1
Изобретение относится к сварке, в частности к устройствам для подвода тока к сварочной проволоке.
Цель изобретения - повьппение срока службы направляющих элементов.
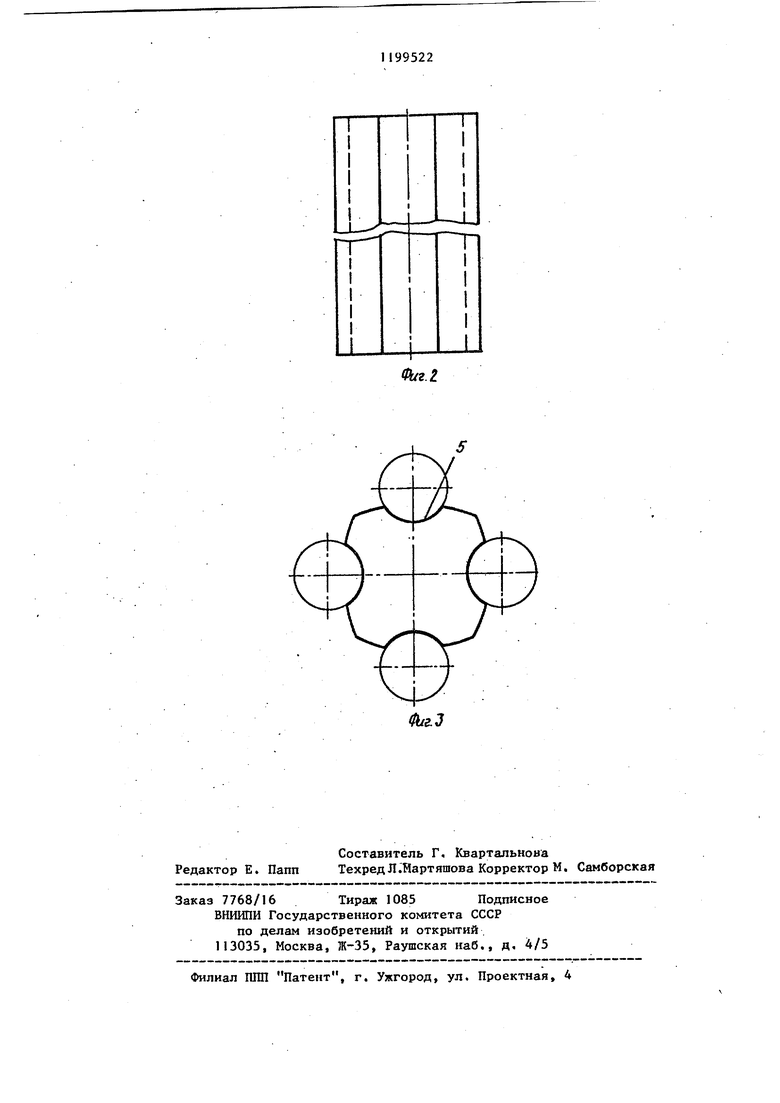
На фиг, 1 показано устройство, общий вид; на фиг. 2 - направляющий токоподводящий элемент; на фиг. 3 то же, поперечное сечение.
Корпус устройства состоит из двух держателей I, соединенных между собой, к внутренней поверхности которык прикреплены.токоподводящие напрайляющие элементы 2, при5кимаемые к сварочной проволоке (плавящемуся электроду) 3 струбциной 4.
Каждый из токоподводящих элементов 2 выполнен в виде многогранника, боковые грани которого выполнены в виде цилиндрических поверхностей одинаковой кривизны, а на боковых гранях вьшолнены канавки 5. При установке дйух направляющих элементов 2 в корпусе устройства канавки 5 в сборе образуют направляющий канал для плавящегося электрода 3. Посадочная поверхность корпуса выполнена по форме соответствующей выпуклой боковой по.верхности направляющих элементов 2.
. Время непрерывной работы мундштука определяется Износом канавки 5 дл направления плавящегося электрода 3, приводящим к смыканию пары токоподводящих направляющих элементов 2.
Однако вследствие того, что направляющие канавки 5 расположены на выпуклых поверхностях, их смыкание происходит лишь после износа канавок 5 на глубину большую, чем радиус плавящегося электрода 3, в отличие от направляющих токоподводящих элементов, у которых канавки расположены на плоской поверхности, или имеют кривизну в том же направлении, что и наружная поверхность.
99522 - / %
Благодаря осесимметричной форме направляющего элемента 2 его удобно вьтолнять биметаллическим способом холодного выдавливания предваритель-.
5 но спеченной заготовки. При этом наружная поверхность выполняется из износостойкого медного сплава, поддающегося термообработке (например, Сц - Ti, Си - Zr), а внутренняя 10 из электропроводного металла, например, меди или алюминия. В закаленном виде .такая заготовка обладает высокой пластичностью, а после выдавливания подвергается старению,
15 приобретя сочетание хорошей износостойкости и электропроводности.
При износе сопряженной пары канавок 5 элементы 2 поворачивают в держателе на 90 в следующее рабочее 20 положение.
Использование предлагаемого .устройства обеспечивает увеличение продолжительности непрерывной рабо-. ты пары сопряженных токоподводящих.
25 направляющих элементов вследствие расположения направляющих канавок для плавящегося электрода на выпуклой поверхности, благодаря чему смыкание контактов происходит лишь пос30 - износа канавок на глубину большую, чем радиус проволоки; возможность многократного использования контакта при износе направляющих канавок; увеличение износостойкости при хорошей электропроводности за счет использования биметаллического контакта.
Дополнительными эффекта.ми от ис- пользования предлагаемого устройст. ва является возможность упрощения
технологии изготовления путем применения холодного выдавливания спеченных заготовок взамен обработки резанием, а также возможность исполь.зова1шя существующих держателей сварочных мунштуков,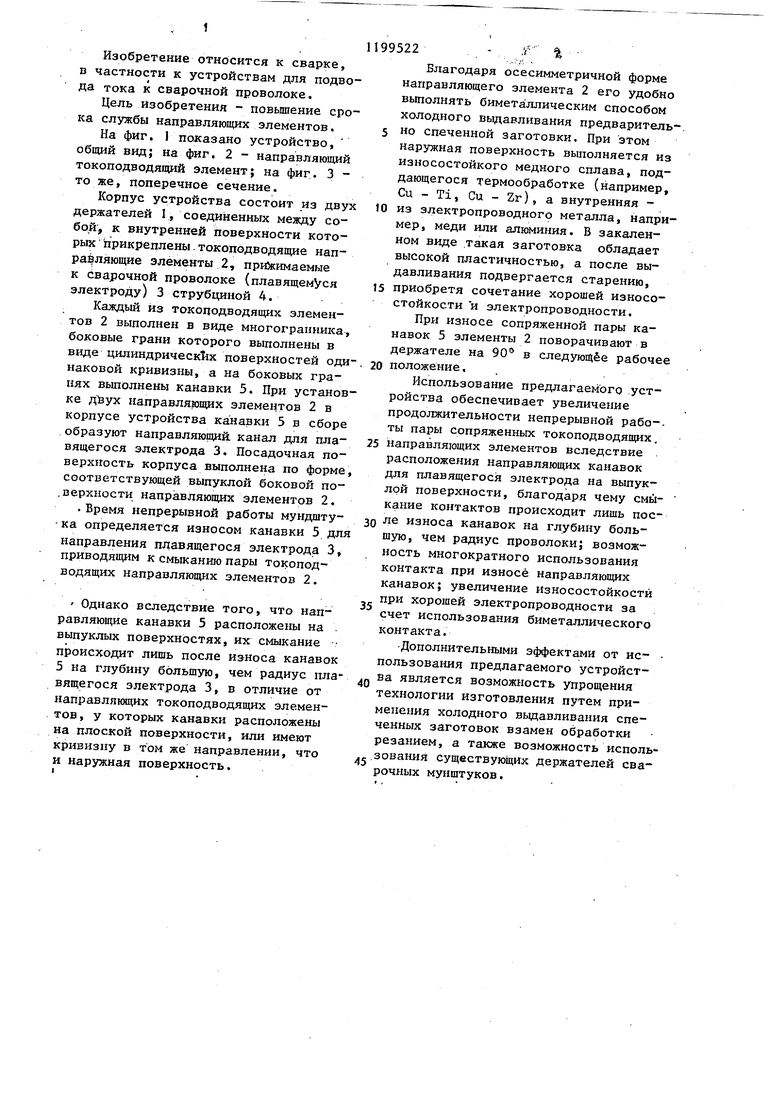
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКОПРОВОДЯЩИЙ НАКОНЕЧНИК ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2220036C2 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| Контактный наконечник к горелкам для электродуговой сварки плавящимся электродом | 1980 |
|
SU1007872A1 |
| Мундштук для автоматической сварки | 1982 |
|
SU1053994A1 |
| Контактный наконечник к горелкам для электродуговой сварки | 1978 |
|
SU766782A1 |
| Электрододержатель для контактной точечной сварки | 2016 |
|
RU2626259C1 |
| Токоподводящий мундштук | 1986 |
|
SU1399039A1 |
| Горелка для сварки в среде защитных газов | 1987 |
|
SU1426723A1 |
| Устройство для подвода сварочногоТОКА K плАВящЕМуСя элЕКТРОду | 1979 |
|
SU846159A1 |
| ТОКОПРОВОДЯЩИЙ НАКОНЕЧНИК ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2220037C2 |
УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯПЩМСЯ ЭЛЕКТРОДОМ, содержащее корпус с размещенными в нем направляющими элементами, выполненными в виде многогранника с расположенными на боковых поверхностях канавками для образования направляющего канала для плавящегося .электрода, отличающееся тем, что, с целью повьшения срока службы направляющих элементов, боковые грани направляющих элементов выполнены в виде цилиндрических поверхностей одинаковой кривиэны, а посадочн ая поверхность корпуса - по форме, соответствующей выпуклой боковой поверхности направляющих элементов.. (Л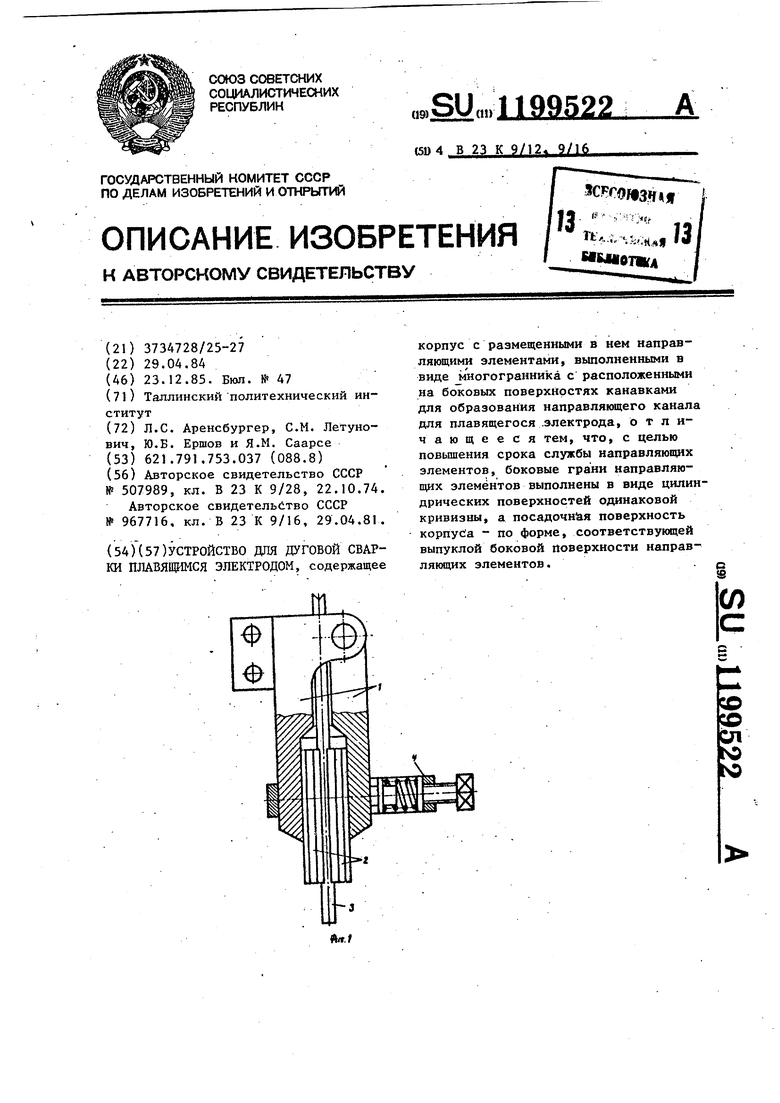
| Сварочный мундштук | 1974 |
|
SU507989A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для дуговой сварки в защитных газах плавящимся электродом | 1981 |
|
SU967716A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
