Изобретение относится к обработке материалов резанием, а именно к устройствам для установки деталей на линию центров преимущественно токарных станков.
Известно устройство для установки деталей на линию центров станка, содержащее основание и центрирующие элементы, один из которых выполнен подвижным 1.
Недостатком известного устройства являются ограниченные технологические возможности, так как на нем не может быть подана деталь в зону обработки.
Наиболее близким к предлагаемому является устройство для установки деталей на линию центров, выполненное в виде основания с установочными элементами и упором 2.
Недостатком данного устройства является невысокая производительность при установке деталей различных диаметров, так как для этого требуется переналадка устройства.
Цель изобретения - повышение производительности при установке деталей различных диаметров путем устранения его переналадки.
Поставленная цель достигается тем, что в устройстве для установки деталей на линию центров, выполненном в виде основания с установочными элементами и упором, установочные элементы выполнены в виде установленных с возможностью перемещения в вертикальном направлении верхней и нижней призм, при этом упор размещен на нижней призме, снабженной предназначенным для взаимодействия с верхней призмой выступом, а угол верхней призмы определяется по зависимости
- - -iSfe
где угол нижней призмы.
Предлагаемая конструкция устройства повышает производительность при установке деталей различных диаметров, так как устраняет его переналадку.
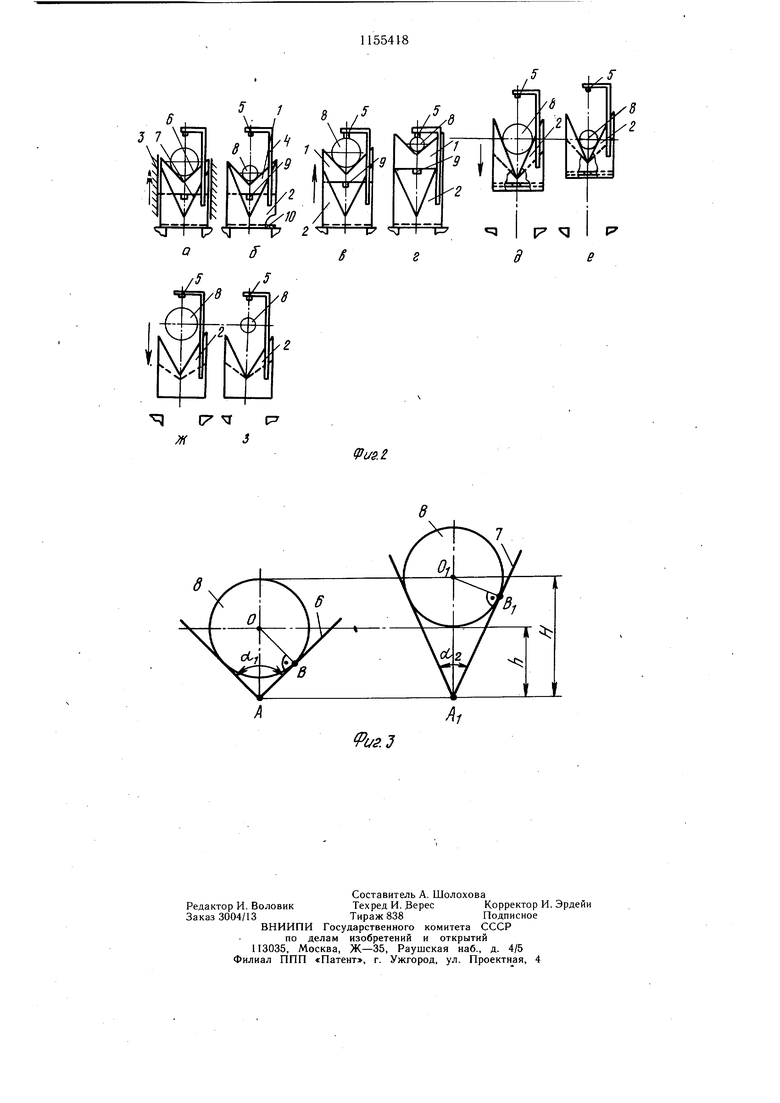
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - пооперационная схема работы устройства; на фиг. 3 - геометрический чертеж к выводу математической зависимости.
Устройство для установки деталей на линию центров состоит из установочных элементов: верхней 1 и нижней 2 призм, установленных в основании направляющих 3 под линией центров, жестко связанного с нижней призмой 2 упора 4, снабженного регулировочным винтом 5. Верхняя 1 и нижняя 2 призмы имеют призматические пазы 6 и 7 соответственно с углами «j между опорными гранями, в которые из загрузочного лотка (не показан) подаются детали 8. Верхняя призма снабжена регулировочным винтом 9, а нижняя - выступом 10. Обе призмы снабжены приводом (не показаны).
Устройство работает следующим обра5 зом.
Детали 8 из загрузочного лотка подаются в призматический паз 6 верхней призмы 1 (фиг. 2 а, б), которая, перемещаясь под действием привода вверх по направляющим 3, поднимает ее до упора 4, регулировочный винт 5 которого установлен на уровне линии центров (фиг. 2 в, г). Затем нижняя призма 2, перемещаясь под действием привода вверх по направляющим 3 до упора своим выступом 10 в регулировочный винт 9 верхней призмы 1, при котором происходит совмещение верщин углов призматических пазов призм 1 н 2, поднимает деталь 8 до совмещения ее оси с осью центров (фиг. 2 д, е).
При этом устройство работает без переналадки при переходе с одного диаметра детали на другой. Достигается это путем выполнения призматических пазов призм с углами, связанными указанной зависимостью, математическая корректность которой видна из (фиг. 3) и следующих выкладок
Из ВО имеем h ,
зш
из AiBiOi имеем Н °&ш
OB OjBi -
где ОС- диаметр детали.
Принимаем Я Н+ -f,
и
(I)
тогда из соотношений
ОС
ОС
Ot
.и1 «, иг I ft,I О
Л-i
sin
sift
Откуда после простых тригонометриких преобразований получаем искомое отношение
-.. sin«1 2 arc sin--ifT
l-SiH-l.При этом i и оСг, имеют технический
смысл в интервале от О до Jf.
После крепления детали на станке устройство может быть отведено из зоны резания (фиг. 2 ж , з). После выполнения технологических операций деталь 8 поступает на разгрузочный лоток, а призмы 1 и 2 возвращаются в исходное положение.
Предлагаемое устройство для установки деталей на линию центров не требует затрат времени на переналадку при переходе с деталей одного диаметра на другой.
После установки детали устройство удаляется из зоны резания и не ограничивает технологические возможности обслуживаемого станка. {. /8 ,f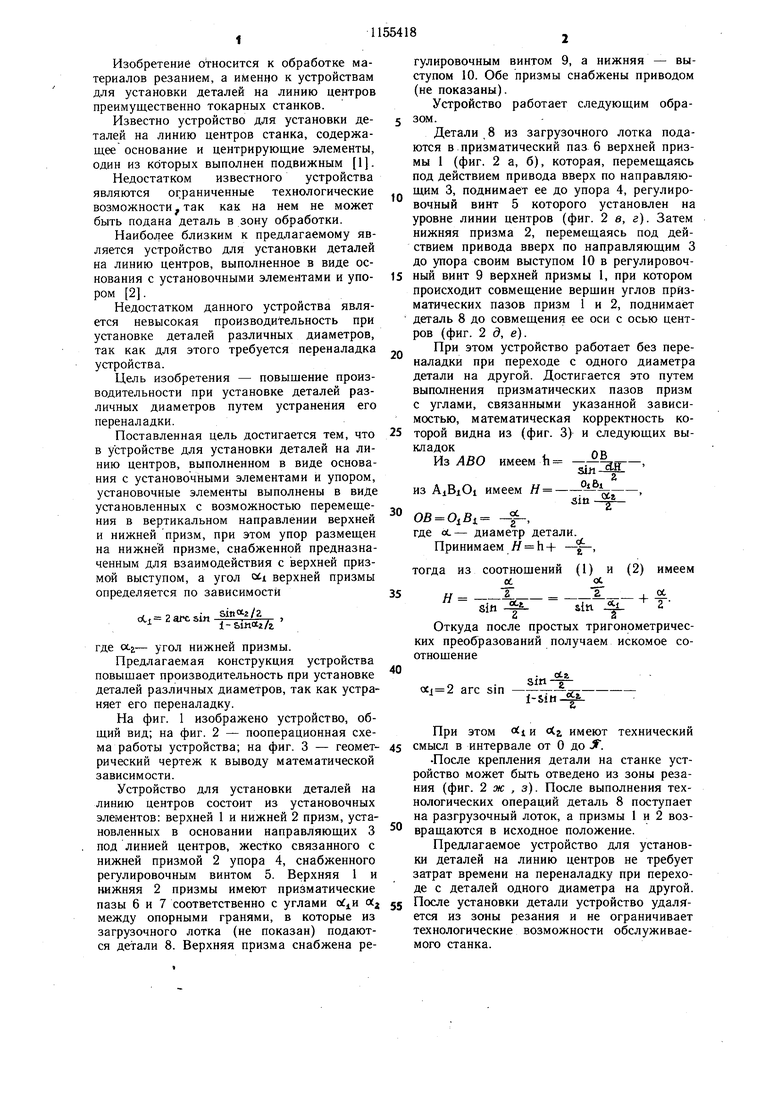
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный станок | 1983 |
|
SU1155373A1 |
| СПОСОБ ШЛИФОВАНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ НА УСТРОЙСТВЕ ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2007 |
|
RU2353500C2 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Шаговый конвейер | 1978 |
|
SU749757A1 |
| Резьбовый токарный резец | 1990 |
|
SU1750852A1 |
| Устройство для зажима деталей | 1982 |
|
SU1103983A1 |
| Транспорт автоматической линии | 1989 |
|
SU1830332A1 |
| СТАНОК ДЛЯ РЕЗКИ ТРУБ | 1993 |
|
RU2095201C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1997 |
|
RU2117543C1 |
| Устройство для закрепления деталей | 1981 |
|
SU990467A1 |
УСТРОЙСТВО ДЛЯ УСТАНОВКИ ДЕТАЛЕЙ НА ЛИНИЮ ЦЕНТРОВ, выполненное в виде основания с установочными элементами и упором, отличающееся тем, что, с целью повышения производительности при установке деталей различных диаметров, установочные элементы выполнены в виде установленных с возможностью перемещения в вертикальном направлении . верхней и нижней призм, при этом упор размещен на нижней призме, снабженной предназначенным для взаимодействия с верхней призмой выступом, а угол оС верхней призмы определяется по зависимости ос. гаге gin , l-sittoct/г где «г- угол нижней призмы. (Л CZ Уробенб центроб 01 ел 4; 00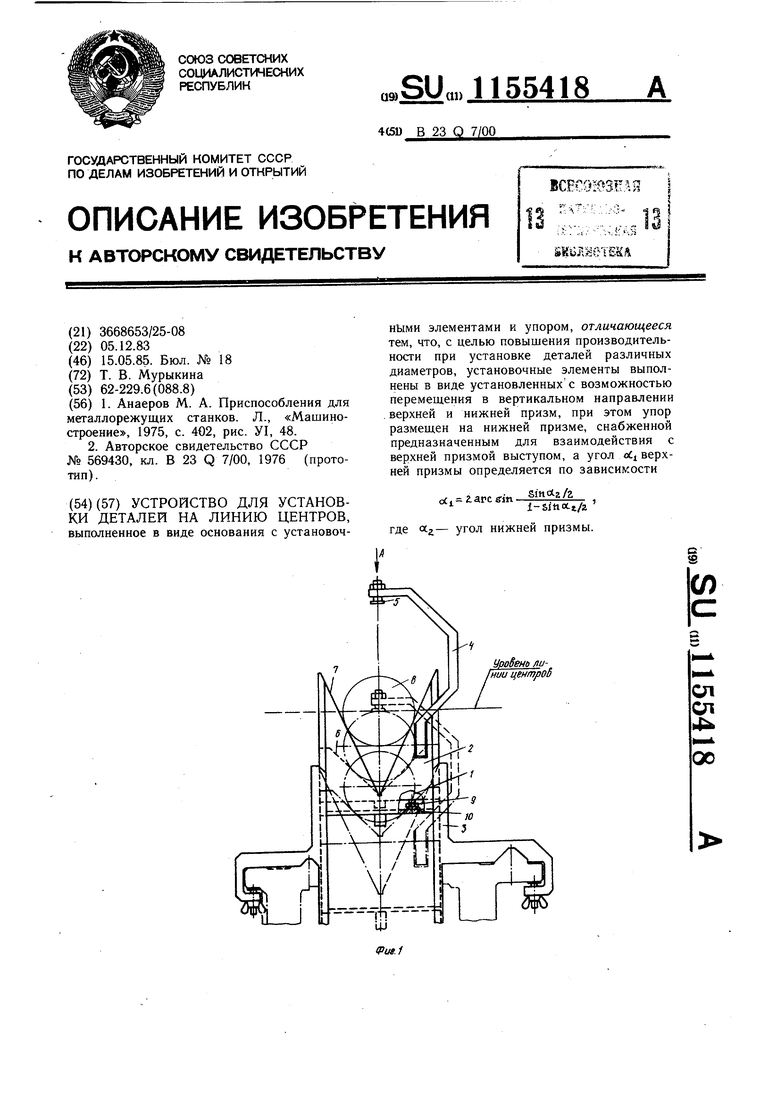
8
u«J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Анаеров М | |||
| А | |||
| Приспособления для металлорежущих станков | |||
| Л., «Машиностроение, 1975, с | |||
| РУЧКА С РЕЗЕРВУАРОМ ДЛЯ ЧЕРНИЛ | 1922 |
|
SU402A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для установки деталей на линию центров | 1976 |
|
SU569430A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
