Основной недостаток дуговой электрической сварки-окисление металла может быть устранено ведением процесса под струей водорода, аммиака, светильного газа, паров метилового спирта и т. п. Однако известные уже устройства для ведения сварки подобным образом обладают ограниченным радиусом действия, а уход и управление ими в достаточной степени сложно.
Предлагаемое устройство, снабженное приспособлением для введения в электрическую дугу паров спирта, имеет целью устранение вышеуказанных недостатков, путем предварительного испарения спирта сварочным током и устранения необходимости поддерживания горелки, вследствие чего одна рука лица, обслуживающего устройство, освобождается.
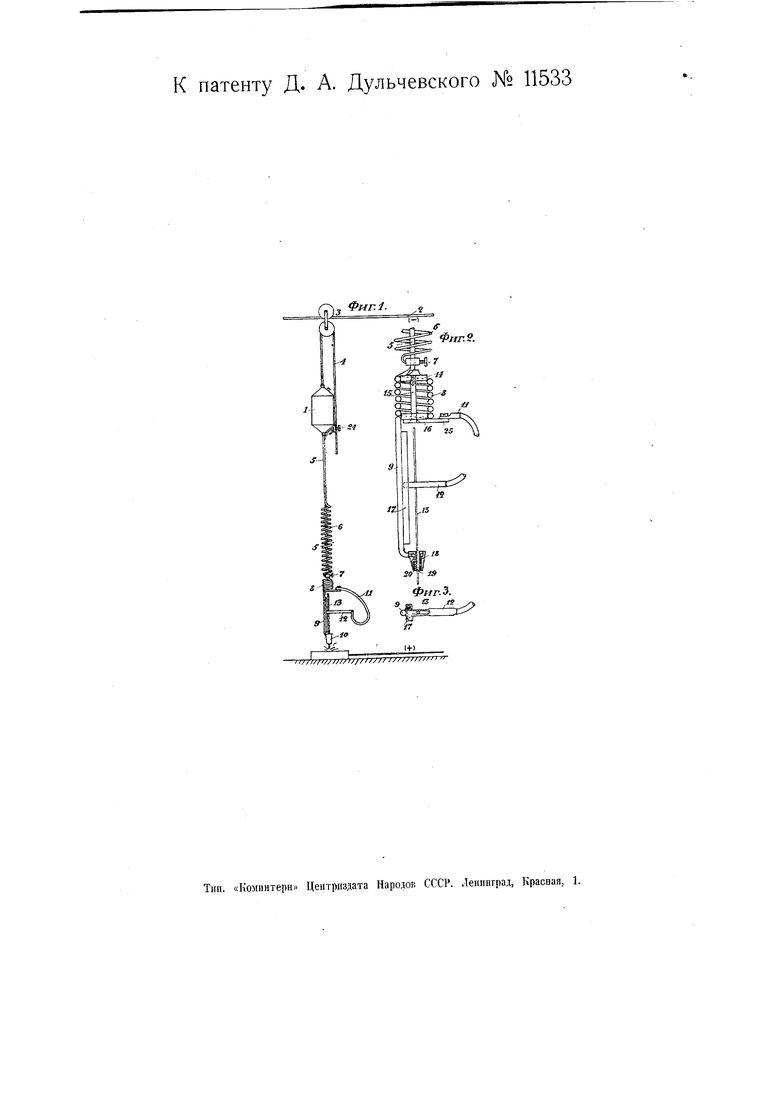
На чертеже фиг. 1 схематически изображает общий вид предлагаемого устройства; фиг. 2-деталь нижней его части; фиг. 3-деталь закрепления электрода.
Устройство состоит из резервуара 1 для спирта, подвешенного на гибком кабеле 4, перекинутом через ролик 3 блочного подвесного приспособления, передвигающегося вдоль токоподводящей шины 2. Дно резервуара 1 соединено с проводящей трубкой, в нижней своей части свернутой в спирали 6 и 8. Эта трубка от резервуара 1 до перехода в спираль 6 заключена внутри соединенного с зажимом 24 гибкого кабеля 5, который затем проходит уже внутри спирали 6. Конец последней соединен через вентиль 7 трубкой, свернутой в спираль 8, переходящую затем в прямую трубку 9, соединенную с горелкой 10. К трубке 9 между спиралью 8 и горелкой 10 прикреплена направляющая рейка 17, в паз которой входит могущий передвигаться параллельно трубке 9 конец электродержателя 12, соединенного посредством гибкого кабеля 11 с контактной пластиной 25. Кабель 5 соединен со спиралью 8 посредством припаянного к верхнему ее концу диска 14. Такой же диск 16 припаян к ее нижнему концу 8 и оба диска 14 и 16 соединяются между собой шунтирующим спираль 8 болтом 15. Горелка 9 состоит из наружной трубки 18, внутри которой ввинчена внутренняя трубка 19, с отверстием для электрода 13;
Между трубками 18 и 19 устроен зазор 20, служащий для прохода паров спирта, поступающих из спирали 8 через трубку 9 в горелку 10. Зазор 20 сообщается с кольцевой канавкой, выточенной в трубке 18 и сообщенной с трубкой 9, благодаря чему пары спирта движутся только вниз, образуя вокруг выходящего из горелки 10 электрода 13 и вольтовой дуги пламя паров спирта.
После наполнения резервуара 1 спиртом, прибор подвешивается против обрабатываемого предмета. Расстояние горелки 10 от предмета подлежащего сварки, 3 устанавливается опусканием или поднятием прибора, что достигается тем, что один из концов кабеля укреплен переставным образом в зажиме 24 резервуара 1. Электрододержатель 12 с электродом 13 соединяется с горелкой 9 так, что лапки электрододержателя 12 входят в паз направляющей рейки 17, а электрод - в центральное отверстие горелки 10. Затем электрод 13 замыкается накоротко с предметом 3 и оставляется в таком положении до момента нагрева спирали 8 до определенной температуры. Вслед за этим открывается вентиль 7 для впуска в спираль 8 находящегося в трубке 6 спирта, после чего образуется дуга, вокруг которой зажигается пламя паров спирта. При опускании электрода, по мере его плавления, расстояние между предметом и горелкой 10 не изменяется, все горизонтальные движения электрода происходят вместе
с горелкой 10 и, таким образом, место сварки всегда находится под действием спиртового пламени. При различных режимах сварочного тока, для достижения равномерного нагревания спирали 8, между дисками 14 и 16 ввинчиваются различного сечения болты, шунтирующие проходящий по спирали 8 сварочный ток.
Предмет патента.
1.Устройство для дуговой эле ктрической сварки, снабженное приспособлением для введения в электрическую дугу паров спирта, характеризующееся тем, что, с целью предварительного испарения спирта сварочным током, часть трубки, по которой спирт самотеком поступает из резервуара 1 в горелку 10, окружающую электрод 13, свернута в спираль 8 и включена в сварочную цепь сварочного тока, при чем для регулирования нагревания спирали 8 при различных режимах сварки служит сменяемый шунтирующий спираль 8 болт 15, стягивающий ее между дисками 14, 16 (фиг. 1 и 2).
2.Форма выполнения охарактеризованного в п. 1 устройства, отличающаяся применением блочного подвесного приспособления, снабженного поступательно перемещающимся роликом 3, расположенным по токоподводящей шине 2, при чем отдельные части устройства и электрододержатель 12 соединены отрезками гибкого кабеля 4, 5 и 11 (ф. 1 и 3).
Фиг. 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для электрической дуговой сварки | 1925 |
|
SU3476A1 |
| Станок для автоматической дуговой сварки труб | 1924 |
|
SU3127A1 |
| Устройство для автоматической подачи электродной проволоки при электрической дуговой сварке | 1930 |
|
SU29557A1 |
| Способ восстановления бандажей | 1940 |
|
SU60005A1 |
| Устройство для дуговой электрической сварки тонких листов | 1928 |
|
SU10630A1 |
| Механизм для автоматической подачи электродной проволоки при дуговой электрической сварке | 1931 |
|
SU39286A1 |
| Способ сварки лежачим электродом | 1940 |
|
SU66582A1 |
| Устройство для наплавки реборд бандажей вагонных колес | 1938 |
|
SU54824A1 |
| Электрический плавильный аппарат | 1922 |
|
SU893A1 |
| Устройство для перемещения свариваемого предмета или сварочного стола | 1932 |
|
SU33235A1 |