Применению устройств для точечной электросварки в судостроении, сварке цистерн и баков и т. п. на месте мешает то обстоятельство, что известные уже устройства для этой цели имеют небольшой вылет и значительный вес, так как машина монтируется за одно целое с трансформатором.
Предлагаемое устройство предназначается для устранения вышеуказанных недостатков, путем разделения всего устройства на три части: одну-монтированную на тележке и содержащую трансформатор и цилиндр для подачи жидкости или сжатого газа и две другие одинаковые части, располагаемые по обе стороны соединяемых листов.
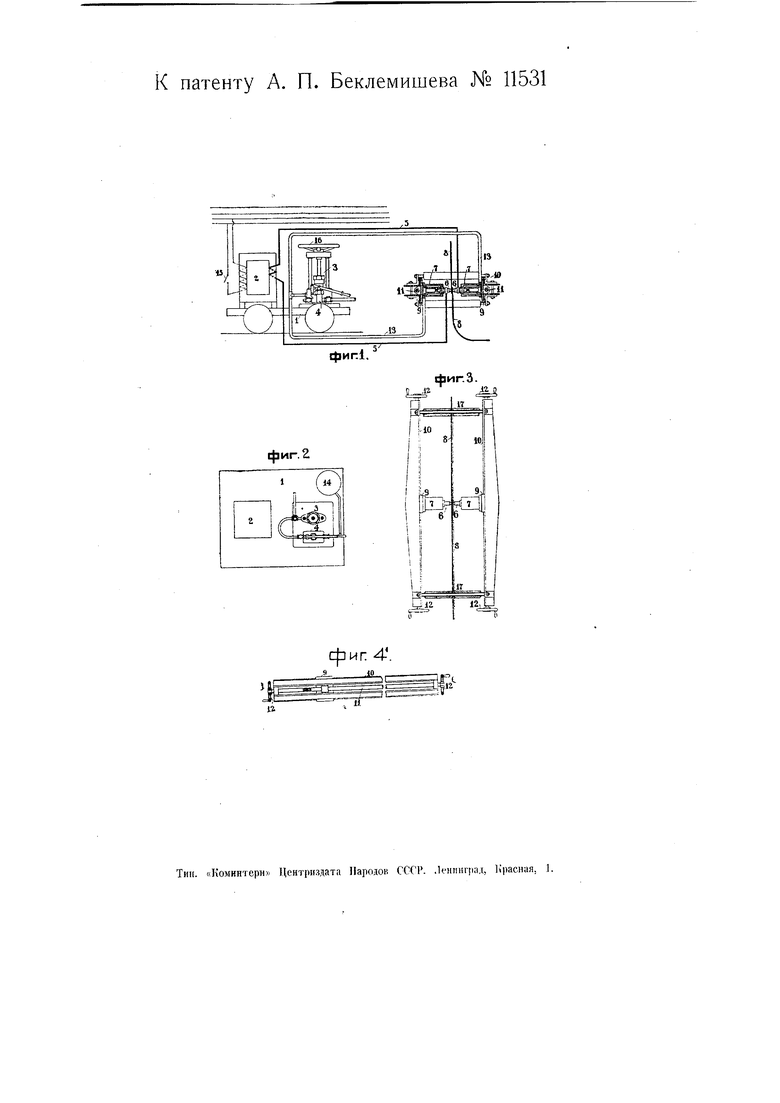
На чертеже фиг. 1 схематически изображает общий вид предлагаемого устройства с частичным разрезом; фиг. 2-вид сверху передвижного аггрегата; фиг. 3-то же направляющих с цилиндрами и электродами; фиг. 4-вид направляющих сбоку.
Вторичная обмотка трансформатоpa 2 передвижного аггрегата 1, состоящего кроме того из цилиндра 3 и насоса 4 при помощи гибких шин 5 соединена с электродами 6, укрепленными в поршнях рабочих цилиндров 7, расположенных по обе стороны соединяемых листов с. Рабочие цилиндры 7 укреплены на ползунках 9, перемещаемых в параллельных направляющих 10 при помощи винта 11 и маховичков 12. Давление в цилиндры передается по гибким бронированным шлангам 13, а при понижении давления поршни приводятся в первоначальное положение пружинками, не показанными на чертеже.
Замыкание первичной сети производится рубильником 15, а подача жидкости или сжатого газа в цилиндры 7 регулируется маховичком 1б. Параллельные направляющие 10 скрепляются болтами 17, при чем для разгрузки последних направляющие 10 и цилиндры 7 подвешиваются специальными тросами, наматывающимися на барабаны, на чертеже не показанные, снабженные храповичками и собачками.
Подкачка жидкости в случае надобности производится ручным насосом 4 из запасного бака 14.
Для производства сварки направляющие 10 укрепляются на болтах,
пропускаемых через подкладки с одновременным натягиванием поддерживающих тросов. Цилиндры 7 устанавливаются в крайнем положении, после чего поворотом маховичка 16 предназначенные для сварки листы слегка сжимаются и рубильником 15 включается ток. По прошествии нескольких секунд при помощи маховичка 16 листы сжимаются с большой силой и ток выключается.
Перевод цилиндров 7 с электродами 6 в следующую точку, в которой необходимо произвести сварку, производится вращением маховичков 12, имеющих соответствующие деления. Такими же делениями снабжены и направляющие 10.
Цилиндр 3 и насос 4 с баком 14 могут быть заменены краном и сетью со сжатым воздухом или постоянным гидравлическим напором. Сварка швов с относительно большим радиусом кривизны достигается
благодаря достаточному ходу электродов. При малом же радиусе кривизны устраиваются гнутые направляющие, а винты и гайки заменяются зубчатыми секторами с шестернями.
Предмет патента.
Устройство для электрической точечной сварки, характеризующееся тем, что оно состоит из подвижно расположенных по обе стороны свариваемого шва электродов 6, 6, укрепленных в поршнях цилиндров 7, 7, перемещаемых вдоль шва на ползунках 9 в параллельных направляющих 10, каковые электроды 6, 6 и цилиндры 7, 7 гибко связаны шинами 5, 5 и шлангами 13, 13 с передвижным аггрегатом 1, состоящим из трансформатора 2 и цилиндра 3, служащего для подачи жидкости или сжатого газа в цилиндры 7, 7.
U
.Ю
и
фиг. 2
фиг.З.
АIT
фиг 4-.
12,
li
r

