I
Изобретение относится к трубосварочному производству,
при производстве сварньк труб из двух аопуципиндрических заготовок при задаче их а сварочный стан происходит смятие передiiHX концов заготовок при встрече; их с направяяюшш ножом, при этом качество кромок ухудшается. Известные конструкции направляющего ножа не позволяют задать две полуцилиндрические заготовки, не повредив их кромки.
Известно устройство для ориентировки трубной згиготовки при задаче ее в сварочный стан, содержашее подъемно-поворотные рспики, расширительную головку для образования щели и фиксатор 1 , Для направления кромок трубной заготовки в этом устройстве предусмотрен нож,
Однако такой направляющий нож при производстве труб из двух полусилиндрических заготовок не может обеспечить хорошее качество сварного изделия, так как во время движения полуцилиндрюв по плоскости ножа происходит строжка кромок за счет трения, Кроме того, осуществление сриентшии заготовок связано с необходимостью пр1 менения двух таких ножей, которые не могут устранить сближение кромок двух расформованных полуцилиндров.
Из известных направляющих устройств наиболее близким по технической сущности является напранляющий нож внутренней оправки вь сокочастотнога стана 2 , Этот направпшощий нож выпаткен в виде двухопорной балки, жестко закрепленной на стойках. На балке со стороны входа металла имеются клиновые направляющие. Балка имеет проушину для крепления,к оправке стайа.
Однако при задаче двух полуцилиндрических заготовок в сварочный стан кромки заготовок сбпийшются, а иногда и нахлестываются за счет пружинения расформованных полуцилпндров, что приводит к смятию передних концов заготовок, прр встре е их с направляющим ножом, KpOKie ого, при движении заготовок ухудшается качество кромок за счет значительного трения по поверхности ножа, что С1 азывается на качестве сварного щва.
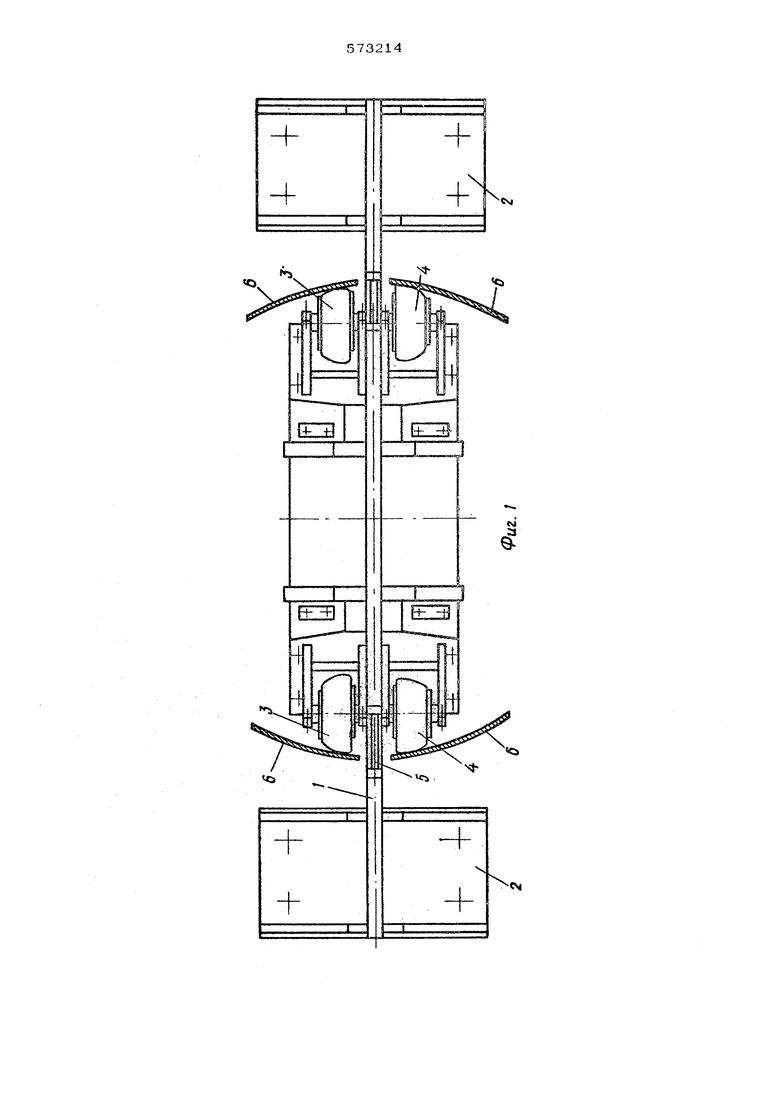
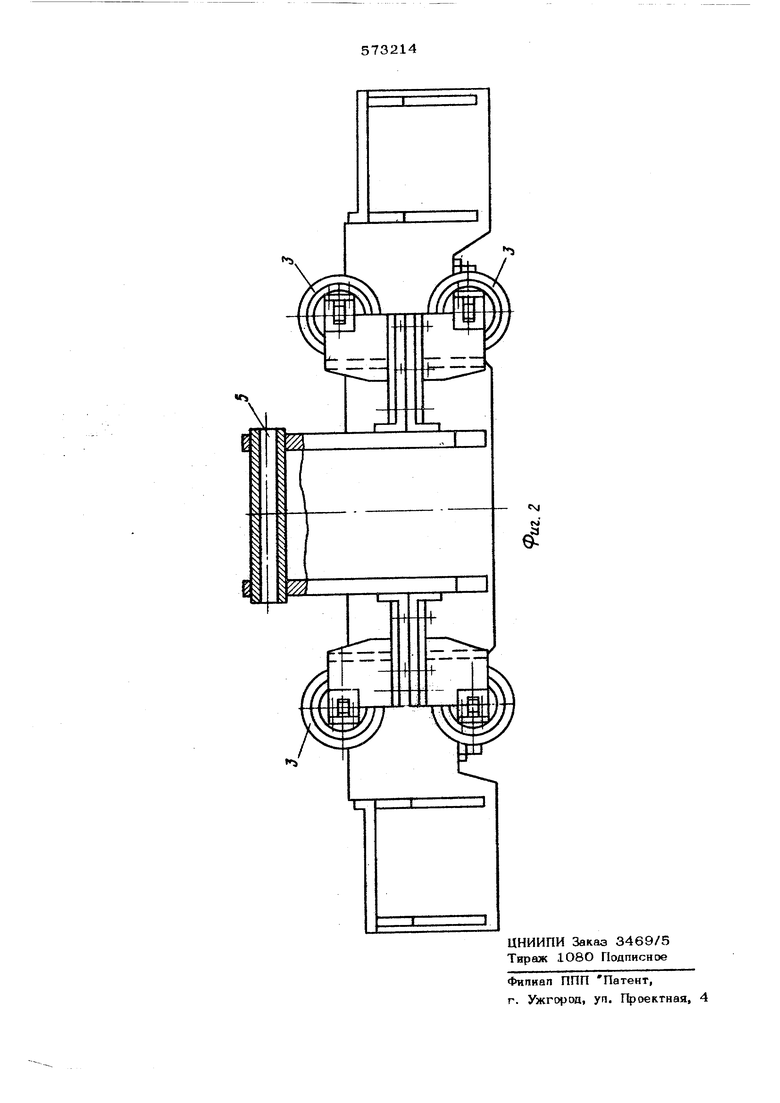
Для повышения качества сварного изделия путем улучшения условий задачи двух полупилиндрических заготовок в сварочный стан направл5поший нож,выполненный в виде двухся1О}М}ой балки, жестко закрепленной на стойках, снабжен р«сфо1 овочными роликами, попарно установленными на двух противоположных сторонах балки симметрично проаольной оси прокатки. Такое 1уэнструктивное выполнение направ ляюшего, ножа позволяет улучиить условия задачи двух полуцилиндрических заготовок в сварочный стан, сохранить качество кромок и тем самым повысить качество сварного изделия. Это достигается тем, «гго при задаче. в сварочный стан полуцилиндрические ЗАГОТОВКИ встречаются с расформовочными роликами направляющего ножа, которые расформовывая их, ув€зличивают расстояние между кромками полуцилиндрических заготовок, исключая смятие передних концов заготовок и скольжение этих заготовок по поверхности ножа. На фиг, 1 изображен направлтощий нож, вид спереди} на фиг, 2 показано то же, вид в плане. Направляющий нож содержит двухопорную балку 1, жестко закрепленную на стойках 2, и четыре naffci расформово1йых роликов 3 и 4, учЕташшаеиньгх попарно по разные стороны бсшки 1« Для крепления оправки сварочного, стана балка снабжена проушиной 5,. : . Устройство работает следующим образом, Две полупипиндрические заготовки 6 зааеаогся в сварочный стан с помощью направляюшегс ножа. При sTOMv заготовки встречаются вначале с расформовочными {юликами ножа, которые расформовывают их, увеличивая зазор между кромками заготовок. Далее расформованные заготовгш перемещаются по роликам в сварочный стан с постоянным зазором между кромками и ножом. Это исключает смятие передних концов заготовок при встрече с ножом и скольжение этих заготовок по поверхности ножа, снижающее качество кромок. Такой направяяющий нож по сравнению с известными позволяет улучшить условия задачи двух полуцилиндрических заготовок в сварочный стан, сохранить качество кромок и повысить качество сварного изделия. Формула изобретения Направляющий нож трубосварочного ютана для Изготовления двухшовных труб, содержащий жестко закрепленную на стойках двухопорную балку, отличающийс я тем, что, с целью повышения качества сварного изделия путем улучшения условий задачи двух полуцилиндрических заготовок в сварочный стан, он снабжен расформовоч- ными роликами, попарно установленными на двух противоположных сторонах балки скммет- рично продольной оси стана. Источники информации, принятые во внимание при экспертизе: 1,Авторское свидетельство СССР № 197486, кл. В 21 С 37/06, 1966. 2,Чертеж Электростальского завода тяжелого машиностроения, № 2-162189, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шовонаправляющее устройство трубо-элЕКТРОСВАРОчНОгО CTAHA | 1979 |
|
SU829245A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| Узел крепления внутренней оправки к станине подающей клети трубоэлектросварочного стана | 1980 |
|
SU994070A1 |
| Выравнивающее устройство для изготовления двухшовных труб | 1976 |
|
SU656690A1 |
| Устройство для расформовкипОлуцилиНдРичЕСКиХ ТРубНыХзАгОТОВОК | 1976 |
|
SU795605A1 |
| Способ производства двухшовных труб | 1978 |
|
SU776694A1 |
| Внутренняя оправка трубосварочного стана | 1981 |
|
SU1044376A1 |
| Установка для сборки и сварки прямошовных труб | 1982 |
|
SU1156765A1 |
tM
