Известен стан для сварки труб, содержащий шов сжимающую клеть, тянущие клети, внутреннюю оправку, направляющие валки, кромкоудерживающее устройство, направляющий нож и сварочное устройство.
Предлагаемый стан для сварки труб отличается тем, что шовсжимающая клеть представляет собой два шарнирно связанных между собой корпуса, внутри которых расположены обжимные валки. Кромкоудерживающее устройство смонтировано на оправке перед шовсжимающей клетью и выполнено в виде двух электрически изолированных дисков, установленных на одной оси и снабженных ребордами, входящими в зазор между кромками трубной заготовки. Направляющий нож шарнирно связан с расширителем, установленным внутри трубной заготовки.
Благодаря такому выполнению стана повышается стабильность процесса высокочастотной сварки и производительность при изготовлении прямошовных труб, в частности труб конечной длины.
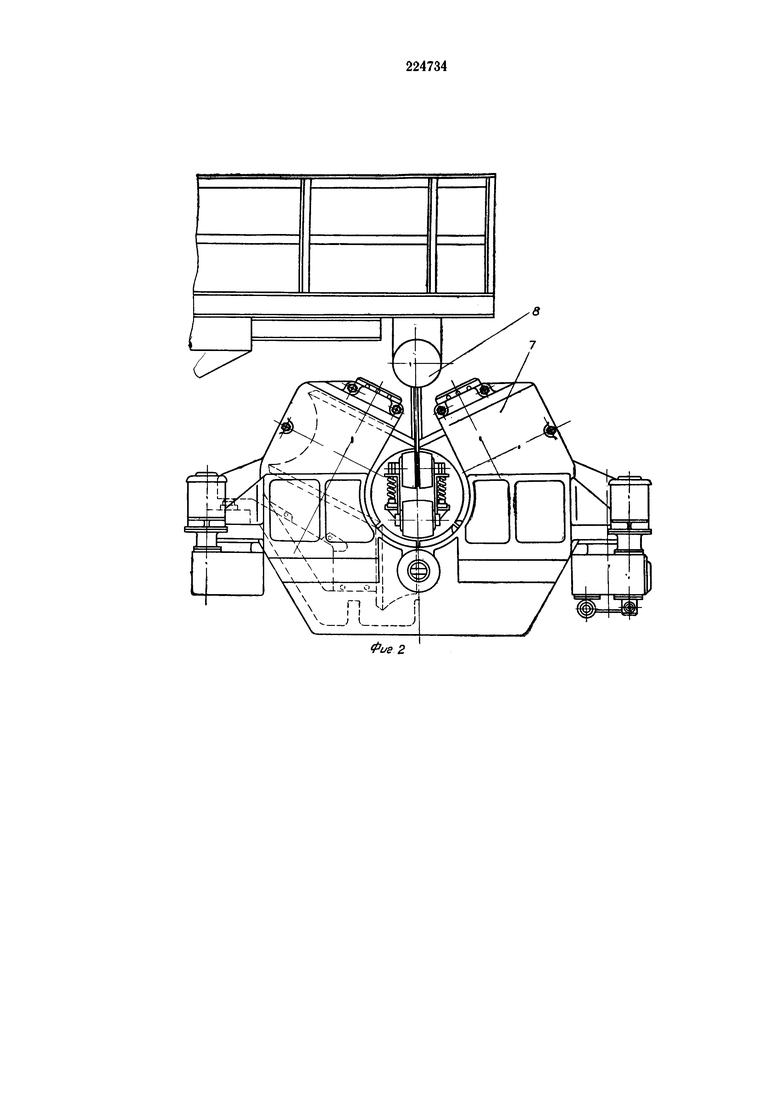
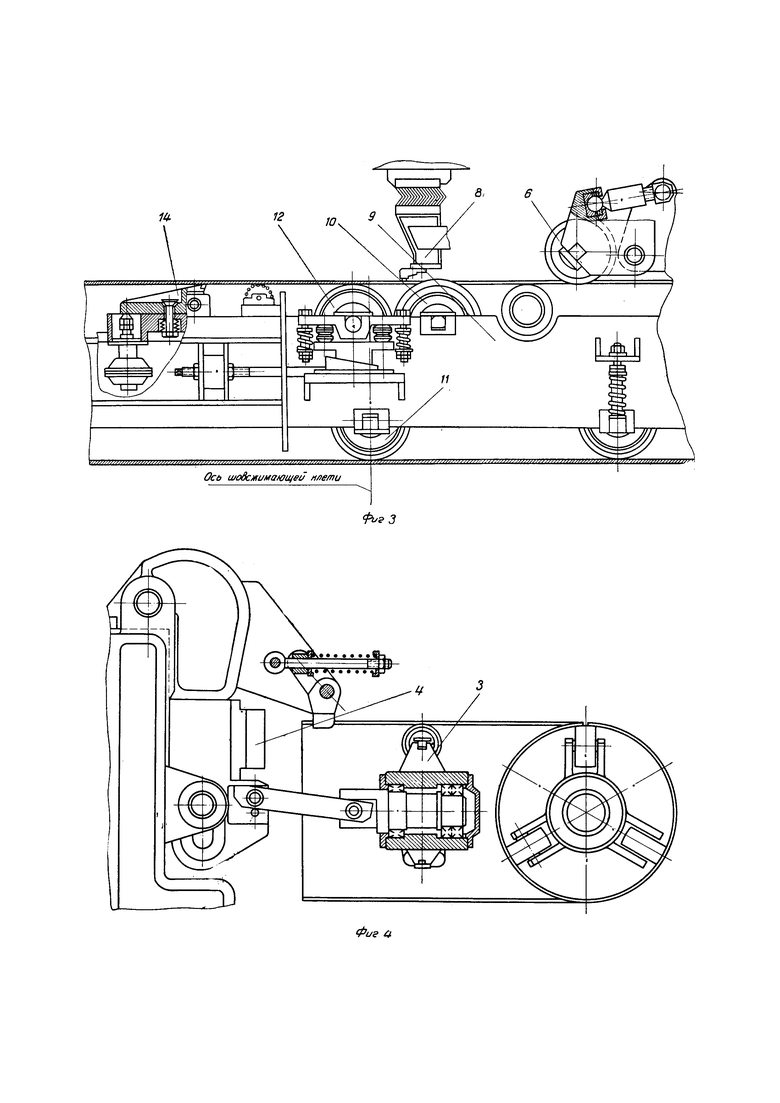
На фиг. 1 представлен стан для сварки труб; на фиг. 2 - шовсжимающая клеть; на фиг. 3 - внутренняя оправка с кромкоудерживающим устройством и направляющие валки; на фиг. 4 - направляющий нож с расширителем.
Сформированные цилиндрические заготовки по рольгангу поступают к стану на участок, оборудованный цепным заталкивателем 1 и подъемно-поворотными роликами 2. После установки стыка при помощи роликов 2 в верхнее положение заталкиватель подает заготовку на расширитель 3, шарнирно прикрепленный к подвеске направляющего ножа 4 и раздвигающий кромки заготовки таким образом, чтобы в зазор между ними мог войти направляющий нож.
При несовпадении ножа и зазора заготовка поворачивается роликами 2 на необходимый угол. Конструкция расширителя позволяет заготовке поворачиваться относительно продольной оси без снятия ее с расширителя.
Когда заготовка установлена строго в диаметральной плоскости, проходящей через зону сварки, заталкиватель подает ее в тянущие клети стана 5. В них происходит сближение кромок заготовки, и при помощи направляющих валков 6, установленных на второй клети, создается определенный угол схождения кромок. Подача трубной заготовки заталкивателем может производиться до сварки участка шва определенной протяженности.
Перед шовсжимающей клетью 7 располагают высокочастотное сварочное устройство 8, обеспечивающее разогрев кромок до необходимой температуры. Далее заготовка попадает в валки шовсжимающей клети, где происходит сдавливание кромок и их сварка.
Для сосредоточения в области кромок деформации заготовки при обжатии сжимающая клеть выполнена по типу клещей с осью поворота, расположенной ниже свариваемой трубы.
С целью придания трубной заготовке соответствующей калибровки в клетях стана и создания тянущего усилия, в стане использована оправка 9, закрепленная на подвеске ножа.
Для обеспечения стабильности процесса сварки на оправке перед шовсжимающей клетью предусмотрено кромкоудерживающее устройство 10, состоящее из двух дисков, электрически изолированных один от другого и снабженных ребордами, входящими в зазор между кромками трубной заготовки. В сварочном калибре установлены два опорных ролика - нижний 11, закрепленный жестко, и верхний 12, регулируемый по высоте от клинового механизма и смещенный на определенную величину за ось калибра для сокращения длины недоваренных концов труб. За калибром шовсжимающей клети смонтированы две тянущие клети и устройства для удаления наружного 13 и внутреннего 14 грата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Стан для сборки и сварки прямошовных труб | 1979 |
|
SU912321A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| Стан для сварки прямошовных труб конечной длины | 1991 |
|
SU1816524A1 |
| ВНУТРЕННЯЯ ОПРАВКА ТРУБОСВАРОЧНОГО СТАНА | 1993 |
|
RU2070450C1 |
| Способ изготовления прямошовных сварных труб конечной длины | 1991 |
|
SU1816525A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Формовочный стан трубоэлектросварочного агрегата | 1987 |
|
SU1417951A1 |
Стан для сварки труб, содержащий шовсжимающую клеть, тянущие клети, внутреннюю оправку, направляющие валки, кромкоудерживающее устройство, направляющий нож и сварочное устройство, отличающийся тем, что, с целью повышения стабильности процесса высокочастотной сварки и производительности при изготовлении прямошовных труб, в частности труб конечной длины, шовсжимающая клеть выполнена в виде двух шарнирно связанных между собой корпусов, внутри которых расположены обжимные валки, а кромкоудерживающее устройство смонтировано на оправке перед шовсжимающей клетью и выполнено в виде двух электрически изолированных дисков, расположенных на одной оси и снабженных ребордами, входящими в зазор между кромками трубной заготовки, при этом направляющий нож шарнирно связан с расширителем, расположенным внутри трубной заготовки.
