Изобретение относится к металообработке и может быть использовано при обработке деталей на станках токарной группы с приводом подачи от распределительного вала, например на многошпиндельных токарных автоматах. Известен способ механической обработки деталей, при котором съем материала с детали производят путем радиальной подачи режущего инструмента к детали, а по достижении заданного размера детали прекращают съем за счет быстрого отвода инструмента от детали по команде прибора активного контроля 1. Однако известный способ механической обработки применяется в шлифовальных станках с одним инструментом - шлифозальным кругом и при обработке одной детали на станках с одним приводом для одного исполнительного органа - шлифовальной бабки. Известен также способ обработки деталей на многошпиндельных токарных автоматах, в котором съем материала с детали производят путем -радиальной подачи режушего инструмента к детали, а по достижении требуемого размера прекращают съем за счет останова суппорта с инструментом по циклу станка, задаваемого распределительным валом, при этом, если требуемый размер детали не получен, осуществляются подналадочные перемещения инструмента относительно суппорта по команде измерительного элемента по размеру ранее обработанной детали 2. Недостатком такого способа является недостаточная точность обработки. Это связано, во-первых, с необходимостью подналадочного перемещения инструмента относительно суппорта, что требует применения дополнительных направляющих и снижает жесткость системы «станок-инструментдеталь, во-вторых, подналадочное перемещение учитывает погрешности обработки не данной детали, а ранее обработанной. Это обусловлено тем, что измерение с помощью измерительного элемента в известном способе производится на специальной позиции измерения. Кроме того, известный способ характеризуется низкой производительностью, так как одна из позиций автомата, согласно способу измерения при обработке, занята измерительным элементом и исключается из процесса обработки. Станок для осуществления известного способа содержит установленные в неподвижном корпусе и связанные с кулачковорычажным приводом суппорты с инструментами для черновой и чистовой обработки, измерительный элемент и упоры для суппортов, причем инструменты на суппортах установлены на дополнительных каретках, перемешающихся относительно суппортов, а измерительный элемент жестко установлен на отдельном суппорте - позиции измерения. Однако в связи с наличием дополнительных направляющих для кареток с инструментом на суппортах снижается жесткость конструкции, возникают вибрации при обработке, что снижает точность обработки. Корректирующий сигнал, вырабатываемый на позиции измерения, учитывает погрешности обработки, связанные только с этой деталью, а поступает этот сигнал при обработке другой детали на другом суппорте с инструментом. Следовательно, случайные составляющие погрешности, связанные с новой деталью, а именно: колебан11я припусков, температуры, твердости новой детали, износ инструмента и т. д. в известной конструкции не учитываются, что также снижает точность обработки. Кроме того, использование одного из суппортов для измерения обработанной детали исключает его из процесса обработки, что снижает производительность станка. Цель изобретения - повышение точности и производительности токарной обработки деталей. Поставленная цель достигается тем, что согласно способу управления токарной обработкой, осуществляемой путем радиальной подачи суппорта с режущим инструментом, включающему активный контроль размера обрабатываемой детали и прекращение подачи по достижении заданного размера, в процессе обработки создают сопротивление движению суппорта, величина которого меньще разности между предельно допустимым усилием подачи и усилием резания, а по достижении заданного размера создают дополнительное сопротивление движению суппорта, при котором полное сопротивление достигает величины, превышающей сумму усилия резания и первоначального сопротивления, но не более предельно допустимого значения усилия подачи. В устройство для управления токарной обработкой на многошпиндельном автомате, включающем распределительный вал с кулачками, связанными через рычажные механизмы с инструментальными суппортами и управляющими их движениями, и прибор активного контроля размеров, установленный по меньшей мере на одном из суппортов, по меньшей мере один рычажный механизм суппорта снабжен дополнительным силовым механизмом, соединенным с прибором активного контроля размеров и действующим в направлении, противоположном врезной подаче суппорта. На чертеже изображена кинематическая схема части многошпиндельного токарного автомата для осуществления способа токарной обработки деталей, Mнoгoшп h дeльный токарный авто.мат для осуществления предлагаемого способа обработки деталей содержит размещенные в корпусе распределительный вал 1, поворотный шпиндельный барабан 2, содержащий, например, щесть щпинделей 3-8, из которых шпиндель 8 - загрузочный, и суппорты поперечного точения 9-14 с установленными на них режущими инструментами. На распределительном валу 1 расположены кулачки 15-20, передающие движение инструментальным суппортам посредством рычажных приводов 21-26. Распределительный вал I также управляет другими движениями узлов станка: поворотом и фиксацией шпиндельного барабана 2, перемещением суппорта продольного точения 27, подачей и зажимом деталей и др. На одном из инструментальных суппортов 13, например для чистовой обработки деталей, совместно с режущим инструментом 28 смонтирован измерительный элемент 29. В корпусе шпиндельного барабана установлен силовой механизм 30, связанный с одной стороны с рычажным приводом 23 суппорта 13, а с другой стороны через преобразователь сигналов 31 и переключающее устройство 32 с измерительным элементом 29. Кроме того, на корпусе шпиндельного барабана 2 жестко закреплены упоры 33, определяющие в процессе обработки конечное положение инструментальных суппортов 9- 12 и 14, не имеющих измерительного элемента 29. Обработка деталей производится следующим образом. В загрузочный шпиндель 8 устанавливают заготовку обрабатываемой детали. Далее, индёксируясь вместе с поворотом барабана, заготовка проходит последовательную черновую обработку на поперечных суппортах 9-12 и 14 и поступает на позицию суппорта 13 чистовой обработки. В процессе чистовой обработки детали суппорт 13 получает перемещение в направлении подачи от кулачка 17, расположенного на распределительном валу 1, через рычажный привод 23. При этом через силовой механизм 30, взаимодействующий с приводом 23, создается первоначальное сопротивление движению суппорта 13, величина которого меньше разницы между допустимым усилием подачи и усилием резания, что обеспечивает плавность, равномерность хода суппорта, его виброустойчивость и повыщает стойкость режущего инструмента. Одновременно с чистовой обработкой детали измерительный элемент 29, установленный на суппорте 13 совместно с резцом, осуществляющим чистовую обработку детали, активно контролирует изменение размера обработки и по достижению требуемого размера через преобразователь сигнала 31 и переключающее устройство 32 дает команду на подачу в силовой механизм 30 дополнительного сопротивления движению суппорта 13. При этом полное сопротивление движению суппорта достигает величины, превышающей сумму усилия резания и первоначального сопротивления, но не превосходящее предельно допустимого значения усилия подачи. Дополнительное сопротивление движению суппорта 13 вместе с первоначальным сопротивлением создают в силовом механизме 30 силу сопротивления перемещению суппорта, которая отводит последний от детали и этим прекращает процесс чистовой обработки, не прекращая процесс обработки на остальных суппортах станка. Отвод суппорта 13 от обрабатываемой детали по сигналу измерительного элемента 29 происходит под действием силы сопротивления движению суппорта 13 за счет деформации привода 23, которая в свою очередь не нарушает работы остальных механизмов станка. Дополнительное сопротивление движению суппорта 13 подается в силовой механизм 30 до окончания цикла обработки станка, удерживая вышеупомянутый суппорт в отведенном от детали положении. После окончания цикла обработки на станке и быстрого отвода всех суппортов 9--14 кулачками 15-20 дополнительное сопротивление силового механизма SO снимается и привод 23 остается под действием первоначального сопротивления. После поворота барабана на один индекс цикл обработки повторяется. Способ позволяет повысить равномерность и плавность движения, по меньшей мере, одного из инструментальных суппортов и его виброустойчивость за счет возможностиуправления процессом перемещения суппорта по сигналу измерительного элемента, определяющему конечный размер обработки. При этом конструкция станка обеспечивает возможность прекращения обработки детали упомянутым суппортом без прекращения работы остальных суппортов, несмотря на общий распределительный вал, управляющий приводами всех инструментальных суппортов. Кроме того, появилась возможность корректировать размер непосредственно обрабатываемой детали в процессе резания без подналадочных перемещений инструмента, не требуя специальной позиции для измерения, что повыщает производительность за счет полного использования технологических возможностей всех суппортов. Предлагаемый способ токарной обработки деталей и станок для его осуществления позволяет исключить из технологического процесса обработки операцию шлифования и обеспечить требуемую точность обработки непосредственно на многошпиндельном токарном автомате на базе модели
1016080 5о
1Б29ОП-бК. Это позволяет сократить цикл обслуживающего персонала. Все это позобработки деталей, высвободить производ- воляет снизить трудозатраты на изготовлественные площади и сократить количество кие продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный токарный станок | 1990 |
|
SU1785828A1 |
| Способ автоматического управления точностью обработки на токарных многошпиндельных автоматах и устройство для его осуществления | 1985 |
|
SU1292985A1 |
| Способ автоматической подналадки инструмента и устройство для его осуществления | 1986 |
|
SU1313649A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Многошпиндельный токарный станок | 1984 |
|
SU1155363A1 |
| Токарно-револьверный автомат | 1974 |
|
SU663487A1 |
| Многошпиндельный станок с автоматической сменой инструмента | 1985 |
|
SU1340972A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ФАСОННЫХ ПОВЕРХНОСТЕЙ НА ТОКАРНЫХ АВТОМАТАХ | 1993 |
|
RU2056976C1 |
1. Способ управления токарной обработкой, осуществляемой путем радиальной подачи суппорта с режущим инструментом, включающий активный контроль размера обрабатываемой детали н прекращение подачи по достижении заданного размера, отличающийся тем, что, с целью повышения точности и производительности, в процессе обработки создают сопротивление движению суппорта, величина которого меньше разности между предельно допустимым усилием поДачи и усилием резания, а по достижении заданного размера создают дополнительное сопротивление движению суппорта, при котором полное сопротивление достигает величины, превышающей сумму усилия резания и первоначального сопротивления, но не более предельно допустимого значения усилия подачи.. 2. Устройство для управления токарной обработкой на многошпиндельном автомате, включающее распределительный вал с кулачками, связанными через рычажные механизмы с инструментальными суппортами и управляющими их движениями, и прибор активного контроля размеров, установленный по меньшей мере на одном из суппорS тов, отличающееся тем, что по меньшей мере один рычажный механизм суппорта снабжён дополнительным силовым механизмом, соединенным с прибором активного контроля размеров и действующим в направлении, противоположном врезной подаче суппорта. W 20 О5 О 00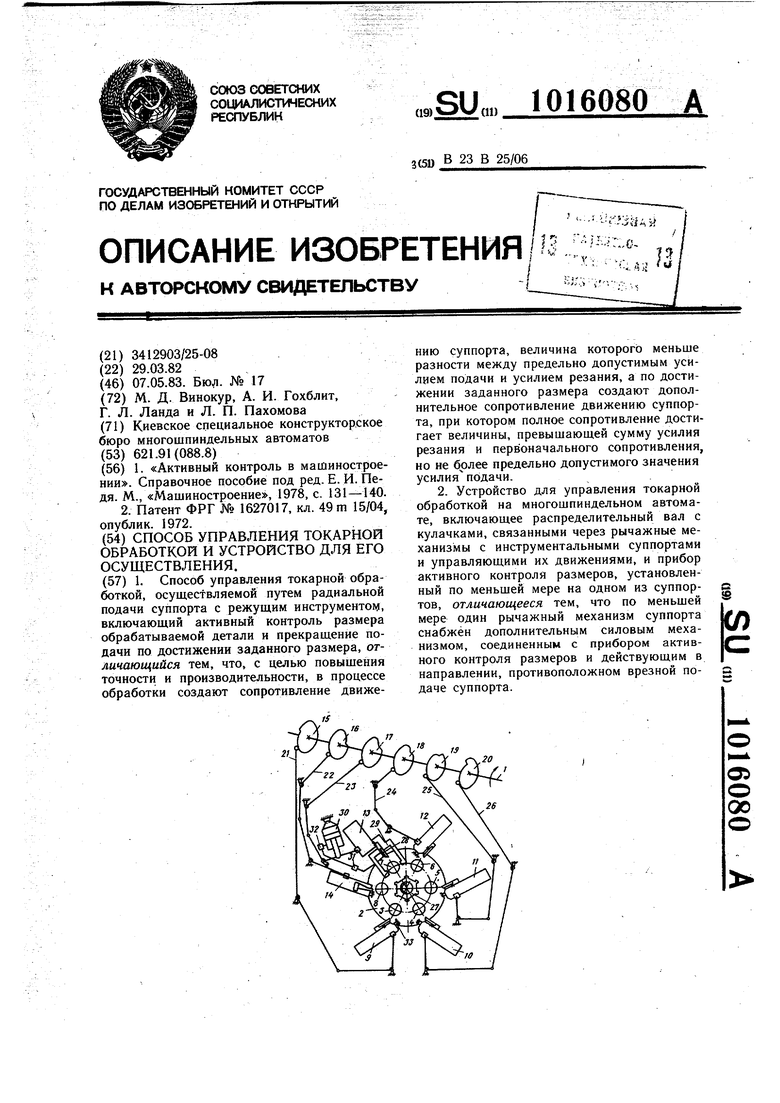
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| «Активный контроль в машиностроении | |||
| Справочное пособие под ред | |||
| Е | |||
| И | |||
| Педя | |||
| М., «Машиностроение, 1978, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент ФРГ № 1627017, кл | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
