1
Изобретение относится к области обработки металлов давлением, в частности к операциям глубокой вытяжки.
Известен штамп для вытяжки изделий из предварительно изготовленного стакана, содержащий матрицу, пуансон и установленный концентрично последнему складкодержатель, относительно которого пуансон имеет возможность осевого смещения.
После вытяжки деталь получается с коническим переходным участком от большего диаметра к меньшему, и для придания профилю детали плавных очертаний требуется дополнительная онерация калибровки в штамие или выглаживание на станках, что удлиняет и удорожает технологический процесс.
С целью повышения степени формоизменения за одну операцию пуансон предлагаемого штампа выполнен в виде диска с диаметром, равным диаметру придонной части изделия, расположенного на штоке, на котором посредством вертикально подпружиненной подвижной втулки установлен складкодержатель, выполненный из эластичного материала, кроме того, с целью увеличения подпора, создаваеиото складкодержателем, его наружная поверхность покрыта слоем абразивного порошка.
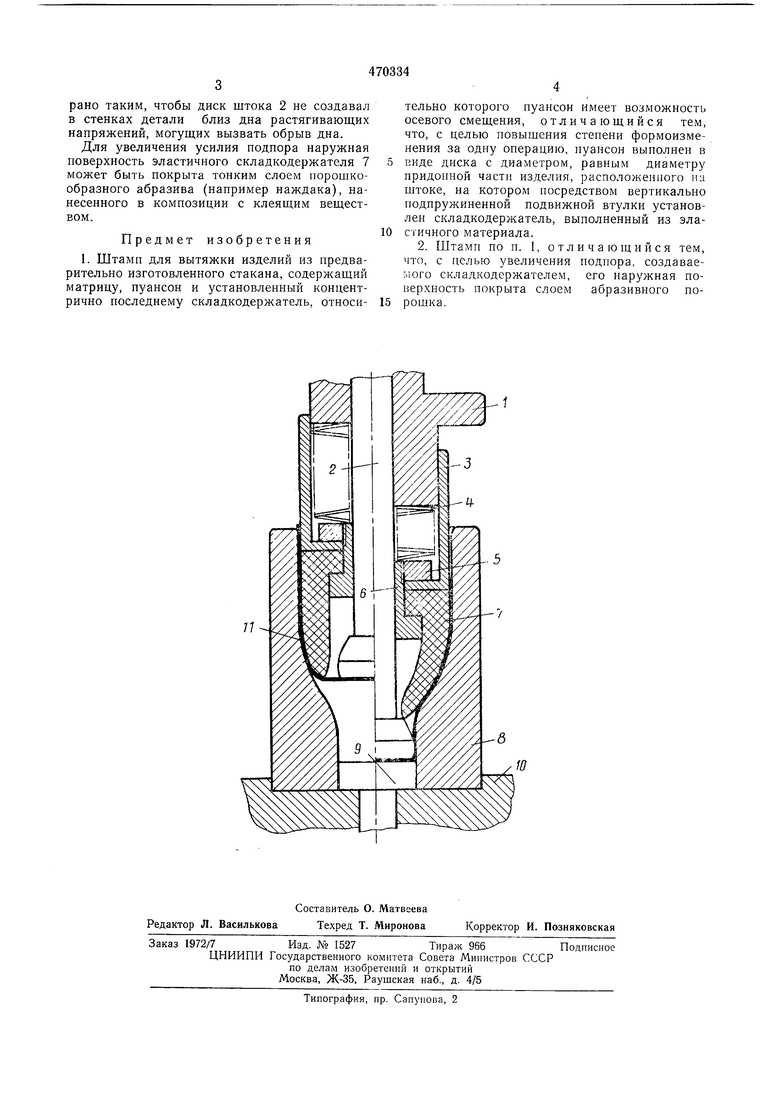
На фиг. 1 показан предлагаемый штамп, начальный момент вытяжки; на фиг. 2 - штамп в конце вытяжки.
Штамп содержит хвостовик 1 со штоком 2, на верхнем конце которого предусмотрена гайка (не показана), регулирующая положение штока относительно хвостовика 1. Па нижнем конце штока имеется диск, диаметр которого равен внутреннему диаметру придонной части детали. На нижнюю часть хвостовика 1 надета втулка 3, внутри которой находятся комплект тарельчатых пружин 4, гайка 5 и втулка 6, соединяющая эластичный складкодержатель 7 с втулкой 3.
В нил-сней части штампа содержатся матрица 8, выталкиватель 9 и пижняя плита 10.
Штамп работает следующим образом.
Полуфабрикат 11 укладывается в матрицу
8, и пресс приводится в действие. Хвостовик 1
начинает опускаться, причем эластичный
складкодержатель 7 прижимает полуфабрикат 11 к степкам матрицы 8 и заталкивает его в узкую часть матрицы. Так как при этом пружины 4 сжимаются, шток 2 с диском на его нижнем конце будет выдвигаться из кольца
и производить вытяжку. Штамп может быть установлен на пресс простого действия с достаточно большим ходом ползуна, либо на пресс двойного действия, причем для работы используется только внутренний (вытяжной)
ползун. Усилие пружин 4 должно быть подоб
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ | 1966 |
|
SU223736A1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Штамп для вытяжки деталей иОбРЕзКи пРипуСКА | 1976 |
|
SU816626A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Штамп для вытяжки | 1976 |
|
SU642050A1 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Штамп для вырубки, вытяжки и обрезки | 1977 |
|
SU624687A1 |
| Штамп комбинированный | 1983 |
|
SU1323171A1 |
| Штамп для вытяжки и обрезки | 1975 |
|
SU645730A1 |
