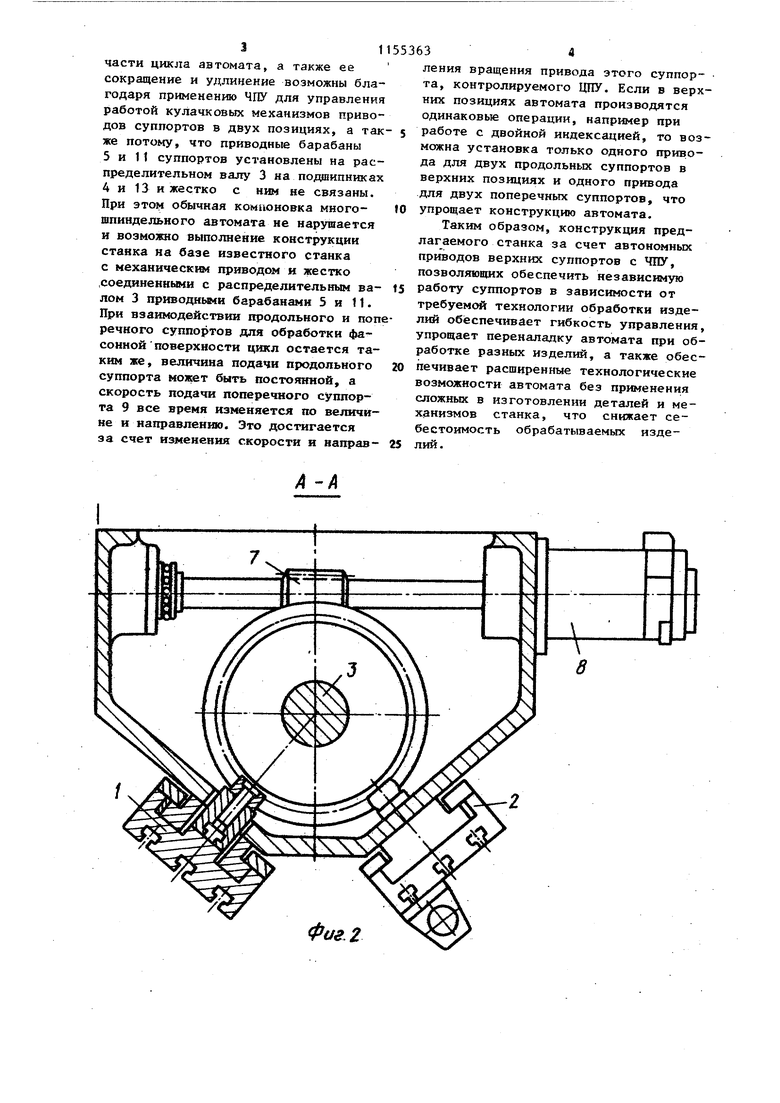
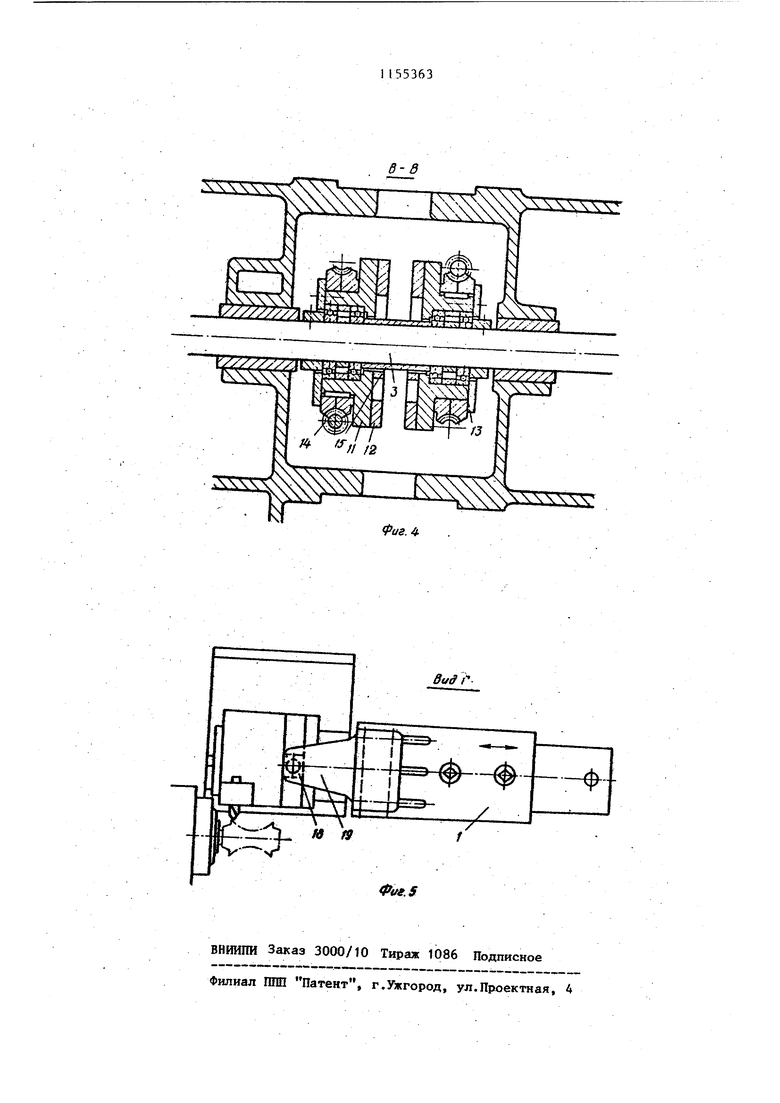
111 Известен многошпиндельный токарньй станок, содержащий станину со шпиндельным блоком, поперечные и про дольный суппорты, а также дополнительные верхние продольные суппорты, размещенные на траверсе ClJ. Недостатком известного станка является длительная переналадка станка, обусловленная жесткой системой управления Цель изобретения - сокращение вре мени переналадки станка при одновременном расширении его технологически возможностей. Поставленная цель достигается тем что многошпиндельный токарный станок содержащий поворотный шпиндельный барабан, поперечные, центральный и верхние продольные суппорты, распределительный вал с кулачковыми механизмами, снабжен автономными привода ми с числовым программным управлением, кинематически связанным с кулачковыми механизмами соответствующих суппортов. Кулачковые механизмы упомянутых суппортов установлены на распределительном валу, а кулачки выполнены с постоянным профилем. На фиг. 1 изображено предлагаемое устройство, разрез по приводу верхних продольных суппортов; на фиг.2 разрез А-А на фиг. 1; на фиг 3 разрез Б-В на фиг. 1; на фиг. 4 вид Г на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3. Многошпиндельный токарный станок содержит верхние продольные суппорты 1 и 2, распределительный вал 3, уста новленные на нем на подшипниках 4 приводные элементы - барабаны 5, При вода продольных суппортов с постоянными, не меняющимися при наладке кулачками 6, имеющими постоянный профиль, барабаны 5 вращаются червячной передачей 7 от привода 8, управляемо го устройством числового программног управления (ЧПУ). Аналогично выполнен привод верхних поперечных суппортов 9 и 10. При водные барабаны 11 с постоянно установленными на них дисковыми кулачками 12, перемещающие поперечные суппорты, установлены на распределитель ном ра.гп, 3 свободно на подшипниках 13, вращение им передается через без зазорную -ервячную передачу 14 от привода, управляемого устройством ЧПУ. Для взаимодействия верхних продольных и поперечных суппортов, например, при обработке криволинейных поверхностей на суппорте 9 (или 10) установлена направляющая 15 для перемещения салазок 16 с резцом 17. В паз салазок входит сухарь 18, закрепленньй на кронштейне 19 продольного суппорта 1. Станок работает следующим образом. Цикл работы автомата начинается с быстрого подвода суппортов 1, 2, 9 и 10, приводимых индивидуальными приводами 8. Кулачки 6 и 12, размещенные на барабанах 5 и 11 привода, имеют одинаковый подъем, обеспечивающий полный ход суппорта. Величина быстрого подвода суппорта и его скорость обеспечиваются за счет быстрого вращения от привода 8, управляемого числовым программным управлением, которое затем переходит в замедленное для подвода инструмента на достаточно малое расстояние до обрабатываемой поверхности. Затем приводу 8, а следовательно, и кулачкам 6 и 12 сообщается скорость рабочего хода. Продолжительность быстрого вращения привода 8, устанавливаемая устройством ЧПУ, определяет величину быстрого подвода, а следовательно, и величину- рабочего хода, которая является разностью о&цей длины хода суппорта и величины быстрого подвода. Таким образом, для изменения величины рабочего хода суппорта не нужно менять приводные кулачки, это делается вводом команды в устройство ЧПУ, Отвод суппортов в исходное положение производится при быстром вращении вала привода 8, которое в сочетании с крутым участком на кулачках 6 и 12 обеспечивает мало время отвода суппортов. Затем цикл работы станка повторяется. Возможна кратковрем1енная остановка суппорта во время рабочего хода, например, для дробления стружки, а также периодический отвод суппорта с выводом инструмента для сбрасывания стружки, например, при сверлении глубоких отверстий, при этом производится торможение и остановки привода 8 или вращение в обратном направлении. На кулачках 6 и 12 никаких.изменений в этих случаях не требуется, поэтому эти кулачки являются постоянными для всех случаев обработки. Большое разнообразие движений суппортов во время рабочей
части цикла автомата, а также ее сокращение и удлинение возможны благодаря применению ЧПУ для управления работой кулачковых механизмов приводов суппортов в двух позициях, а так же потому, что приводные барабаны 5 и 11 суппортов установлены на распределительном валу 3 на подшипниках 4 и 13 и жестко с ним не связаны. При этом обычная комаоновка многошпиндельного автомата не нарушается и возможно выполнение конструкции станка на базе известного станка с механическим приводом и жестко ,соедииенными с распределительным валом 3 приводными барабанами 5 и 11. При взаимодействии продольного и попречного суппортов для обработки фасонной поверхности цикл остается таким же, величина подачи продольного суппорта может быть постоянной, а скорость подачи поперечного суппорта 9 все время изменяется по величине и направлению. Это достигается за счет изменения скорости я направления вращения привода этого суппорта, контролируемого ЦПУ. Если в верхних позициях автомата производятся одинаковые операции, например при работе с двойной индексацией, то возможна установка только одного привода для двух продольных суппортов в верхних позициях и одного привода для двух поперечных суппортов, что упрощает конструкцию автомата.
Таким образом, конструкция предлагаемого станка за счет автономных приводов верхних суппортов с ЧПУ, ПОЗВОЛЯЮВ1ИХ обеспечить независимую работу суппортов в зависимости от требуемой технологии обработки изделий обеспечивает гибкость управления, упрощает переналадку автомата при обработке разных изделий, а также обеспечивает расширенные технологические возможности автомата без применения сложных в изготовлении деталей и механизмов станка, что снижает сеобрабатываемых издебестоимость
ЛИЙ.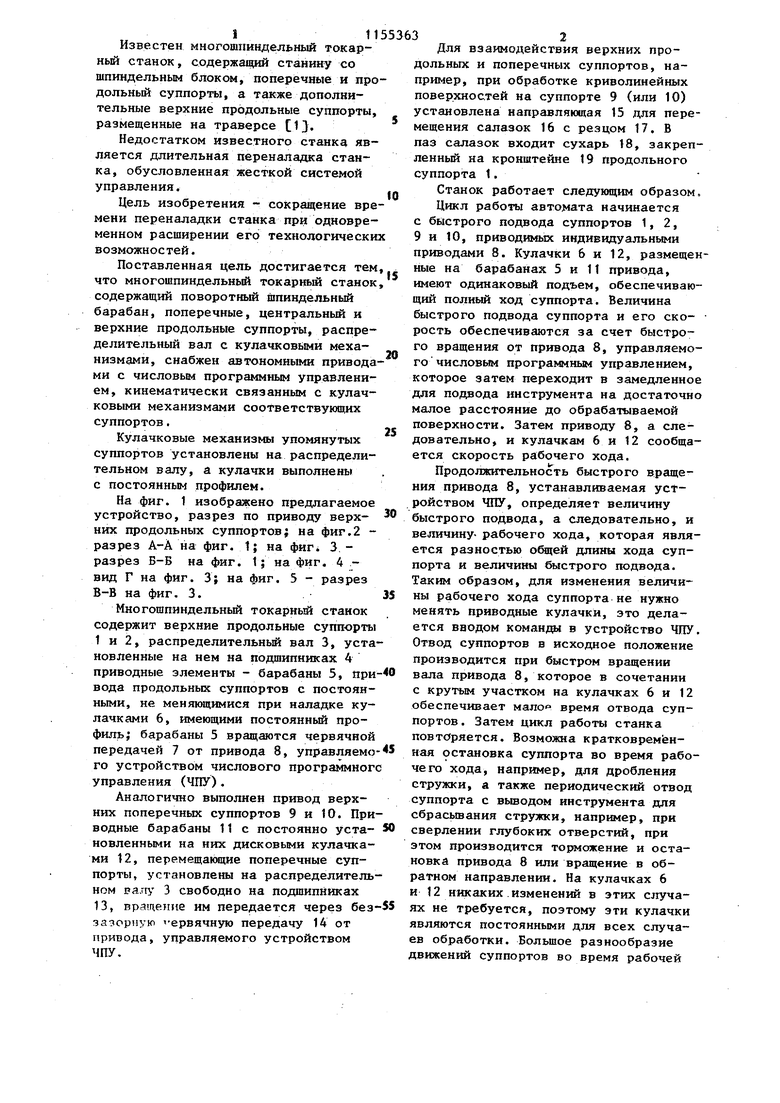
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многошпиндельный станок | 1978 |
|
SU848144A1 |
| Автоматический восьмишпиндельный токарный станок для прутковых работ с кулачковым управлением | 1959 |
|
SU133732A1 |
| Многошпиндельный токарный станок | 1990 |
|
SU1785828A1 |
| Способ управления токарной обработкой и устройство для его осуществления | 1982 |
|
SU1016080A1 |
| Токарный многошпиндельный станок | 1978 |
|
SU780963A1 |
| ОДНОШПИНДЕЛЬНЫЙ АВТОМАТИЧЕСКИЙ ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК | 1949 |
|
SU91305A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Многошпиндельный токарный станок | 1989 |
|
SU1720801A1 |
| Многошпиндельный токарный станок-автомат | 1974 |
|
SU520022A3 |
| Многошпиндельный токарный станок | 1982 |
|
SU1103948A1 |

1. МНОГОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК, содержащий поворотный шпиндельньй барабан, поперечные, центральный и верхние продольные суппорты, распределительный вал с кулачковыми механизмами, отличающийся тем, что, с целью сокращения времени переналадки при одновременнсм расширении технологических возможностей, станок снабжен автономньачи приводами с числовым программным управлением, кинематически связанным с кулачковьми механизмами соответствующих суппортов. 2. Станок по п. 1, о .т л и ч а ющ и и с я тем, что кулачковые механизмы свободно установлены на распределительном валу, а кулачки выполнены с постоянным профилем. § СП СП со Од О9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Токарный автомат | 1982 |
|
SU1041223A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
