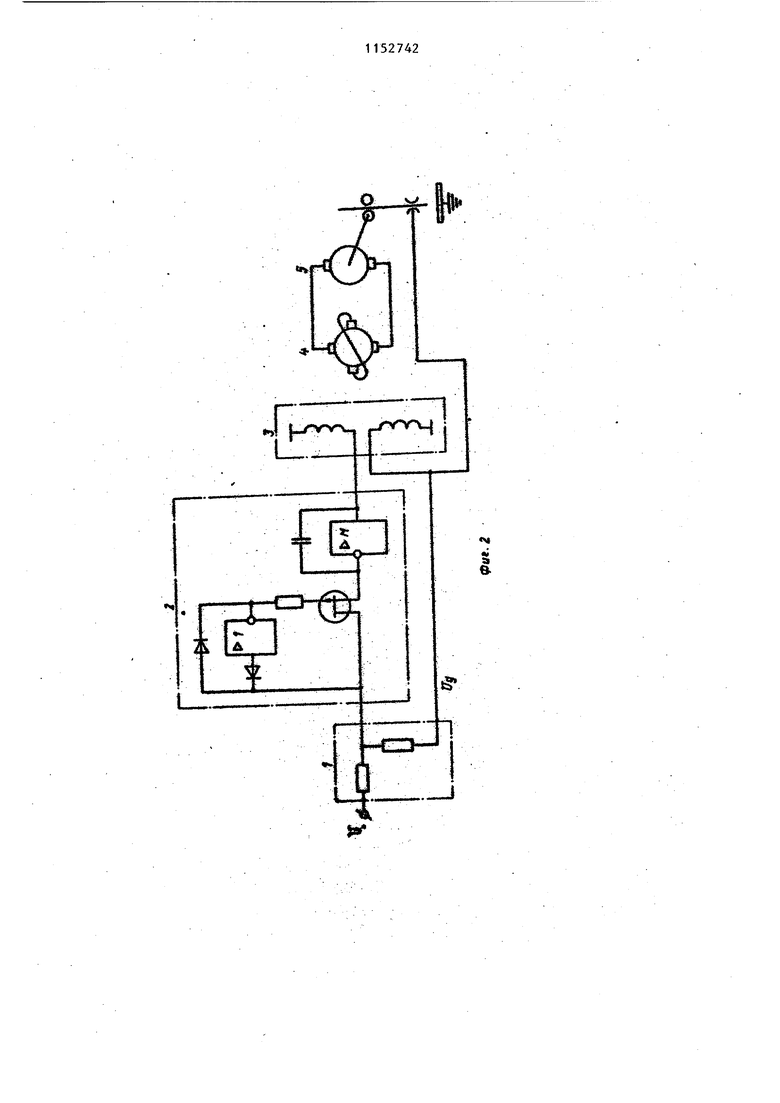
Изобретение относится к автоматическому регулированию процессов .элек родуговой сварки и может быть исполь зовано в механизме подачи электродно проволоки дуговых автоматов. Цель изобретения - улучшение качества сварки путем повьшения .точнос ти и быстродействия регулирования. Цель достигается тем, что согласно способу автоматического регулирова кия длины сварочной дуги, при которо напряжение дуги сравнивают с ааданным значением, полученньй сигнал рассогласования интегрируют и сзммируют со значением напряжения дуги, скорость подачи сварочной проволоки регулируют пропорционально этой сумме, величину постоянной времени интегрирования при нарастании сигнала рассогласования уменьшают, а при снилсении - увеличивают. Изменение величины коэффициента передачи (или постоянной времени интегрирования) происходит вследствие того, что входной резистор интег ратора изменяет величину своего сопротивления в зависимости от величины .рассогласования, поступающего на его вход. При этом, если величина рассогласования увеличивается по абсолютному значению, то величина сопротивления входного резистора интегратора уменьшается. Это приводит к увеличению коэффициента передачи интегратора или к уменьшению постоянной времени интегрирования. При сншсении абсолютного значения величины рассогласования величина сопротивления входного резистора интегратора увеличивается. Это приводит к уменьшению коэ4к)ициента передачи интегратора или к увеличению постоянной времени интегрирования. На фиг. 1 показана функциональная схема автоматического регулятора. реализующего предлагаемый способ; на фиг. 2 - принципиальная схема. Автоматический регулятор состоит из узла 1 сравнения ду.гового напряжения Ua с эталонным его значением Ujj, интегрирующего усилителя 2 с переменным коэффициентом передачи, узла 3 суммирования пропорционального и интегрального сигналов, усилителя 4 и исполнительного механизма 5. В качестве интегратора 2 (фиг. 2) с регулируемым коэффициентом передачи используется интегрирующий усилитель, к входу которого подключен управляемый напряжением рассогласования резистор. Для этой цели используется сопротивление перехода сток исток полевого транзистора, затвор которого подключен к выходу узла сравнения через преобразовательные элементы в качестве которых используются диоды и инвертор с единичньм коэффициентом передачи. В качестве усилителя 4 и исполнительного механизма 5 используется мотор-генераторная группа автомата АДС-1000-4. Предлагаемый способ обеспечивает высокую стабильность горения дуги за счет устойчивой работы системы автоматического регулирования при воздействии различных возмущений. Время отработки возмущений по сравнению с прототипом уменьшается на 20-23%, в том числе при воздействии такого сильного возмущения по основному параметру регулирования, как процесс зажигания дуги. Способ Повьшаёт качество сварки за счет более жесткого соблюдения технологической дисциплины независимо от квалификации сварщика, а также улучшает условия труда сварщика за счет уменьшения числа параметров режима, подлежащих постоянному контролю в процессе сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования длины дуги при сварке | 1990 |
|
SU1712092A1 |
| Способ регулирования сварочной дуги и устройство для его осуществления | 1985 |
|
SU1328103A1 |
| Источник питания для дуговой сварки плавящимся электродом | 1982 |
|
SU1031664A1 |
| Устройство для стабилизации скорости подачи проволоки в механизме подачи проволоки электродуговой установки | 2023 |
|
RU2832031C1 |
| Способ автоматического регулирования длины сварочной дуги | 1978 |
|
SU737148A1 |
| Способ электродуговой сварки | 1980 |
|
SU1115872A1 |
| Устройство автоматического регулирования длины дуги для сварки плавящимся электродом | 1978 |
|
SU749590A1 |
| Устройство для регулирования напряжения импульсной дуги | 1983 |
|
SU1098705A1 |
| Система автоматического управления процессом сварки | 1983 |
|
SU1107975A1 |
| ПРЕРЫВАТЕЛЬ ПОСТОЯННОГО ТОКА (ВАРИАНТЫ) | 1998 |
|
RU2140704C1 |
СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДЛИНЫ СВАРОЧНОЙ ДУГИ, при котором напряжение дуги сравнивают с заданным значением, полученньй сигнал рассогласования интегрир5 т и суммируют с напряжением дуги, а скорость подачи сварочной проволоки регулируют пропорционально этой сумме, отличающийся тем, что, с целью улучшения качества сварки путем повышения точности и.быстродействия регулирования, величину постоянной времени интегрирования при нарастании сигнала рассогласования уменьшают, а при снижении - увеличивают. 01 tsp vl 4i)b to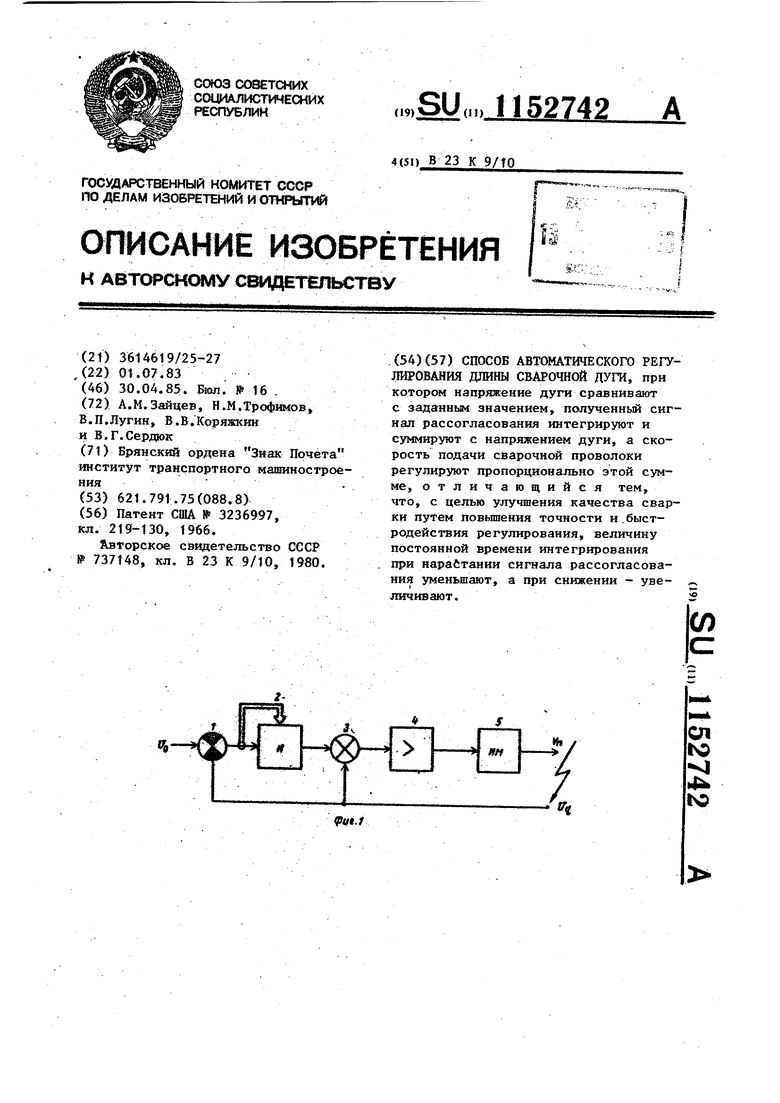
| Патент США № 3236997, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Способ автоматического регулирования длины сварочной дуги | 1978 |
|
SU737148A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
