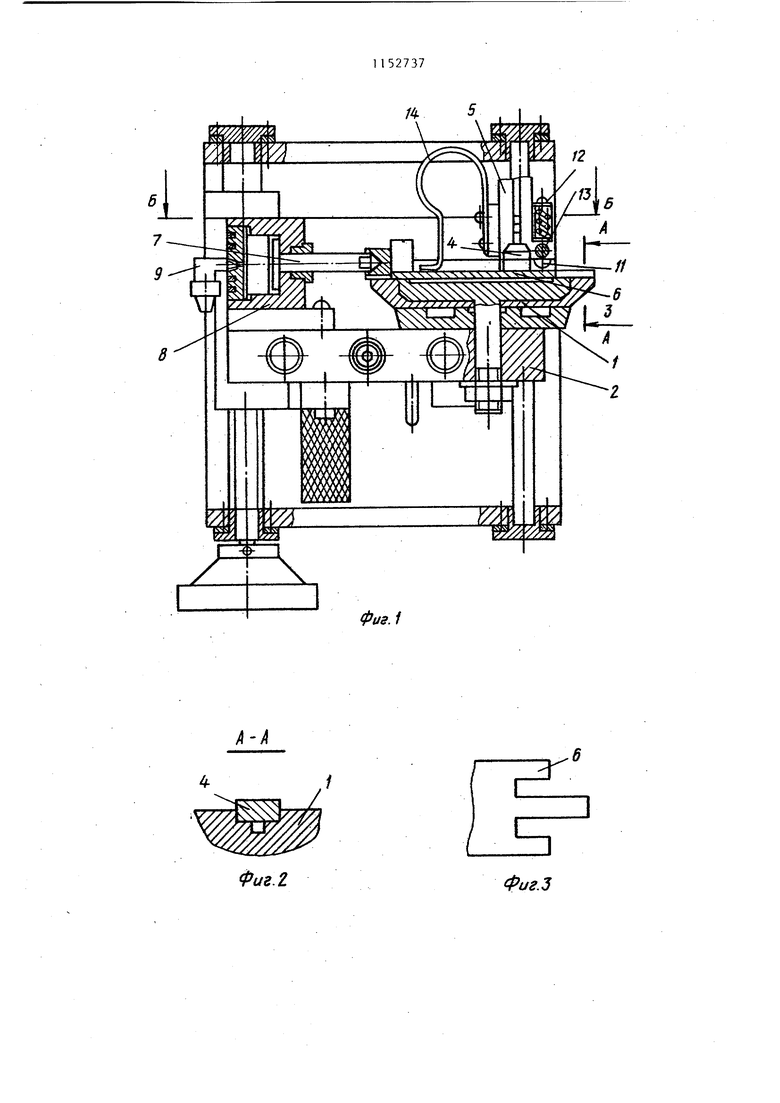
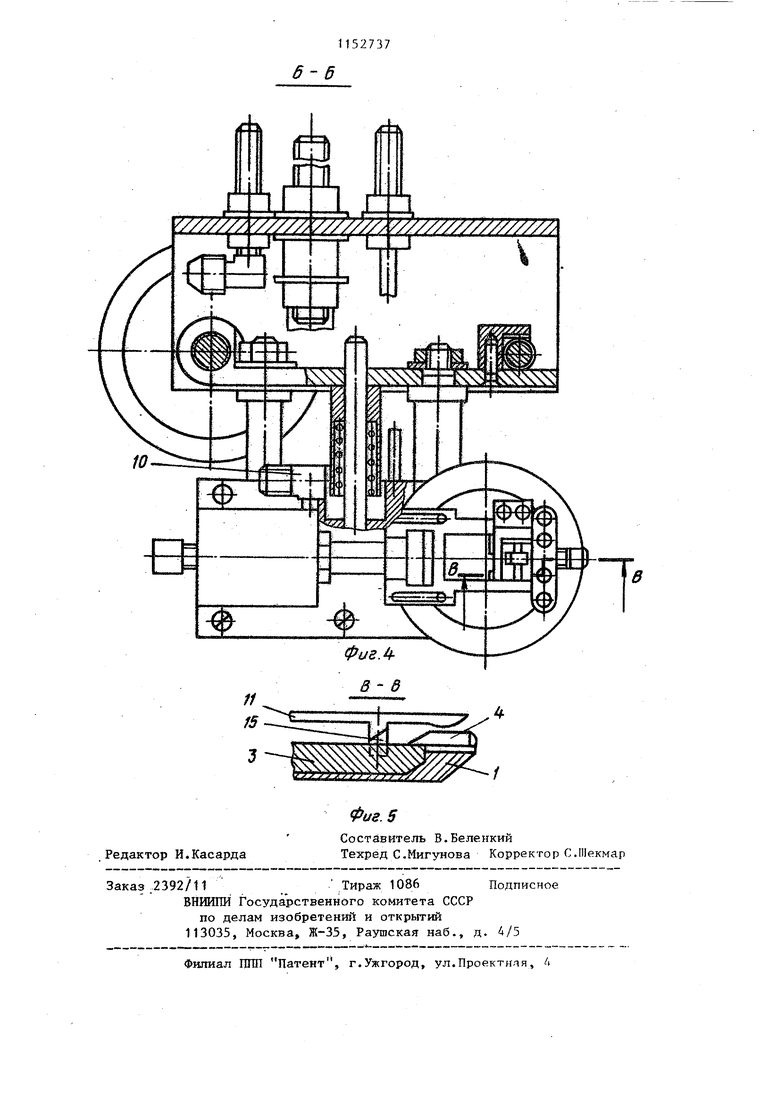
sj Изобретение относится к пайке, а именно к устройствам для пайки твердосплавных пластин к зубьям дис ковых пил, Цель изобретения - повышение качества пайки за счет стабилизации переходного сопротивления на границ электрод-твердый сплав. На фиг. 1 изображен полуавтомат, общий вид; на фиг, 2 - разрез А-А на фиг. 3 - конфигурация на фиг, 1; на фиг. 4 - разрез Б-Б толкателяi на фиг. 1; на фиг. 5 разрез В-В на фиг. 4. Полуавтомат состоит из электрода 1 , имеющего паз Т-образной формы находящегося на каретке 2, которая, фиксируется посредством прижима 3 грибкового вида. По пазу электрода подаются твердосплавные пластинки 4 из кассетодержателя 5 посредством толкателя 6, кинематически связанного со штоком поршня 7 превмоцихиндра 8 двойного действия, в которьш вмонтированы воздухоподводящие штуцеры 9 и 10. Сверху толкателя находится направляющая рамка 11, подпружиненная прижимным роликом 12 посред ством пружины 13. К кассетодержателю крепится пружина 14 возврата рамки. На прижиме 3 установлены два упора 15 для подъема рамки пилотного устройства. Полуавтомат для пайки твердоспла ных пластин к зубьям дисковых пил р ботает следующим образом. В зажимное устройство (не показа но) устанавливается дис:к пилы с зубьями, оснащенными припоем и флюсом В кассетодержатель устанавливается кассета с твердосплавными пластинка ми 4 (количество пластинок соответ сТвует количеству зубьев пилы). Через воздухоподводящие штуцеры 9 и 10 включается подвод воздуха, при этом зажимное устройство с установленной в нем пилой отводится в стор ну. В это время производится подача пластинки в зону пайки. Настройка станка осуществляется таким образом, чтобы зуб ПИЛЬ в рабочем по72ложении находится над твердосплавной пластинкой, установленной в зоне пайки на рабочем электроде. При нажатии педали управления работа узлов полуавтомата осуществляется в следующей последовательности. Пила фиксируется в зажимном устройстве, далее она подается в зону пайки, при этом зуб пилы устанавливается над твердосплавной пластинкой, находящейся в Т-образном пазу. На рабочем электроде 1 твердосплавная пластинка 4 подается толкателем 6 по направляю1цей канавке прижима 3 под направляющую рамку 11 и движется далее с рамкой в подпружиненном состоянии по пазу электрода .посредством прижимного ролика 12. При этом одновременно при движении зачищаются направляющие паза электрода от различного рода загрязнений и остатков окислов и флюса. По достижении пластинкой рабочего положения на электроде 1, направляющая рамка находит на упоры 15, поднимается над пластинкой и пружиной 14 возврата, отводится в исходное положение. При дальнейшем нажатии на педаль управления зуб пилы прижимается к твердосплавной пластинке. В это время произво цится автоматический отвод толкате тя 6 в исходное положение, и очередная пластинка из кассетодержателя 5 под собственным весом подается в паз канавки электрода. При возврате толкателя включается силовой трансформатор и происходит процесс пайки. По достижении заданной температуры нагрева припо расплавляется, силовой трансформатор отключается. После кристаллизации припоя зуб пилы вместе с напаянной на него пластиной приподнимается над рабочим электродом и отводится в исходное положение. Далее пила поворачивается на 1 зуб и цикл пайки повторяется. Предлагаемый полуавтомат позволяет повысить качество пайки за счет стабилизации переходного сопротивления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки пластинок на зубья дисковой пилы | 1985 |
|
SU1311879A1 |
| Станок для пайки твердосплавных пластин к режущему инструменту | 1974 |
|
SU503680A1 |
| Линия для пайки | 1986 |
|
SU1433665A1 |
| Полуавтомат для пайки твердосплавных пластин с державками режущего инструмента | 1984 |
|
SU1465224A1 |
| Устройство для пайки заготовок дисковых пил с режущими пластинами с нагревом паяемых элементов методом сопротивления | 1987 |
|
SU1440651A1 |
| УСТРОЙСТВО для ЭЛЕКТРОКОНТАКТНОЙ НАПАЙКИ РЕЖУЩИХ ПЛАСТИНОК НА ЗУБЬЯ ДИСКОВЫХ ПИЛ = | 1971 |
|
SU308830A1 |
| Полуавтомат для пайки инструмента | 1974 |
|
SU575192A1 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| Способ изготовления биметаллического пильного диска с твердосплавными пластинами на зубьях | 2016 |
|
RU2645848C1 |
| Устройство для пайки твердосплавных пластин с державками режущего инструмента | 1978 |
|
SU740449A1 |
ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН К ЗУБЬЯМ ДИСКОВЫХ ПИЛ, содержащий зажимное устройство, кассетодерж тель, электрод для подачи напряжения на трведосплавную пластину, пневмопривод и толкатель, жестко связанный со штоком пневмоцилиндра, отличающийся тем, что, с целью повьшения качества пайки за счет стабилизации переходного сопротивления на границе электрод-твердый сплав, он снабжен направляющей рамкой, установленной над толкателем и кинематически связанной с ним, подпружиненным роликом, установленным в кассетодержателе с возможностью взаимодействия с рамкой, и возвратной пружиной, один конец которой закреплен на кассетодержателе, а дру гой упирается в рамку, при этом в электроде выполнен Т-образный паз (Л для подачи твердосплавной пластины.
Фиг.I
s
Фиг.З
| УСТРОЙСТВО для ЭЛЕКТРОКОНТАКТНОЙ НАПАЙКИ РЕЖУЩИХ ПЛАСТИНОК НА ЗУБЬЯ ДИСКОВЫХ ПИЛ = | 0 |
|
SU308830A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Станок для пайки твердосплавных пластин к режущему инструменту | 1974 |
|
SU503680A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
