Тонкостенные трубы из тонкого листового железа с замком, например водосточные, изготовляются вручную или с применением различных станков и устройств, при помощи которых механизируются отдельные операции производства.
Предлагаемый станок полностью механизирует изготовление труб типа водосточных с продольным одинарным замком из тонкого листового железа.
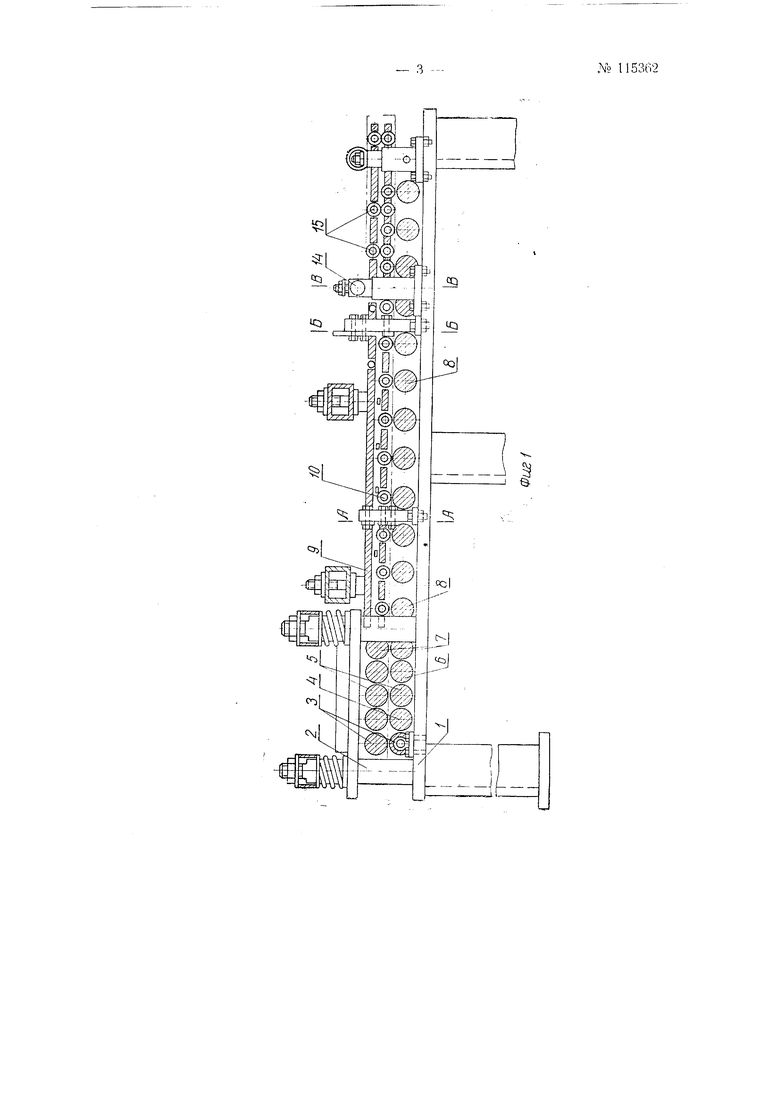
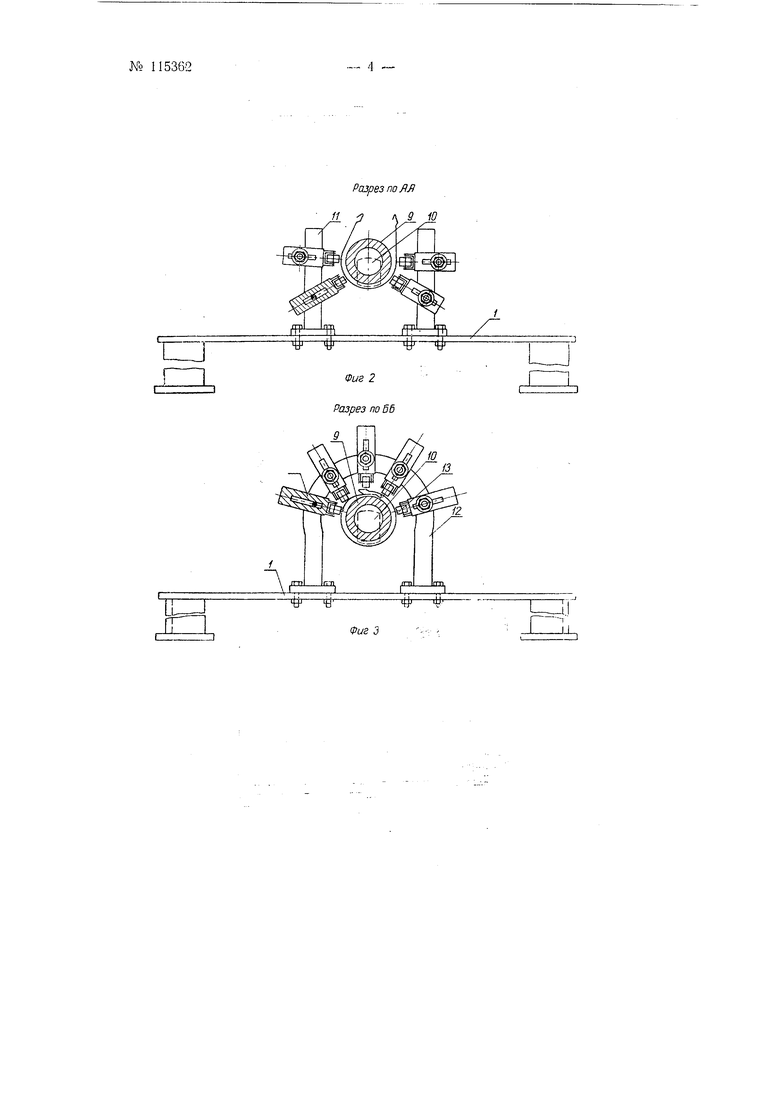
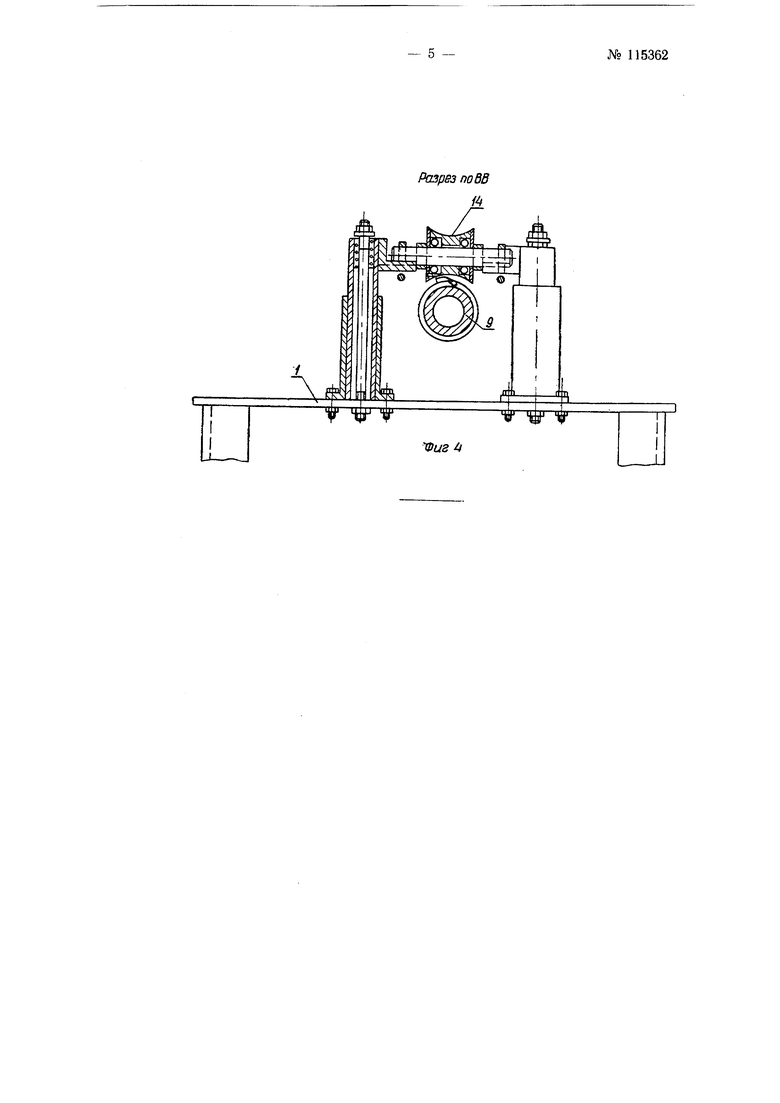
На фиг. I показан предлагаемый станок в разрезе; на фиг. 2 - кронштейн с направляющими роликами, разрез по АА па фиг. 1; па фиг. 3 - дугообразный кронштейн с направляющими роликами, разрез по ББ на фиг. 1; на фиг. 4 - крепление прокатывающего ролика, разрез по ВВ па фиг. 1.
Станок (фиг. ) состоит «3 передней части рамы с пятью парами валков, в которых производится подача, обрезка и отбортовка листов, и свертывающей части, в которой осуществляется свертывание листов и образование замка.
Все отдельные механизмы и детали станка смонтированы на стапине } со стойками 2. В первой паре валки 3 делаются гладкими без фланцев на концах бочки и служат для захвата листа и подачи его во вторую пару валков 4. На торцах бочек второй пары валков 4 расположены дисковые ножи д.ля обрезки листов. Вторая пара валков передает обрезанный лист в третью пару валков 5 с отбортовочными фланцами, в которых кромки листа с одной стороны отбортовываются вниз на 45°, а с другой стороны - вверх на 45°. В следующих четвертой и пятой парах валков б и 7 с фланцами кромки листа последовательно отбортовываются с 45 до 155°.
В свертывающей части станка на станине 1 установлены валки 8, на которых располагается оправка 9 в виде трубы. Снизу в стенке оправки вмонтированы ролики 10, опирающиеся на валки 8.
№ 115362
В свертывающей части станка лист протягивается между приводныМИ валками 8 и роликами 10 оправки. По обе стороны оправки 9 для сворачивания листа в трубу установлены боковые кронштейны // (фиг. 2) и дугообразный кронштейн 12 (фиг. 3) с направляющими роликами 13.
Лист постепенно сворачивается в форму трубы и в дугообразном кронштейне 12 оказывается свернутым в виде трубы так, что кромки его перекрывают одна другую на 26 мм. В этом положении свернутый в трубу лист проходит под прикатываюп1;им роликом 14 (фиг. 1 и 4), который не допускает развертывания свернутой из листа трубы.
Затем свернутая труба находит на распорные роликовые пояса, вмонтированные в оправке 9 с шестью роликами 15 в каждом. В распорном поясе свернутая труба раздается и отбортованные кромки ее заходят одна за другую, образуя замок трубы, обжимается и из станка выходит готовая труба.
Все рабочие валки станка приводятся в движение от трех двигателей обшей мощностью 10 кет посредством трех редукторов.
Предмет изобретения
Станок для изготовления труб с продольным замком из тонкого железа, отличающийся тем, что, с целью создания непрерывности процесса изготовления труб и увеличения при этом производительности, он состоит из расположенных один за другим в одном направлении комплектов валков подающих с дисковыми ножами на торцах, для обрезки листа и получения требующейся ширины его, трех пар валков с отбортовочными фланцами для отбортовки краев листа, ряда роликов с оправкой над ними и роликами на кронштейнах, служащими для сворачивания листа вокруг оправки и сведения отбортованных краев в замок и катка для обжатия замка.
ir // 9 0
4
i
Фиг 2
Т
Разрез no яд
13
-
Фиг 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для отбортовки обечаек | 1980 |
|
SU854511A2 |
| Станок для отбортовки кромок круглых и овальных емкостей | 1990 |
|
SU1750787A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| ТРУБА ПОЛИМЕРНАЯ АРМИРОВАННАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2170872C1 |
| Устройство для отбортовки цилиндрических изделий | 1977 |
|
SU747574A1 |
| Устройство для отбортовки цилиндрических изделий | 1985 |
|
SU1329866A1 |
| Многопозиционный станок для обработки тонкостенных корпусов емкостей | 1976 |
|
SU749494A1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| Устройство для деформирования трубчатых заготовок | 1980 |
|
SU944715A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СПИРАЛЬНОВИТЫХ ТРУБ С ФАЛЬЦЕВЫМ ЗАМКОВЫМ ШВОМ С УМЕНЬШЕННЫМ ВВЕДЕНИЕМ СМАЗКИ | 1996 |
|
RU2135318C1 |