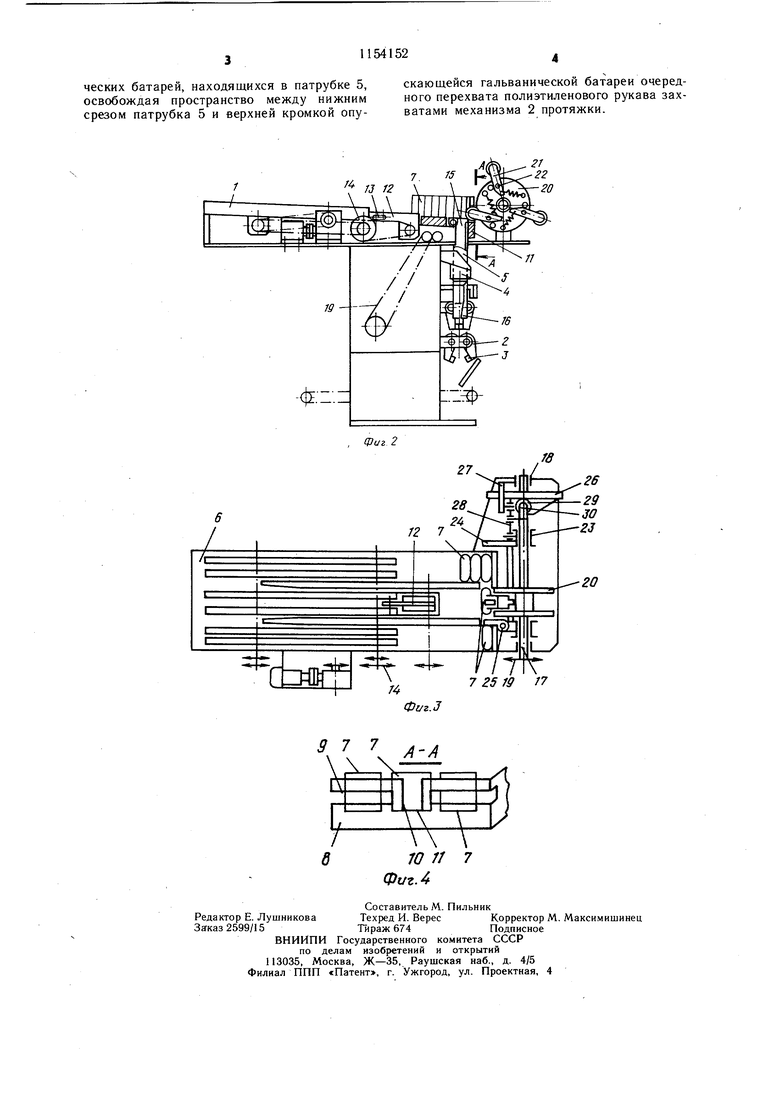
Изобретение относится к упаковке в пленку штучных грузов, а именно к устройству для упаковки гальванических батарей в термосклеивающиеся пакеты, является усовершенствованием авт. св. № 1009908 и может быть использовано на предприятиях электротехнической и приборостроительной промышленности. Цель изобретения - повышение надежНа фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - устройство, вид сбоку; на фиг. 3 - вид питателя, план; на фиг. 4 - разрез А-А на фиг. 2. Устройство состоит из питателя 2, механизмов протяжки 2 и термосклеивания 3 рукава, рукавообразователя 4 с подводяш,им гальванические батареи патрубком 5. Питатель содержит загрузочный лоток 6, отдельные ручьи 7 тройного потока, торцовой ограничиваюш,ий бортик 8 с поперечными прорезями 9 и вертикальной прорезью 10 с жестким упором 11, дополнительную подаюшую планку 12 с продольным пазом 13 и ускоряюш,им цепным приводом 14, заходную прорезь 15 в дне лотка с упругой пластиной 16 и вращающийся вал 17 в подшипниках 18 с приводом 19 от механизма 2 протяжки. На валу 17 установлены катушка 20 с поворотными подпружиненными рычагами 21 на осях 22, ползун 23 с толкателями 24 и 25 и кулачок 26. Один из концов вала 17 установлен на Г-образной опоре 27. которая удерживает параллелограммный подпружиненный рычаг 28 с обкатным роликом 29 на перемычке 30. Устройство работает следующим образом. Гальванические батареи тройным потоком (показаны тонкими линиями) подаются совершающими круговые движения от вращающихся эксцентриков планками лотка питателя 1 до упора в торцовый бортик 8. Толкателями 24 батареи из среднего потока выталкиваются из загрузочного лотка 6 в подводящий грузы на упаковку патрубок 5 через заходную прорезь 15 в дне лотка 6. При этом из боковых потоков в средний батареи проталкиваются толкателями 24 и 25. Оба толкателя закреплены на ползуне 23. Этот ползун возвратно-поступательно перемещается вдоль оси вала 17. Перемычка 30 параллелограммного рычага 28 на своем консольном конце имеет обкатной ролик 29, который во всех положениях рычага 28 взаимодействует с кулкачком 26. Параллелограммный рычаг 28 щарнирно закреплен на Г-образной опоре 27 и поджимается к кулачку 26 пружиной, закрепленной на той же опоре. При вращении вала 17 в подшипниках 18 цепным приводом 19 от механизма 2 протяжки полиэтиленового рукава толкатели 24 и 25 поочередно взаимодействуют с грузами боковых ручьев 7 через горизонтальные прорези 9 в торцовых стенках питателя 1. При этом толкатель 24 своей нижней плоскостью скользит по нижней кромке прорези, одновременно удерживая ползун 23 от проворота на валу 17. Г1ри своем прямом ходе толкатель 24 переталкивает батареи в средний ручей. В это время толкатель 25 отклоняется на своем шарнире и скользит своей тыльной частью по поверхности передней батареи в другом крайнем ручье 7 потока, совершая холостой ход. В конце хода, гальванические батареи толкателем 24 устанавливаются на позицию в среднем ручье 7 потока, а подвижная часть толкателя 25 освобождается и под воздействием пружины в своем шарнире, выпрямляет толкатель с упором в его заднюю кромку, составляющую с рабочей стороной толкателя угол в 90°. При своем обратном ходе, совершающемся ускоренно, толкатель 25 захватывает гальванические батареи своей рабочей плоскостью и ведет их к среднему ручью. После того, как батарея займет свое положение в среднем ручье, подача из крайних ручьев в средний тройного потока 7 считается законченной. Подача гальванических батарей в подводящий патрубок 5 рукавообразователя 4 через заходную прорезь 15 осуществляется подпружиненными рычагами 21, поворотными на осях 22 между бортами катушки 20. Ролики рычагов 21 взаимодействуют с гальваническими батареями на длине хода, равной высоте последних, затем ролики встречают упор 11 в вертикаьной прорези 10 и отклоняются, при этом верхняя кромка гальвацической батареи утопает в подводящем патрубке 5 на величину ролика t рычага 2г где У -диаметр; t --толщина. Длина патрубка 5 выбирается кратной высоте гальванических батарей, которые в патрубке 5 удерживаются упругой пластиной 16. Перемещение столба гальванических батарей в патрубке 5 рычагами 21 производится сразу после смыкания захватов полиэтиленового рукава механизма 2 протяжки, причем опускание захватов и вращение рычагов происходит с одинаковой линейной скоростью. Гальванические батареи во время этого перемещения принудительно поджимаются к захватам для термосклеивания рукава на продолжении перемещения на величину высоты гальванической батареи, при этом нижняя гальваническая батарея, находящаяся в патрубке 5 и увлекаемая перемец ением батареи полиэтиленового рукава, отрывается от гальванических батарей, находящихся в патрубке 5, освобождая пространство между нижним срезом патрубка 5 и верхней кромкой опускающейся гальванической батареи очередного перехвата полиэтиленового рукава захватами механизма 2 протяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки штучных изделий в рукав из термосклеивающегося материала | 1981 |
|
SU1066897A1 |
| Устройство для преобразования трехрядного потока штучных изделий в однорядный при их упаковке | 1982 |
|
SU1041426A1 |
| Автомат для упаковывания изделий в полимерную пленку | 1988 |
|
SU1551586A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1977 |
|
SU737302A1 |
| Устройство для упаковки в пленку тестообразных масс | 1979 |
|
SU865697A1 |
| Устройство для преобразования трехрядного потока штучных изделий в однорядный | 1986 |
|
SU1386521A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯШТУЧНЫМИ ПРЕДМЕТАМИ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯМАТЕРИАЛА | 1972 |
|
SU424768A1 |
| Устройство для упаковки изделийВ плЕНКу | 1979 |
|
SU821297A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕШКОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1970 |
|
SU266644A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из ленточного термосклеивающегося материала | 1973 |
|
SU463591A1 |
УСТРОЙСТВО ДЛЯ УПАКОВКИ ГАЛЬВАНИЧЕСКИХ БАТАРЕЙ В ТЕРМОСКЛЕИВАЮЩИЕСЯ ПАКЕТЫ по авт. св. № 1009908, отличающееся тем, что, с целью повышения надежности, вертикальные толкатели выполнены в виде подпружиненных рычагов, установленных с возможностью поворота между бортами катушки и взаимодействующих с упором, при этом внутри грузоподводящего патрубка расположена упругая пластина, a боковые толкатели установлены с возможностью возвратно-поступательного перемещения от кулачка, взаимодействующего с роликом, расположенным на перемычке параллелограммного подпружиненного рычага, причем в конце среднего потока батарей установлена с возможностью перемещения дополнительная подающая планка с продольными пазами, соединенная одним концом с основной планкой, a другим - с цепной передачей. (Л ел 4 сл N5
| Устройство для упаковки гальванических батарей в термосклеивающиеся пакеты | 1981 |
|
SU1009908A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
