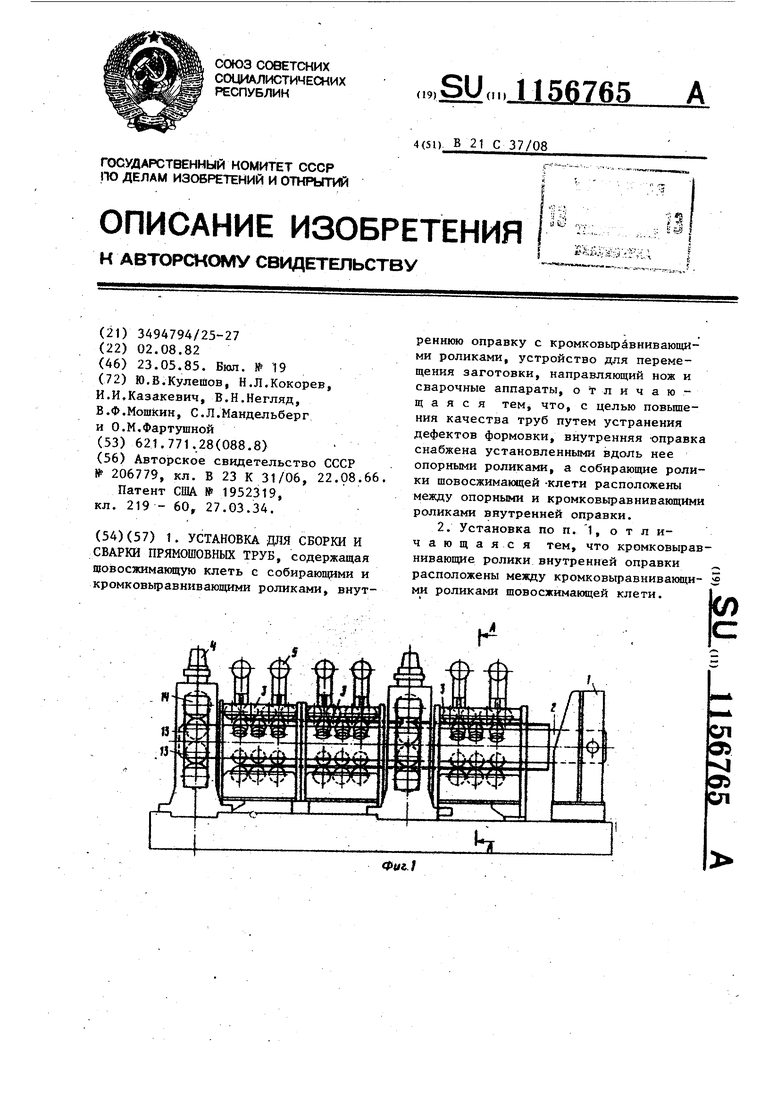
Изобретение относится к трубосварочному производству, а именно к уст ройствам для сборки и сварки прямо-, шовных труб большого диаметра, сваренных из листов. Целью изобретения является повыше ние качества труб путем устранения дефектов формовки. Указанная цель достигается тем, что внутренняя оправка снабжена ycra новленными вдоль нее опорньми ролика ми, собирающие ролики шовосжимающей клети расположены между опорными и кромковыравнивающими роликами внутренней оправки, при этом последние расположены между кромковыравнивающи ми роликами шовосжимакщей клети. На фиг. 1 изображена установка для сборки и сварки прямошовных труб общий вид; на фиг. 2 - разрез А-А на фиг. 1. Установка для сборки и сварки прямошовных труб содержит направляющий вертикальный нож 1 для ориентиро вания заготовки при подаче в установ ку, внутреннюю оправку 2, шарнирно закрепленную на ноже 1, шовосжимающую клеть 3 из нескольких секций, устройство для перемещения заготовки в виде тянущих клетей А и сварочные аппараты 5. Секции шовосжимающей клети 3 вьшолЬены в виде станины 6, в которой установлены собирающие 7, кромковыравнивающие 8 и удерживающие ролики. На внутренней оправке 2 на участках секций шовосжимающей клети установлены опорные 10, кромковыравнивакмцие 11 и удерживающие 12 ролики При зтом собирающие ролики 7 шовосжи макнцей клети 3 расположены между опорными 10 и кромковыравнивающими 1 роликами внутренней оправки, а кромковьфавнивающие ролики 11 внутренней оправки расположены между кромковьфавнивакяцими роликами шовосжимаю щей клети 3. В зоне тянущих клетей на внутренней .оправке 2 установлены валки 13, взаимодействующие с валками 14 тянущих .клетей 4. При этом верхние валки оправки 2 и клети 3 выполнены из резины с целью компенсации разброса размеров заготовки после-формовки и уменьшения давления на нее со стороны клети. Благодаря этому значительно снижаются деформационные напряжения в сварном щве. Устройство работает следующим образом. Трубная заготовка 15, ориентируемая направляющим ножом, подается в щовосжимающую клеть таким образом, чтобы начало трубной заготовки совпало с осью последнего (по ходу движения) сварочного аппарата. Сборка и удержание кромок в шовосжимающей клети осуществляется путем изгиба соседних с кромками небольших жестких участков заготовки собирающими роликами клети 3 относительно опорных роликов 10 внутренней оправки. Обе кромки после Сборки-изгиба опираются на кромковыравнивакяцие ролики 11 внутренней оправки и прижимаются кромковыравниваюпщми роликами 8 щс)восжимающей клети. Вследствие того, что кромковыравнивающие ролики внутренней оправки и кромковьфавнивающие ролики шовосжимающей клети расположены друг относительно друга в шахматном порядке, происходит выравнивание остаточной продольной волнистости кром1 и, полученной при формовке. Затем одновременно включаются все сварочные аппараты, и заготовка, собранная по всей длине в шовосжимающих клетях, со сварочной скоростью перемещается посредством тянущих клетей на величину щага между сварочными аппаратами. Направляющий нож 1 используется только при задаче трубных заготовок в устройство, а в процессе сварки не используется. Это позволит сваривать швы, не подвергая их деформации на участке, обладающем низкой технологической прочностью, что значительно повьш1ает качество сварного шва.
15
Фиг.2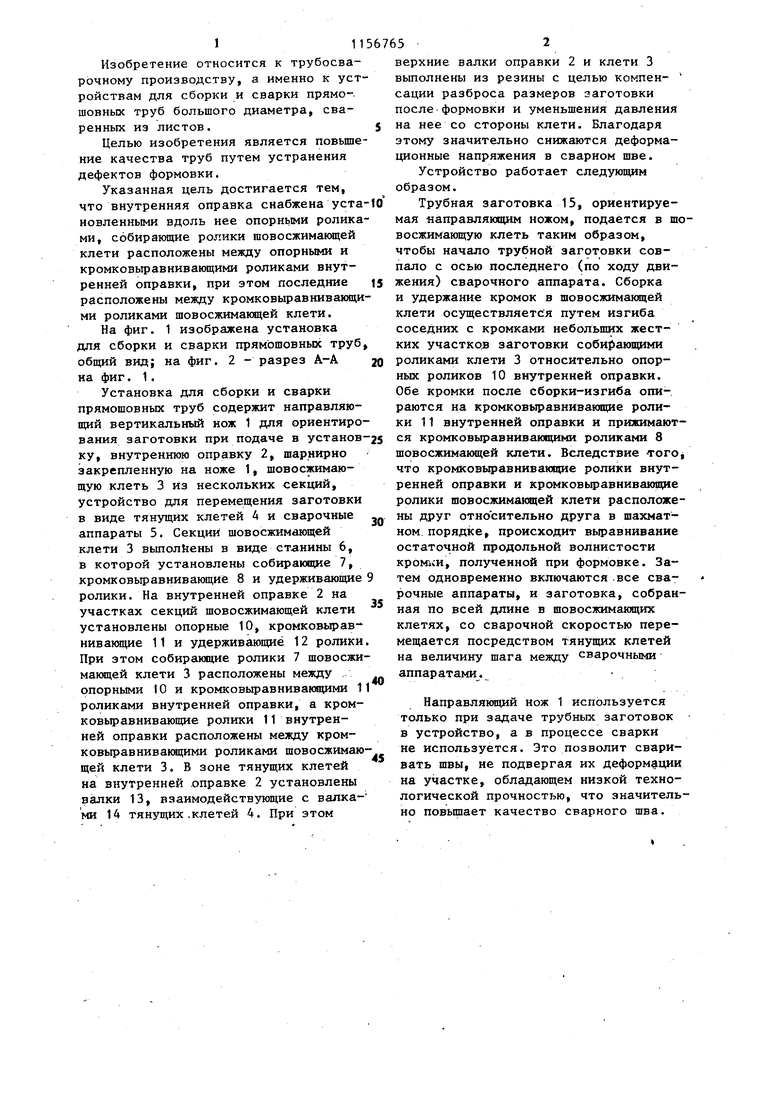
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТРУБ | 2012 |
|
RU2488457C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| СТАН ДЛЯ СВАРКИ ТРУБ | 1966 |
|
SU224734A1 |
| Способ изготовления прямошовных сварных труб конечной длины | 1991 |
|
SU1816525A1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| ВНУТРЕННЯЯ ОПРАВКА К СТАНУ ВЫСОКОЧАСТОТНОЙ СВАРКИ ТРУБ | 1972 |
|
SU356010A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2017 |
|
RU2667272C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |

1. УСТАНОВКА ДЛЯ СБОРКИ СВАРКИ ПРЯМОШОВНЫХ ТРУБ, содержащ щовосжимающую клеть с собирающими кромковьфавкивающими роликами, вн реннюю оправку с кромковыравнивающими роликами, устройство для перемещения заготовки, направляющий нож и сварочные аппараты, отличающаяся тем, что, с целью повьшения качества труб путем устранения дефектов формовки, внутренняя -оправка снабжена установленными вдоль нее опорными роликами, а собирающие ролики шовосжимающей -клети расположены между опорными и кромковьфавнивающими роликами внутренней оправки. 2. Установка по п. 1, о т л ич ающаяс я тем, что кромковыравниваюш;ие ролики внутренней оправки расположены между кромковыравнивающими роликами шовосжимающей клети.