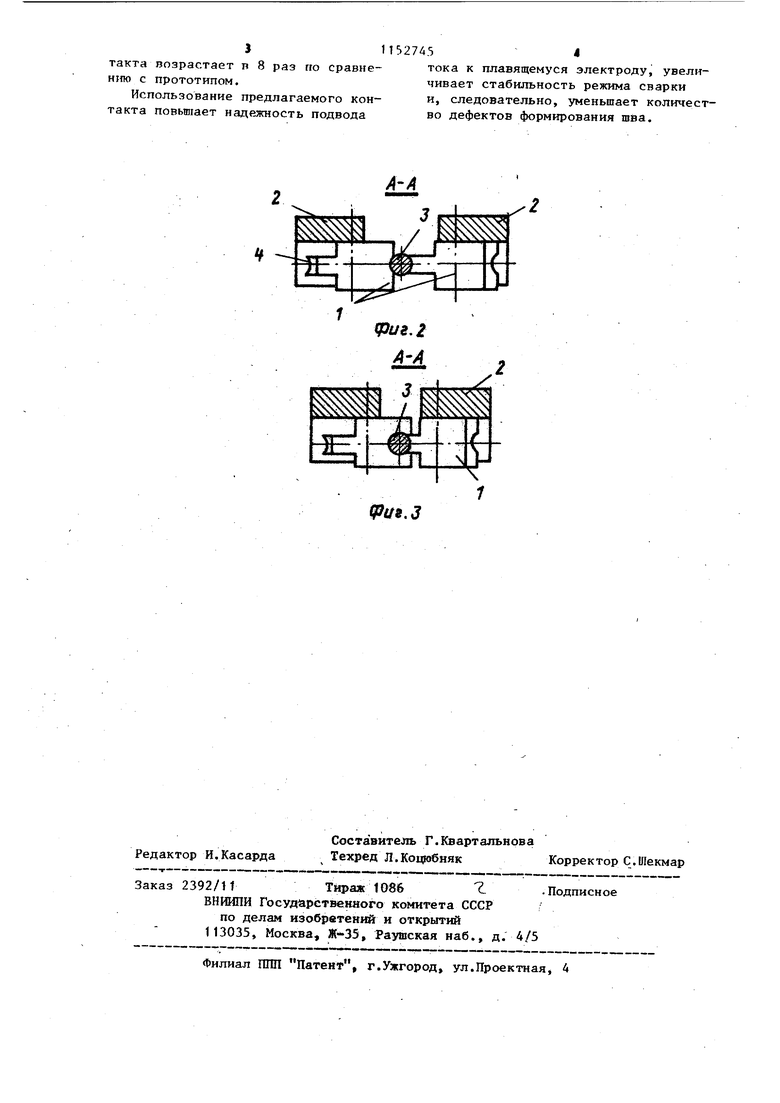
I Изобретение относится к дуговой сварке, в частности к токоподводящи контактам к мундштукам для дуговой сварки плавяп(имся электродом и может быть использовано при многоэлектродной сварке под флосом и в защитных газах. Цель изобретения - увеличение срока службы токоподведящего контак та и повьшение надежности подвода тока к плавящемуся электроду. Выполнение токоподводящих контак тов в виде пластин с канавками для направления плавящегося электрода, имеющих с одной стороны узкое ребро с толщиной 1,6-1,8 радиуса канавки, а с другой - широкуто грань, позводя ет поддерживать постоянство токоподвода при износе контактов. На фиг. 1 схематически показана нижняя часть мундштука, в котоЗром установлены токоподводящие контакты на фиг. 2 - разрез А-А на фиг. 1, контакты в исходном рабочем положении; на фиг. 3 - разрез А-А на фиг. контакты после длительной работы и значительного износа контактных поверхностей канавок. Токонодводящие контакты 1 крепят ся, например, с помощью пршсимньвс планок и винтов (не показаны) к соо ветствующим элементам 2 мундштука для прижатия к плавящемуся электроЙУ 3 с диаметрально противоположных сторон. Плавящийся электрод 3 (фиг. 2) проходит в направляющий канал, образованный канавками 4, выполненными с противоположных сторон токоподводящего контакта 1, который выполнен в виде пластины. Канавки 4 для направления плавящегося электро да расположены на рабочих торцах пластины, причем посередине одного из рабочих торцов вьтолнено ребро толщиной 1,6-1,8 радиуса канавки 4 для направления плавящегося электрода 3. В мундштуке токоподводящие контакты 1 устанавливают, направляя ребра в одну сторону. При этом направляющий канал для плавящегося ,. электрода 3 образован канавкой ребра одного контакта 1 и канавкой на широкой грани второго контакта. Контакты 1 поджимаются к плавящемуся электроду с помощью соответствую щих деталей мундштука (не показаны) обеспечивая надежный подвод тока к 3J плавящемуся электроду 3 и направление плавящегося электрода 3 в яону сварки. Надежный подвод тока обеспечивается выполнением ребра токоподводящего контакта толщиной 1,6-1,8 диаметра канавки. Это соотношение установлено экспериментальньщ путем. Высота ребра выбирается с учетом обеспечения надежности токоподвода исходя из конструктивных особенностей остальных деталей {ундштука и может изменяться в пределах от 10 до 30 ivfl. При длительной работе мундштука (фиг. 3) ребро одного контакта 1 может входить в канавку на широкой грани другого контакта 1, которая углубляется в результате износа от прохождения плавящегося электрода 3. Ширина этой канавки не меньше диаметра плавящегося электрода 3, поэтому ребро одного контакта 1 входит в изношенную канавку другого контакта. При этом сохраняется необходимое усилие прижатия рабочих поверхностей токоподводящих контактов 1 к плавящемуся электроду 3. При конструировании контактов мундшту1сов для сварки стремятся добиться максимальной площади контактной поверхности. Поэтому уменьшение толщквды ребра и соответствующее уменьшение контактной поверхности нецелесообразно, а при сварке на больших токах - недопустимо. При использовании предлагаемых пределов изменения толщины ребра уменьшение контактной поверхности одного из контактов по сравнению с прототипом столь незначительно, что оно практически не оказывает влияния н.а эксплуатационные показатели мундштука. Таким образом, предлагаемая конструкция токоподводящего контакта дает возможность значительно (по сравнению с прототипом) увеличить срок службы контактов мундштуков для сварки. Если при использовании контактов в соответствии с прототипом максимально допустимьй износ контактных поверхноо,тей при сварке составляет не более 1 мм, то при использовании предлагаемых контактов допустимый износ достигает 4 мм и более. Благодаря наличию двух контактных поверхностей на каждом контакте срок службы предлагаемого конJ11S27A54
такта возрастает n 8 раз rro сравне- тока к плавящемуся электроду, увелиН1ПО с прототипом.чивает стабильность режима сварки
Использование предлагаемого кон- и, следовательно, уменьшает количесттакта повьшает надежность подвода во дефектов формирования шва.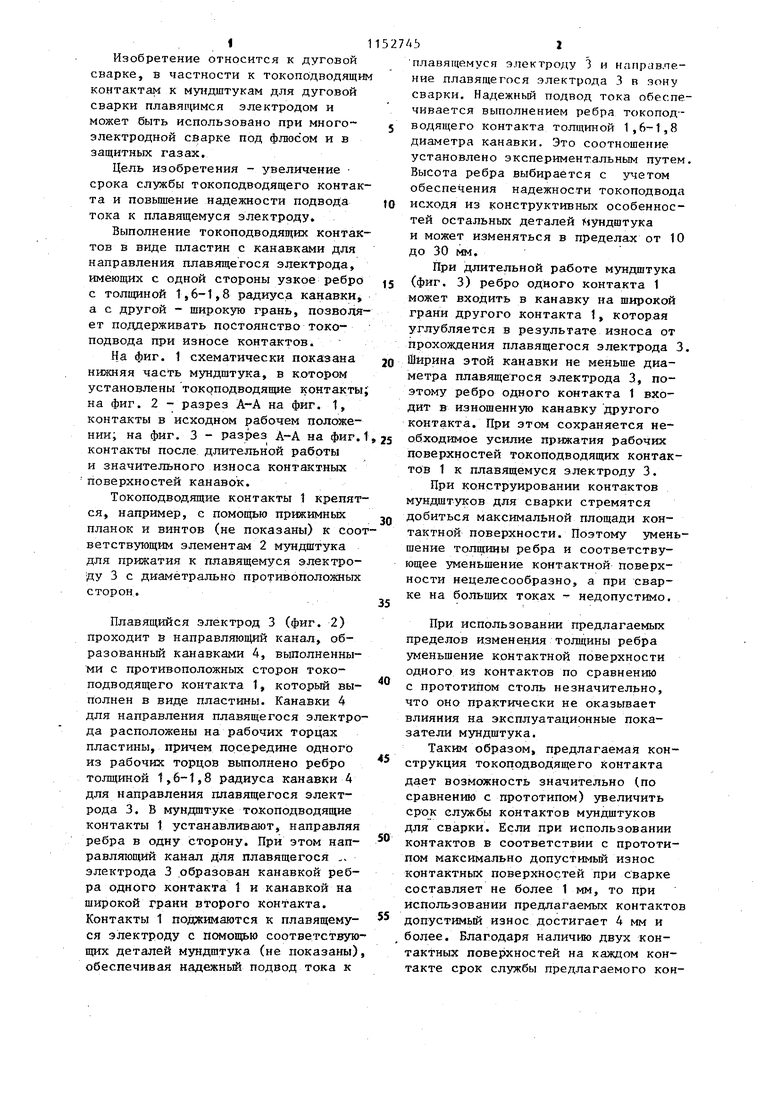
| название | год | авторы | номер документа |
|---|---|---|---|
| Токоподводящий мундштук | 1983 |
|
SU1143545A1 |
| Устройство для подвода сварочногоТОКА K плАВящЕМуСя элЕКТРОду | 1979 |
|
SU846159A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1138274A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Мундштук для дуговой сварки плавящимся электродом | 1988 |
|
SU1698003A1 |
| Устройство для дуговой сварки плавящимся электродом | 1984 |
|
SU1199522A1 |
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| Токоподводящий мундштук | 1987 |
|
SU1447593A1 |
| Мундштук для дуговой сварки плавящимсяэлЕКТРОдОМ | 1979 |
|
SU841843A1 |
ТОКОПОДВОДЯЩИЙ КОНТАКТ к мундштукам для дуговой сварки плавяЩЩ4СЯ электродом, выполненньш в виде пластины с канавками для направления плавящегося электрода, расположенными на ее рабочих торцах, отличающийся тем, что, с целью увеличения срока службы токоподводящего контакта и повышения надежности подвода тока к плавящемуся электроду, посередине одного из рабочих торцов пластины выполнено ребро толщийой, равной 1,6-1,8 радиуса канавки, для направления плавящегося электрода. i (Л СП ю 1 ilikN СЛ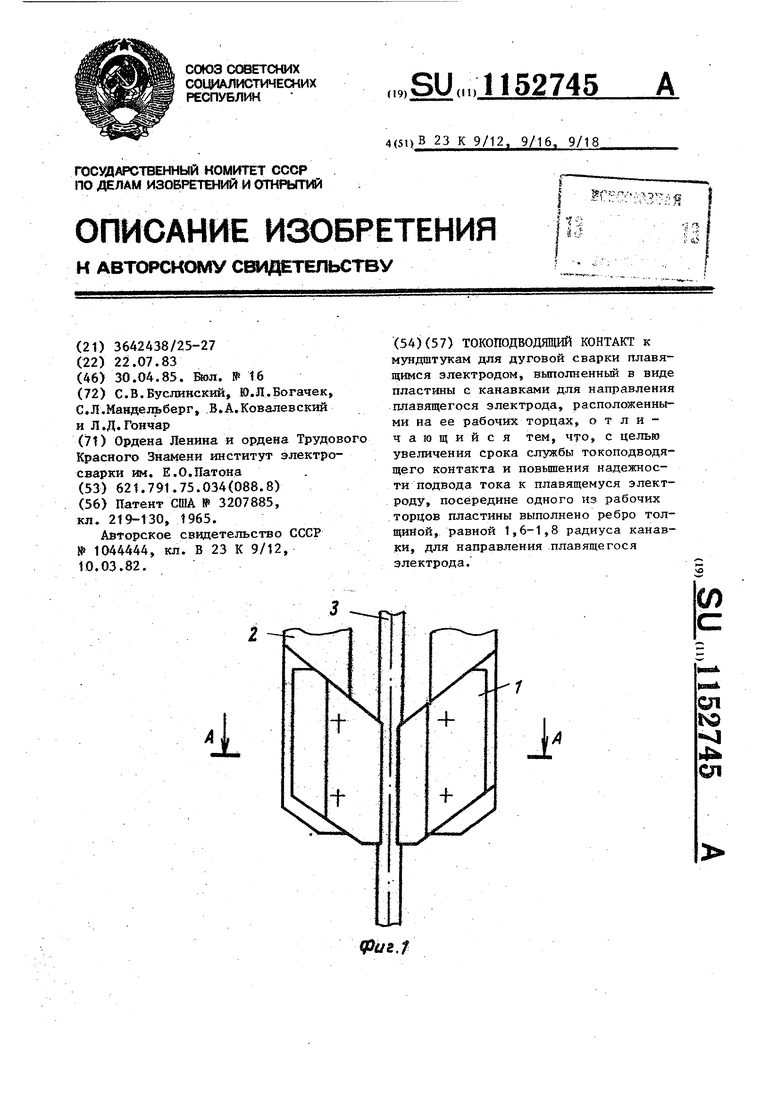
| Патент США № 3207885, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Токоподводящий мундштук | 1982 |
|
SU1044444A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
