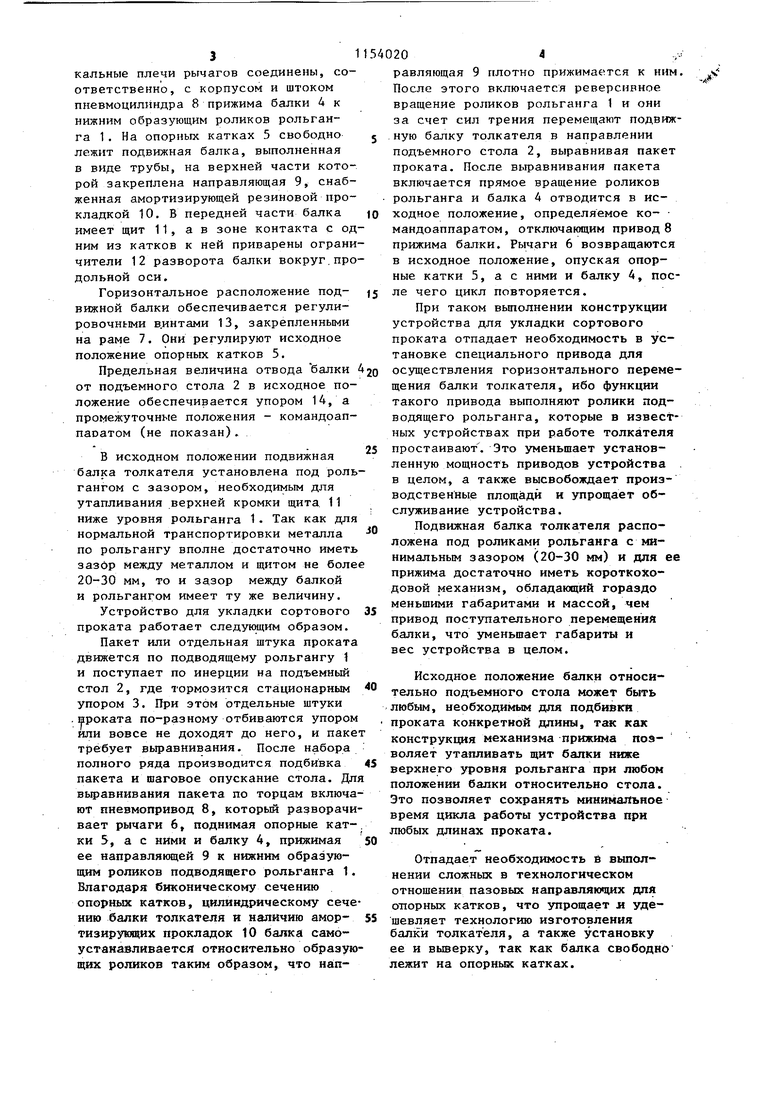
Изобретение относится к адъюстаж ному оборудованию прокатных станов и могрт быть использовано в устройс вах для укладки или пакетирования, сталкивателях проката и т.д. Устройство для укладки сортового проката являются сложными комплекса ми механизмов, взаимодействующих между собой. Каждый механизм требует применения отдельного привода, что обуславливает высокую энергонасыщенность и громоздкость подобных устройств. Известно устройство для укладки проката с подт емным столом, подводящим рольгангом и расположепным в зоне рольганга толкателем, которы служит для съема проката с подводя щего рольганга и по.редачи его на подъемный стол lj . Недостатком устройства является наличие специального привода для обеспечения перемещения толкателей вместе с прокатом из зоны подводящего рольганга в зону подъемного стола. Наличие этих гфиводов услож ет конструкцию устройства, увеличивает его устарговленную мощность,, га бариты и металлоемкость. Кроме того нриводы требуют дополнительных затрат по обслуживанию и ремонту и пре пятствуют доступу к другим механизмам для их обслуживания, занимая производственные площади. Наиболее близким по технической сущности к предлагаемому изобретени является устройство для укладки сор тового проката, содержащее подъемны стол, стационарный упор, подводящий реверсивньй рольганг и толкатель, расположенный под рольгангом и состоящий из подвижной балки со щитом и опорных катков 21 . Недостатком устройства является наличие привода для обеспечения значительного по величине поступа тельного перемещения балки толкателя. При большом разнообразии длин проката ход балки, достигающий 1,5 м и требует установки привода значительных размеров, что увеличивает установочную мощность устройст ва, а также его габариты и вес. При прохождении металла по рольгангу щит балки должен располагаться ниже его верхнего уровня. Такое пол жение щита может быть обеспечено только при одном, исходном положе102 НИИ бахгки. Значит, при малых длинах проката балка должна совершать больщий ход, что увеличивает время цикла работы толкателя. Соединение балки толкателя с приводом с помощью рычажного механизма усложняет ее конструкцию, сборку и разборку при ремонте и обслуживании. Для исключения перекосов балки при перемещении направляющие должны быть выполнены в виде закрытых пазов, охватывающих опорные катки, что усложняет и удорожает технологию изготовления балки. Опасность касания балкой роликов рольганга вынуждает располагать ее под рольгангом с достаточно большим зазором, что увеличивает габариты и вес устройства в целом. Целью изобретения является упрощение конструкции, уменьшение ее массы и установленной мощности при1зодов путем исключения привода горизонтального перемещения подвижной .балки. , Указанная цель достигается тем, что устройство для укладки сортового проката, содержащее подъемный стол, стационарный упор., подводящий реверсивный рольганг и толкатель, расположенный под рольгангом |н состоящий из подвижной балки со щитом и опорных катков, снабжено механизмом .прижима к нижним образующим роликов рольганга, выполненным в виде двух Г-образных рычагов, установленных зеркально, на горизон-тальных плечах которых закреплены биконические опорные катки, а вертикальные плечи соединены соответственно со штоком и корпусом пневмоцилиндра, при этом нижняя поверхность подвижной балки выполнена цилиндрической и снабжена ограничителями ее поворота. На фиг. 1 изображено устройство, разрез; на фиг. 2 - разрез А-А на фиг. 1. Устройство для укладки сортового проката содержит подводящий рольганг 2, подъемный стол 2, стационарный упор 3 и толкатель, состоящий из горизонтальной подвижной балки 4 и двух опорных катков 5. Опорные катки имеют биконическое сечение и зак.реплены на горизонтальных плечах зеркально расположенных рычагов 6, установленных шарнирно на раме 7. Вертикальные плечи рычагов соединены, соответственно, с корпусом и штоком пневмоцилнндра 8 прижима балки 4 к нижним образующим роликов рольганга 1. На опорных катках 5 свободно лежит подвижная балка, выполненная в виде трубы, на верхней части которой закреплена направляющая 9, снабженная амортизирующей резиновой прокладкой 10, В передней части балка имеет щит 11, а в зоне контакта с од ним из катков к ней приварены ограни чители 12 разворота балки вокруг.про дольной оси. Горизонтальное расположение подвижной балки обеспечивается регулировочными в.интами 13, закрепленными на раме 7. Они регулируют исходное положение опорных катков 5. Предельная величина отвода балки 42о от подъемного стола 2 в исходное положение обеспечивается упором 14, а промежуточные положения - командоаппаоатом (не показан). В исходном положении подвижная балка толкателя установлена под роль гангом с зазором, необходимым для утапливания верхней кромки щита. 11 ниже уровня рольганга 1. Так как для нормальной транспортировки металла по рольгангу вполне достаточно иметь зазор между металлом и щитом не боле 20-30 мм, то и зазор между балкой и рольгангом имеет ту же величину. Устройство для укладки сортового проката работает следукнцим образом. Пакет или отдельная штука проката движется по подводящему рольгангу 1 и поступает по инерции на подъемный стол 2, где тормозится стационарным упором 3. При этом отдельные штуки . ироката по-разному отбиваются упором или вовсе не доходят до него, и паке требует выравнивания. После набора полного ряда производится подбивка пакета и шаговое опускание стола. Дл выравнивания пакета по торцам включа ют пневмопривод 8, которьй разворачи вает рычаги 6, поднимая опорные катки 5, а с ними и балку 4, прижимая ее направляющей 9 к нижним образующим роликов подводящего рольганга 1. Благодаря биконическому сечению опорных катков, цилиндрическому сече нию балки толкателя и наличию амортизирующих прокладок 10 балка самоустанайливается относительно образую щих роликов таким образом, что на п204равляющая 9 плотно прижимается к ним. После этого включается реверсивное вращение роликов рольганга 1 и они за счет сил трения перемещают подвижную балку толкателя в направлении подъемного стола 2, выравнивая пакет проката. После, выравнивания пакета включается прямое вращение роликов рольганга и балка 4 отводится в исходное положение, определяемое ко- мандоаппаратом, отключающим привод 8 прижима балки. Рычаги 6 возвращаются в исходное положение, опуская опорные катки 5, а с ними и балку А, после чего цикл повторяется. При таком выполнении конструкции устройства для укладки сортового проката отпадает необходимость в установке специального привода для осуществления горизонтального перемещения балки толкателя, ибо функции такого привода выполняют ролики подводящего рольганга, которые в известных устройствах при работе толкателя простаивают. Это уменьшает установленную мощность приводов устройства в целом, а также высвобождает производственные площади и упрощает обслуживание устройства. Подвижная балка толкателя расположена под роликами рольганга с минимальным зазором (20-30 мм) и для ее прижима достаточно иметь короткоходовой механизм, обладающий гораздо меньшими габаритами и массой, чем привод поступательного перемещения балки, что уменьшает габариты и вес устройства в целом. Исходное положение балки относительно подъемного стола может быть любым, необходимым для подбивки проката конкретной длины, так как конструкция механизма прижима позволяет утапливать щит балки ниже верхнего уровня рольганга при любом положении балки относительно стола. Это позволяет сохранять минимальное время цикла работы устройства при любых длинах проката. Отпадает необходимость и выполнении сложных в технологическом отношении пазовых направляючщх для отЕорных катков, что упрощает я удешевляет технологию изготовления балки толкателя, а также установку ее и выверку, так как балка свободно лежит на опорных катках.
j1154020
Биконический профиль сечения опор- ния устройства . его габариты и „ь. катков позволяет -Р- - извест Минимальные зазорымежду балкой толп ГоГус:ГойГтвеГ::Гт:::Г:де:е:Гя кателяирольгаигомсп особстау.тумеиь т и прощает ;ехнологию изготовле- , 5 шеник, габаритов устройства в целом.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечной передачи проката с рольганга | 1983 |
|
SU1103917A1 |
| Устройство для пакетирования сортового проката | 1981 |
|
SU1052301A1 |
| Укладчик листов в пакеты на поддоны | 1979 |
|
SU821356A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| МАШИНА ДЛЯ ПАКЕТИРОВКИ И ОБВЯЗКИ ПРОВОЛОКОЙ, НАПРИМЕР, СОРТОВОГО ПРОКАТА | 1996 |
|
RU2100112C1 |
| Устройство для поперечной передачи проката с рольганга на холодильник | 1988 |
|
SU1547905A1 |
| Холодильник прокатного стана | 1983 |
|
SU1122390A1 |
| РОЛЬГАНГ КАЧАЮЩИЙСЯ | 2001 |
|
RU2212293C2 |
| Устройство для подачи брусков под пакет листов | 1990 |
|
SU1819714A1 |
| ХОЛОДИЛЬНИК ДЛЯ ПРОКАТА | 1998 |
|
RU2131315C1 |
УСТРОЙСТВО ДЛЯ УКЛАДКИ СОРТОВОГО ПРОКАТА, содержащее подъемньй стол, стационарный упор, подводящий реверсивный рольганг и толкатель, расположенный под рольгангом и состоящий из подвижной балки со щитом и опорных катков, отличающееся тем, что, с целью упрощения конструкции, уменьшения ее массы и установленной мощности приводов путем исключения привода горизонтального перемещения подвижной балки, устройство снабжено механизмом ее прижима к нижним образующим роликов рольгднга,. выполненным в виде двух Т-образных рычагов, установленных зеркально, на горизонтальных плечах которых закреплены биконические опорные катки, а вертикальные плечи соединены соответственно со щтоком и корпусом пневмоцилнндра, при этом нижняя поверхность подвижной балки выполнена цилиндрической и снабжена ограничителями ее noBoporaL,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для УКЛАДКИ в ПАКЕТ ПРОКАТА | 0 |
|
SU264976A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чертеж КО ВНИИМЕТМАШ, № 010.88.050, ВО | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
