(Л
с
ч
СП
I;D
САЭ
плавящегося электрода. К нижнему торцу корпуса 1 соосно, с помощью накидной гайки 3-и прижимного приспособления 4 прикреплен сменный наконечник 5. Он состоит по меньшей мере из двух токоподводящих элементов, вьшолненных в виде секторов втулки, которые собраны с зазором и соединены дугообразными перемычками. Прижимное приспособление 4 выполнено в виде двух соосных колец 9 и 10, соединенных упругими пластинами 11.
В процессе сварки канал 8 наконечника 5 изнашивается. Упругие пластины 11 давят своими выступами 12 на токоподводящие элементы и сминают перемычки. Зазор между токоподводя- щими элементами сокращается. Восстанавливается контакт с плавящимся электродом. С помощью гайки 3 производят подтягивание прижимного приспособления до достижения максимального давления пластин 11 на секторы. 4 ил.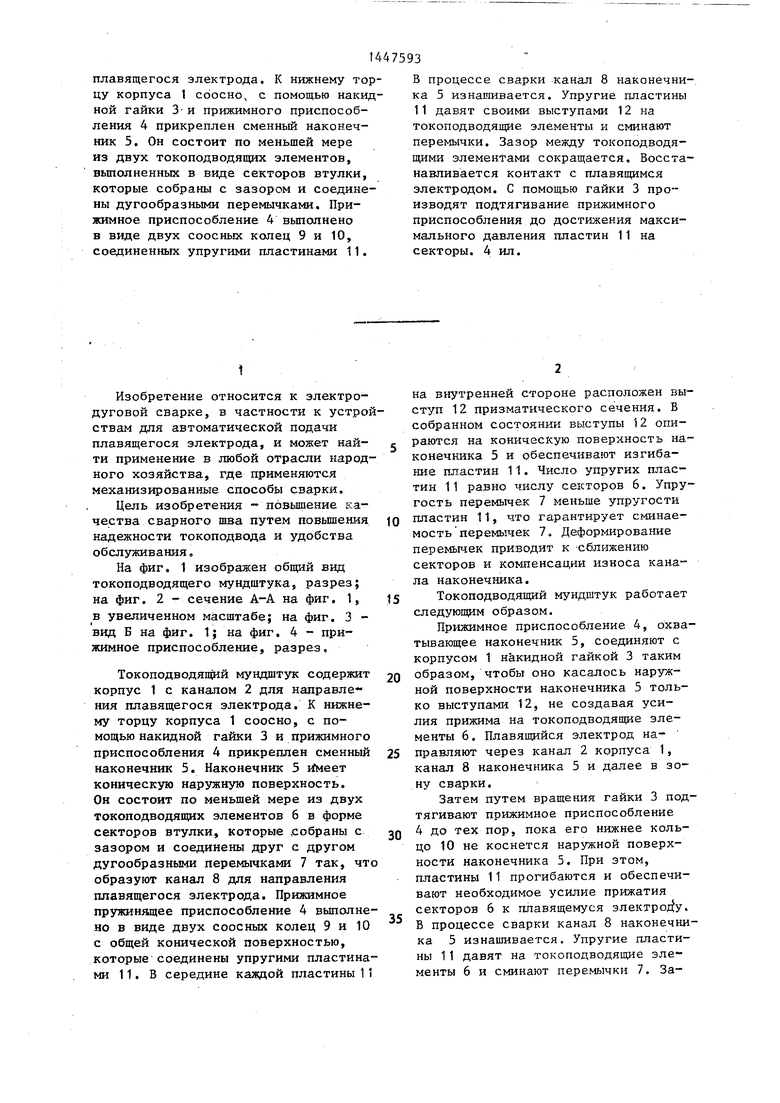

| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Устройство для подвода сварочногоТОКА K плАВящЕМуСя элЕКТРОду | 1979 |
|
SU846159A1 |
| Мундштук к устройствам для дуговой сварки | 1986 |
|
SU1397214A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Мундштук для дуговой сварки плавящимсяэлЕКТРОдОМ | 1979 |
|
SU841843A1 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| Токоподводящее устройство | 1979 |
|
SU821093A1 |
| Токоподводящий мундштук | 1985 |
|
SU1324791A2 |
| Мундштук для двухдуговых сварочных горелок | 1982 |
|
SU1055600A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2013 |
|
RU2556158C2 |

Изобретение относится к электро- дуговой сварке, в частности к уст- ройствам для автоматической подачи плавящегося электрода. Цель изобретения - повышение качества сварного шва путем повьппения надежности токо- подвода и удобства обслуживания, ТОКОПОДВОДЯЩИЙ мундштук содержит корпус 1 с каналом 2 для направления
1
Изобретение относится к злектро- дуговой сварке, в частности к устройствам для автоматической подачи плавящегося электрода, и может найти применение в любой отрасли народного хозяйства, где применяются механизированные способы сварки.
Цель изобретения - повыщение качества сварного шва путем повышения надежности токоподвода и удобства обслуживания.
На фиг, 1 изображен общий вид токоподводящего мундштука, разрез; на фиг. 2 - сечение А-А на фиг. 1, в увеличенном масштабе; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - прижимное приспособление, разрез,
Токоподводящий мундштук содержит корпус 1 с каналом 2 для налравле кия плавящегося электрода. К нижнему торцу корпуса 1 соосно, с помощью накидной гайки 3 и прижимного приспособления 4 прикреплен сменный наконечник 5. Наконечник 5 иСмеет коническую наружную поверхность. Он состоит по меньшей мере из двух токоподводящих элементов 6 в форме секторов втулки, которые ,собраны с зазором и соединены друг с другом дугообразными перемычками 7 так, что образуют канал 8 для направления плавящегося электрода. Прижимное пружинящее приспособление 4 выполнено в виде двух соосных колец 9 и 10 с общей конической поверхностью, которые соединены упругими пластинами 1 1 . В середине каждой пластины 1 1
0
5
0
5
0
5
на внутренней стороне расположен выступ 12 призматического сечения. В собранном состоянии выступы 12 опираются на коническую поверхность наконечника 5 и обеспечивают изгибание пластин 11. Число упругих пластин 11 равно числу секторов 6. Упругость перемычек 7 меньше упругости пластин 11, что гарантирует сминае- мость перемьзчек 7 Деформирование перемычек приводит к Сближению секторов и компенсации износа канала наконечника.
Токоподводящий мундштук работает следуюш 1м образом.
Прижимное приспособление 4, охватывающее наконечник 5, соединяют с корпусом 1 накидной гайкой 3 таким образом, чтобы оно касалось наружной поверхности наконечника 5 только выступами 12, не создавая усилия прижима на токоподводящие элементы 6. Плавяш 1йся электрод на- правляют через канал 2 корпуса 1, канал 8 наконечника 5 и далее в зону сварки.
Затем путем вращения гайки 3 подтягивают прижимное приспособление 4 до тех пор, пока его нижнее кольцо 10 не коснется наружной поверхности наконечника 5. При этом, пластины 11 прогибаются и обеспечивают необходимое усилие прижатия секторов 6 к плавящемуся электроду. В процессе сварки канал 8 наконечника 5 изнашивается. Упругие пластины 11 давят на токоподводящие элементы 6 и сминают перемычки 7. Зазоры между секторами 6 сокращаются, контакт токополводящих элементов 6 с плавящимся электродом восстанавливается.
Одновременно с этим происходит постепенное уменьшение прогиба пластин 11, образуется зазор между конической поверхностью наконечника 5 и кольцами 9 и 10 пружинящего приспособления. Периодически при выпрямлении пластин 11, не прекращая процесса сварки, с помощью гайки 3 производят подтягивание прижимного приспособления 4 до сопротивления его нижнего кольца 10 с наружной поверхностью наконечника 5, когда достигается максимальная сила воздействия пластин 11 на секторы 6, I
Благодаря выполнению наконечника с деформируемыми перемычками, а прижимного приспособления - с упругими пластинами, упругость которых больше упругости перемычек, предложенное устройство обеспечивает компенсацию износа канала наконечника, что повышает надежность токо- подвода, качество сварных швов и увеличивает срок службы наконечника
Соединение пружинящего приспособления С корпусом с помощью накидной гайки позволяет, не прекращая процесса сварки, восстанавливать периодически уменьшающее;ся усилие прижима секторов наконечника к сварочной проволоке. Это повьплает надежность токоподвода к плавящемуся электроду и качество сварного шва.
-/f
0
5
0
5
0
5
Вьшолнение по меньшей мере двух токоподводящих элементов в виде одного наконечника и такого же количества упругих пластин в виде одного пружинящего приспособления повьш1ает удобство обслуживания устройства в цеховых условиях и на монтаже.
Формула изобретения Токоподводящий мундштук, содержащий корпус с каналом для направления плавящегося электрода, по меньшей мере два токоподводящих элемента, образующих наконечник с каналом для направления плавящегося электрода, и прижимное приспособление, о т- личающийся тем, что, с целью повьш1ения качества сварного шва путем повышения надежности токоподвода и удобства в обслуживании, токоподводящие элементы выполнены в виде секторов втулки с наружной конической поверхностью, установленных с зазором один относительно другого и соединенных дугообразными перемычками, а прижимное приспособление выполнено в виде двух соосных колец, охватывающих токопод-„ водяшде элементы и соединенных упругими пластинами с выступами установленными в контакте с конической поверхностью наконечника, число упругих пластин равно числу токоподво- дяшдх элементов, а упругость перемычек меньше упругости пластин, при . этом прижимное приспособление связано с корпусом накидной гайкой.
Фиг.1
видб
Цзиг.з
ФигЛ
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для контактного подвода тока к электродной проволоке | 1976 |
|
SU649522A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
