При сварке стальных вагонов использовались двухэлектродные головки, перемещаемые синхронно в двух координатах и работающие по схеме двусторонней двухточечной сварки. Сварка алюминиевых сплавов по такой схеме технологически невозможна. Использование одноточечных машин с двусторонним токоподводом из-за больших габаритов свариваемого изделия приводит к непроизводительным затратам потребляемой мощности.
Предлагаемая конструкция машины для одноточечной сварки перемещается также в двух направлениях. Для повышения производительности и качества сварки листов с профильным прокатом машина имеет независимый привод рабочего и токоподводящего электродов с возможностью перещагивания привариваемых профилей и разворотом токоподводящего электрода на 360° при сварке в труднодоступных местах.
Кроме того, машина имеет встроенный клапан, выполняющий роль пиевмобуфера при крайних полол ениях поршня привода токоподводящего электрода.
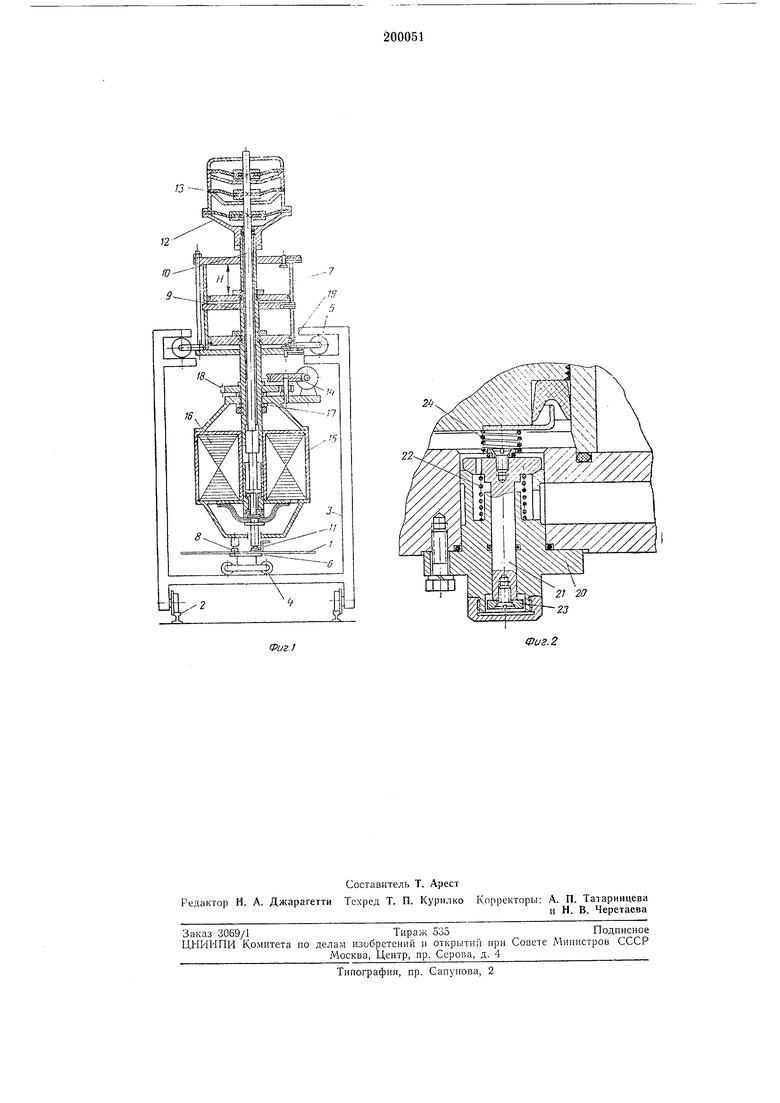
Па фиг. 1 изображена сварочная машина в разрезе; на фиг. 2 - клапан в продольном разрезе.
Машина имеет перемещающийся вдоль свариваемого объекта ) по рельсам 2 портал 3, несущий тележку 4 и тележку 5, синхронно
перемещающиеся в поперечном направлении. Па тележке 4 размещена медная подкладка 6. Па тележке 5 жестко закреплен пневматический привод 7 токоподводящего электрода 8.
Шток 9 этого тандема выполнен полым, в нем расположен шток 10 центрального рабочего (сварочного) электрода //.
К полому штоку 9 прикреплен корпус 12
строенного диафрагменного привода 13, перемещающего щток 10. Па штоке 9 с возможностью вращения от привода 14 укреплен нарул ;ный вторичный виток 15 кольцевого сварочного трансформатора 16.
На вторичном витке жестко закреплен токоподводящий самоустанавливающийся на сферической опоре электрод 8, причем второй полюс вторичного витка посредством гибких перемычек связан с рабочим электродом 11.
Кольцевой трансформатор с токоподводящнм электродом разворачивается на щарикоподшипниках 17. Шестерня 18 жестко связана с полым штоком.
В крайних положениях поршни привода 7
тормозятся клапанами 19. Последние состоят из прикрепленного к крышке привода корпуса 20 с седлом 21, прул ;иной 22 и упорным кольцом 23. К торцу седла прикреплена 24.
средством продольного перемещения нортала и синхронного поперечного перемещеппя верхней и нижней тележек машина устанавливается в требуемое для сварки положение, свариваемое изделие (например, боковипа вагона) размещается на специальном стеллажекондукторе. Включается иривод 7, и полый щток с кольцевым трансформатором опускается к изделию. Токоподводящий электрод прижимается к нижнему листу изделия. После этого включается привод 13, перемещается рабочий электрод и ио известной схеме производится односторонняя одноточечная сварка.
Строенный диафрагменный привод 13 обеспечивает требуемое программирование сварочного усилия. Усилие привода 7 превышает усилие привода 13 на величину, с которой необходимо прижать токоиодводящий электрод.
Полный ход Я привода 7 используется только при необходимости перешагивания через привариваемые детали (при этом отводят как токоведущий, так и рабочий электроды). В процессе сварки поршень отводится только на расстояние, достаточное для продвижения машины вдоль изделия.
Необходимый разворот токоведущего электрода обеспечивается приводом 14 за счет обкатки привода вокруг шестерни 18, жестко связанной с полым штоком 9.
Поскольку привод 14 расположен на кольцевом трансформаторе, последний также получает вращение, и, следовательно, поворачивается ТОКОПОДВОДЯЩИЙ электрод. Рабочий электрод вращается на подшипниках в нолом штоке.
Для исключения ударов поршней привода 7, несущего сварочный трансформатор, в крайних полол ениях служит клапан 19.
В конце хода поршня через пружину 24 седло клапана запирает входиое отверстие (по конусу) и воздух выжимается только через калиброванное отверстие, благодаря чему тормозится поршень. При обратном ходе пружина 22 приподнимает седло, давая воздуху пройти в цилиндр. Ход клапана вверх ограничивается упорным кольцом 23.
Предмет изобретения
1.Машина для односторонней точечной сварки, содержащая передвижной портал, на
котором установлена тележка с двухэлектродной сварочной головкой, снабженной приводом сварочного давления, отличающаяся тем, что, с целью повышения производительности и
качества сварки листов с профильным прокатом, преимущественно из алюминиевых сплавов, на тележке установлен второй пневмопривод с двумя крышками и полым штоком, а шток привода сварочного давления
с одним электродом размещен внутри указанного полого штока, на котором жестко закреплен корпус привода сварочного давления и свободно установлен сварочный трансформатор с расположенным на вторичном витке
вторым электродом, являющимся токоподводящим, и приводом поворота трансформатора вокруг полого штока.
2.Машина по п. 1, отличающаяся тем, что в обе крышки второго пневмопривода встроены пневмоклапаны, содержащие подпружиненные седла с калиброванными отверстиями для выхода воздуха в конце хода поршней.
/j -
2
Фиг.
2422Фиг. 2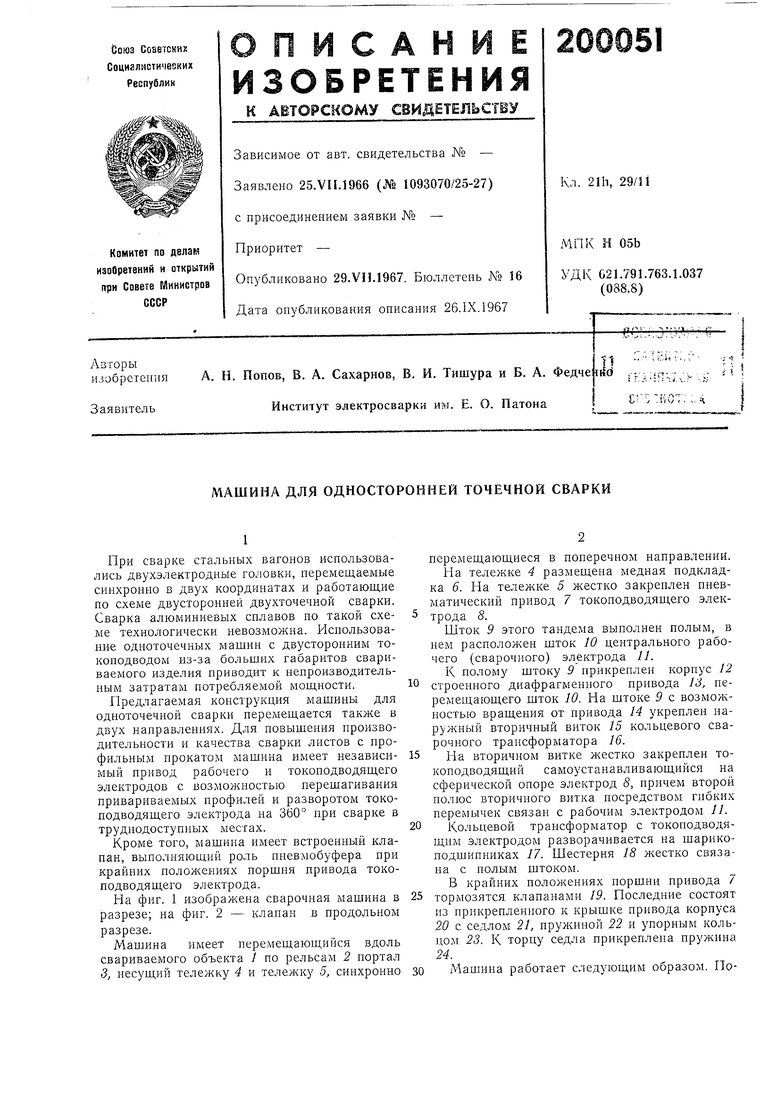
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВ/ | 1972 |
|
SU332970A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАР:.;_] | 1969 |
|
SU251110A1 |
| АППАРАТ ДЛЯ КОНТАКТНОЙ СВАРКИ | 1966 |
|
SU179856A1 |
| Машина для контактной стыковойСВАРКи ТРуб | 1978 |
|
SU818788A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU200048A1 |
| Установка для контактной точечной сварки | 1975 |
|
SU517433A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОТОПИТЕЛЬНЫХ РАДИАТОРОВ В БАТАРЕЮ | 1966 |
|
SU180274A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1968 |
|
SU211697A1 |