Предметом изобретения является восьмишпиндельный автоматический станок с кулачковым управлением, предназначенный для обработки пруткового материала. В этом станке применено двойное индексирование шпиндельного барабана и регулирование хода суппорта без смены кулачков, которое осуществляется путем перестановки ползушки рычажнозубчатого механизма подачи. Известные стайки подобного рода не обеспечивают возможности их использования в условиях групповой обработки подобных деталей мелкими чередующимися партиями. Такая обработка связана с необходимостью суи1,ественной кинематической переналадки станков.
Описываемый станок свободен от этого недостатка, благодаря применению двух параллельных кинематических цепей привода поворота шпиндельного барабана, включаемых соответственно при обычной и сдвоенной индексации барабана, и сдвоенного механизма подачи прутка на двух загрузочных позициях с раздельным регулированием величины хода прутка на каждой из них. Для обеспечения неизменных крайних положений суппорта независимо от изменения длины рабочего хода, в станке применен, регулируемый рычажно-зубчатый механизм подачи суппорта. Кроме того, для управления работой распределительного вала станка посредством электромагнитных муфт, в нем применен электроконтакторный, быстропереналаживаемый командоаппарат.
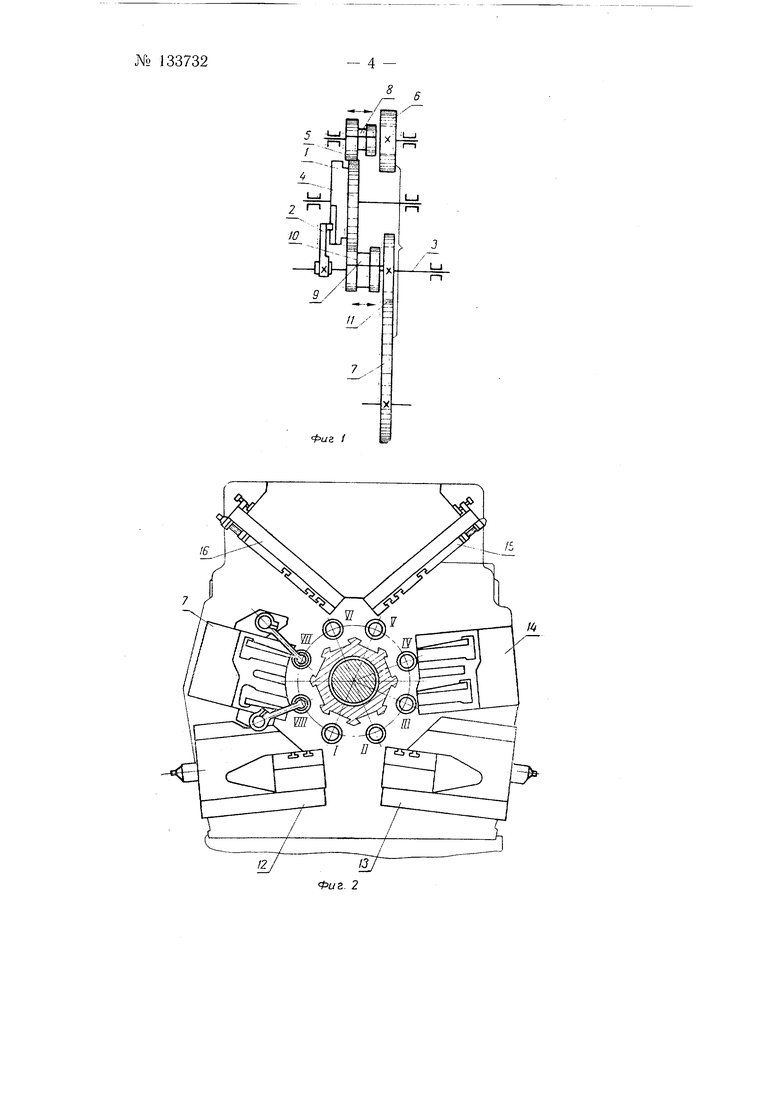
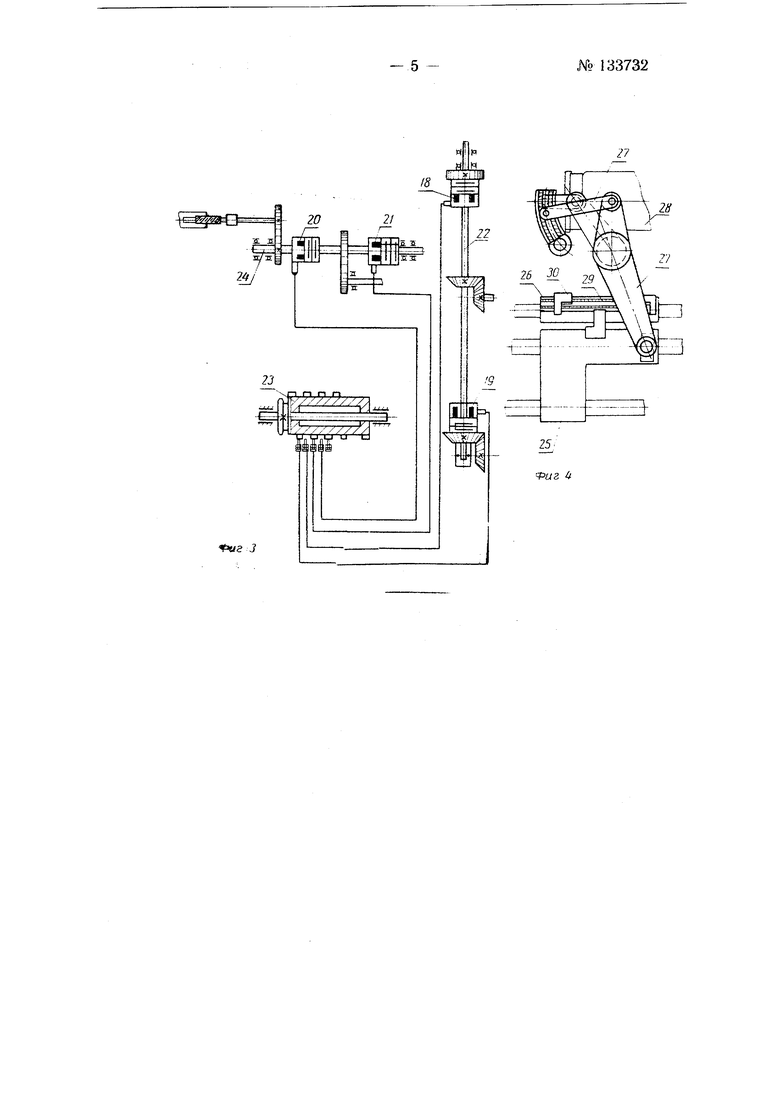
На фиг. 1 изображена кинематическая схема привода поворота барабана; на фиг. 2-схема расположений рабочих позиций; на фиг. 3- схема устройства для управления работой распределительного вала; на фиг. 4-схема механизма подачи прутка; на фиг. 5-схема механизма контроля наличия прутка.
Привод поворота шпиндельного барабана описываемого станка устроен следующим образом. От мальтийского креста / (фиг. 1), пово№ 133732- 2 рачиваемого рычагом 2 распределительного вала 3, вращение передается шпиндельному барабану. Передача может осуществляться через шестррни 4, 5, 6 к 7 {зубчатая муфта 8 включена, а муфта 9 выключена), при этом барабан поворачивается на 45°, и станок работает как восьмишпиндельный. При осуществлении передачи через щестерни 5, 10, /7 и 7 (муфта 9 включена, а муфта 8 выключена) станок работает как сдвоенный, четырехшпиндельный (по способу двойной индексации). Переключение муфт .производится сблокированными между собой рукоятками, исключающими возможность одновременного их вклю чения. Применение подобного рода сдвоенного привода шпиндельного барабана позволяет использовать станок как восьмищпиндельный-при обработке сложных деталей, а при обработ ке менее сложных деталей-как четырехщпиндельпый, что положительно сказывается на повышении .производительности станка.
Обработка деталей может производиться на восьми рабочих позициях /-VHI (фиг. 2). На двух последних (У// и VIII) из них осуществляется загрузка прутка и подача до упора, расположенного с одной стороны станка (со стороны рабочего места), что обеспечивает удобство наладки и обслуживания во время работы, а также упрощение загрузки материала и т. п.
В станке применено шесть поперечных суппортов 12-17 и один продольный. Посредством суппортов осуществляется быстрый подвод, рабочий ход, остановка и отвод инструмента. Распределительный вал автомата имеет две скорости вращения: медленное-для рабочего хода и быстрое-во время холостых ходов. Эти движения распределительный вал получает от коробки передач путем включения электромагнитных муфт 18, 19, 20 и 21 (фиг. 3). Две (18 и 19) из них установлены на вертикальном валу 22, соединенном с распределительным валом зубчатой и червячной передачи. Включение и выключение этих муфт производится перестановкой кулачка на барабане командоаппарата 23, связанного с соответствующими конечными выключателями. Электромагнитные муфты 20 и 21 размещены на приводном валу 24, сообщающем разные скорости вращения инструментам, например, при нарезании -резьбы и свинчивании инструмента. Применение в станке этих муфт позволяет при необходимости частых его переналадок изменять длительность цикла без смены кулачков, что значительно упрощает конструкцию станка.
Механизм подачи прутка обеспечивает его подачу в двух позициях на разную длину, что позволяет одновременно обрабатывать детали разной длины. Состоит этот механизм из двух ползунов 25 и 26 (фиг. 4) с подпружиненными пальцами, которыми захватыватотся и перемещаются соответствующие трубы подачи прутка.
Ползун 25 перемещается посредством системы рычагов 27 от кулачка распределительного вала 28. Ползун 26 перемещается ползуном 25, для чего на первом установлена линейка 29, на которой расположен подвижный упор 30. Изменение величины хода ползуна 25 производится перемещением упора на кулисе его рычажной системы, а изменение величины хода ползуна 26-перемещением упора 30 по линейке 29.
Поперечные суппорты перемещаются от сменных кулачков распределительного вала, а для привода продольного суппорта применены постоянные кулачки, не требующие замены при переналадке станка. Изменение величины хода продольного суппорта производится при нахождении его в крайних положениях и осуществляется перестановкой ползунка на зубчатом; секторе .механизма привода суп.порта. Этот сект.
перемещается посредством соответствующих ползущек рабочего и холостого ходов и упомянутых выще постоянных кулачков распределмтельного вала.
В зависимости от положения оси сектора, связанного с рычажной передачей суппорта, изменяется величина рабочего и холостого хода последнего.
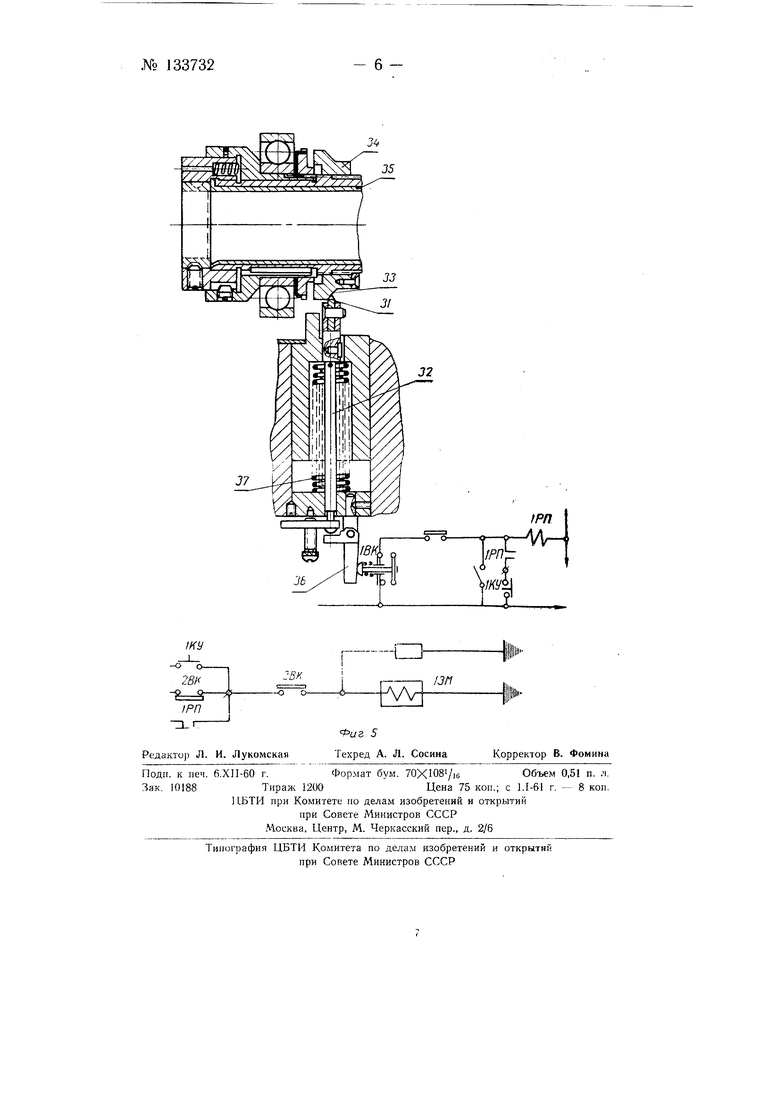
В ползуны 25 и 26 механизма подачи прутка вмонтирован механизм контроля наличия прутка, выключающий подачу при отсутствии прутка на одной, из загрузочных позиций. Устроен этот механизм следующим образом.
При наличии прутка ролик 31 (фиг. 5) стержня 32 набегает на конус 33 втулки 34, укрепленной на трубе 35 подачи прутка. При ;ITOM стержень 32 посредством качающегося рычага 36 разрывает контакты конечного выключателя WK, подавая сигнал на продолжение работы. При окончании прутка труба 35 не удерживается нм, втулка 34 смещается под воздействием пружины 37 влево и контакты выключателя 1ВК остаются замкнутыми. В этом случае получает питание промежуточное реле 1РП и подготавливается включение муфты 1ЭМ рабочего хода. В конце никла кулачок командоаппарата нажимает на конечный выключатель 2ВК и электромагнитная муфта 1ЭМ подачи, после чего распределительный вал останавливается и подача прекращается. Для включения подачи лосле загрузки нового прутка производится нажим на кнопку 1КУ. Паличие в цепи конечного выключателя ЗВК обеспечивает подачу команды только в определенный момент. Этим исключается возможность иодачи ложных коэданд, -например, при прутке малой длины, который не может быть сдвинут пружиной 37 в момент раскрытия цанги.
Предмет изобретения
1.Автоматический восьмищпиндельный токарный станок для обработки прутковых материалов с кулачковым управлением, двойным индексированием щпиндельного барабана и регулированием хода суппорта без смены кулачков путем перестановки ползущки рычажно-зубчатого механизма подачи, отличающийся тем, что, с целью обеспечения возможности использования станка в условиях групповой обработки подобных деталей мелкими чередующило ся партиями без существенной кинематической переналадки, станок снабжен двумя параллельными кинематическими -цепями привода поворота барабана, вк.гючаемыми соответственно при обычной и сдвоенной индексации барабана, сдвоенным механизмом подачи прутка на двух загрузочных позициях с раздельным регулированием величины хода прутка на каждой из них и регулируемЫМ рычажно-зубчатым механизмом подачи суппорта, обеспечивающим неизменные крайние положения суппорта независимо от изменения длины рабочего хода.
2.Автоматический станок по п. 1, отличающийся тем, что в нем применен электроконтакторный, быстропереналаживаемый командоаппарат для управления работой распределительного вала станка посредством электромагнитных муфт.
- 3 -№ 133732
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный токарный станок | 1984 |
|
SU1155363A1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| ОДНОШПИНДЕЛЬНЫЙ АВТОМАТИЧЕСКИЙ ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК | 1949 |
|
SU91305A1 |
| Многошпиндельный токарный станок | 1989 |
|
SU1720801A1 |
| Механизм подачи пруткового материала | 1973 |
|
SU524607A1 |
| Токарно-револьверный автомат | 1974 |
|
SU663487A1 |
| Многошпиндельный токарный автомат | 1979 |
|
SU1040696A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1979 |
|
SU872038A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
6
2
23
28
9
32
fPn
trvviL..
шА
OL
